JX-100_使用说明书.pdf - 第108页
第 1 部 基本篇 第 2 章 生产 2- 7 生产准备 < 步骤 > 2-7-1 基板的设置 这里要讲述的是 ,如何在“生产”个 别控制画面 ※ 1 进行各项设置。 *1 :生产个别控制画面是指:按下“生产” — “传送· I/O 状态”画面内 的“个别控制” 按钮,利 用其功能来安排 传送工作。有关个别 控制的详细说明,请 参见第 7 章。 (注意) :要启动“生产 ”功能 ,需要读入生 产程序。 2-7-1-1 传送轨…
第 1 部 基本篇 第 2 章 生产
2-6 文件操作
进行生产时,需打开生产程序文件。
此外,在”生产”画面上改变数据、或为保存生产管理信息,也可保存变更数据。
2-6-1 打开(读入文件)
读入已经制作好的生产程序文件。
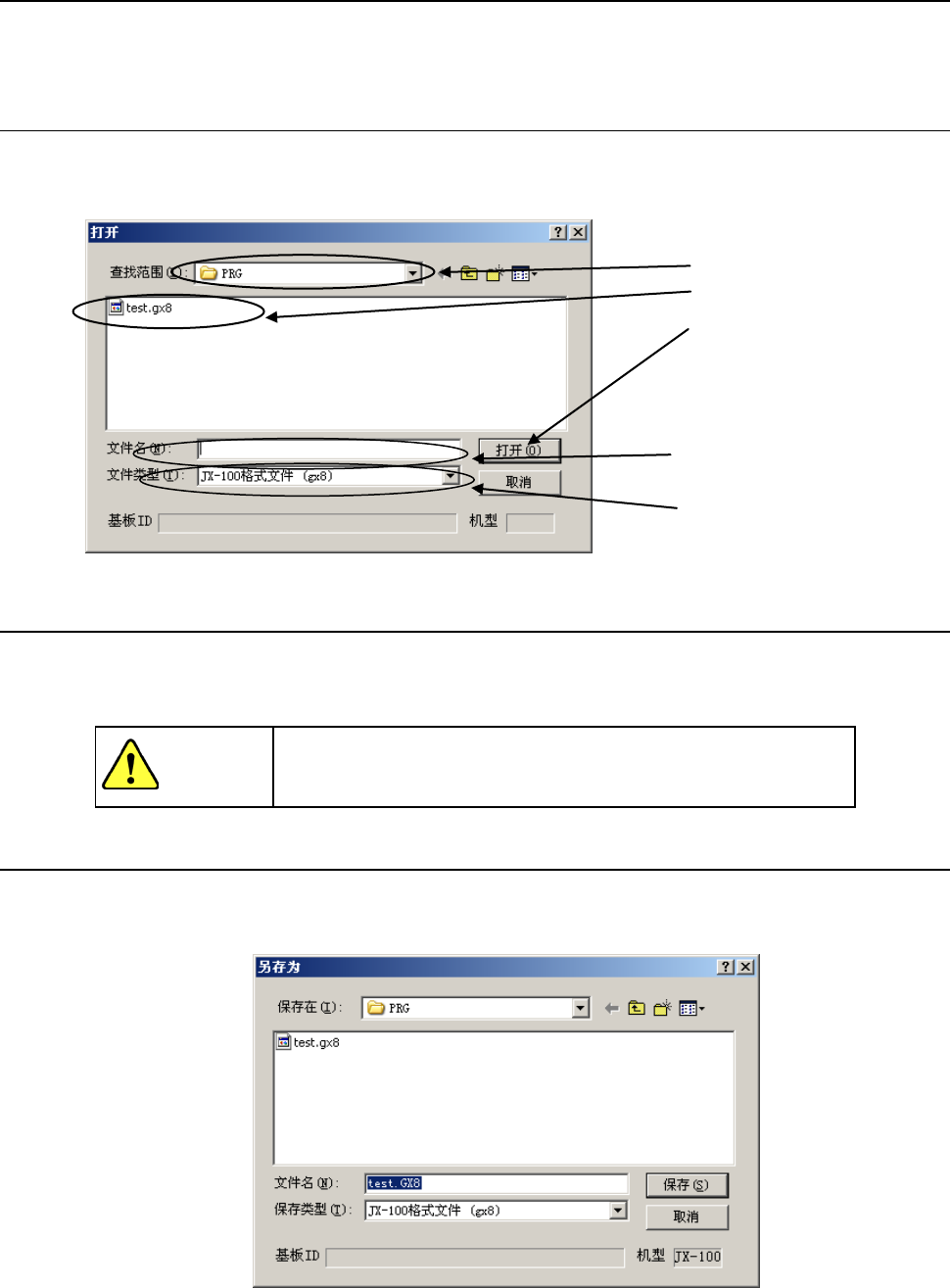
从菜单栏中点击”文件”/”打开”,则显示如下的画面。
选择文件名,点击”打开”,读入选中的文件。
图 2-6-1 选择文件
2-6-2 保存
覆盖保存生产程序。
从菜单栏中单击“文件”/“保存”,则该文件被覆盖保存。
注意
覆盖保存后,原来的文件内容将被删除,敬请注意。
2-6-3 另存为
对编辑后的生产程序需要改变文件夹或指定文件名后保存时,选择此项。
① 单击“文件”/“另存为”。
② 在“另存为”画面中,指定文件夹和文件名,单击“保存”。
图 2-6-3 文件保存
<步骤>
①选择文件夹
②选择文件
③点击”打开”。
显示选中的文件名。
要打开用其他机型制作的文
件时点击此栏,选择机型名
(文件格式)。
2-19
第 1 部 基本篇 第 2 章 生产
2-7 生产准备
<步骤>
2-7-1 基板的设置
这里要讲述的是,如何在“生产”个别控制画面
※1
进行各项设置。
*1:生产个别控制画面是指:按下“生产”—“传送·I/O 状态”画面内的“个别控制” 按钮,利
用其功能来安排传送工作。有关个别控制的详细说明,请参见第 7 章。
(注意)
:要启动“生产”功能,需要读入生产程序。
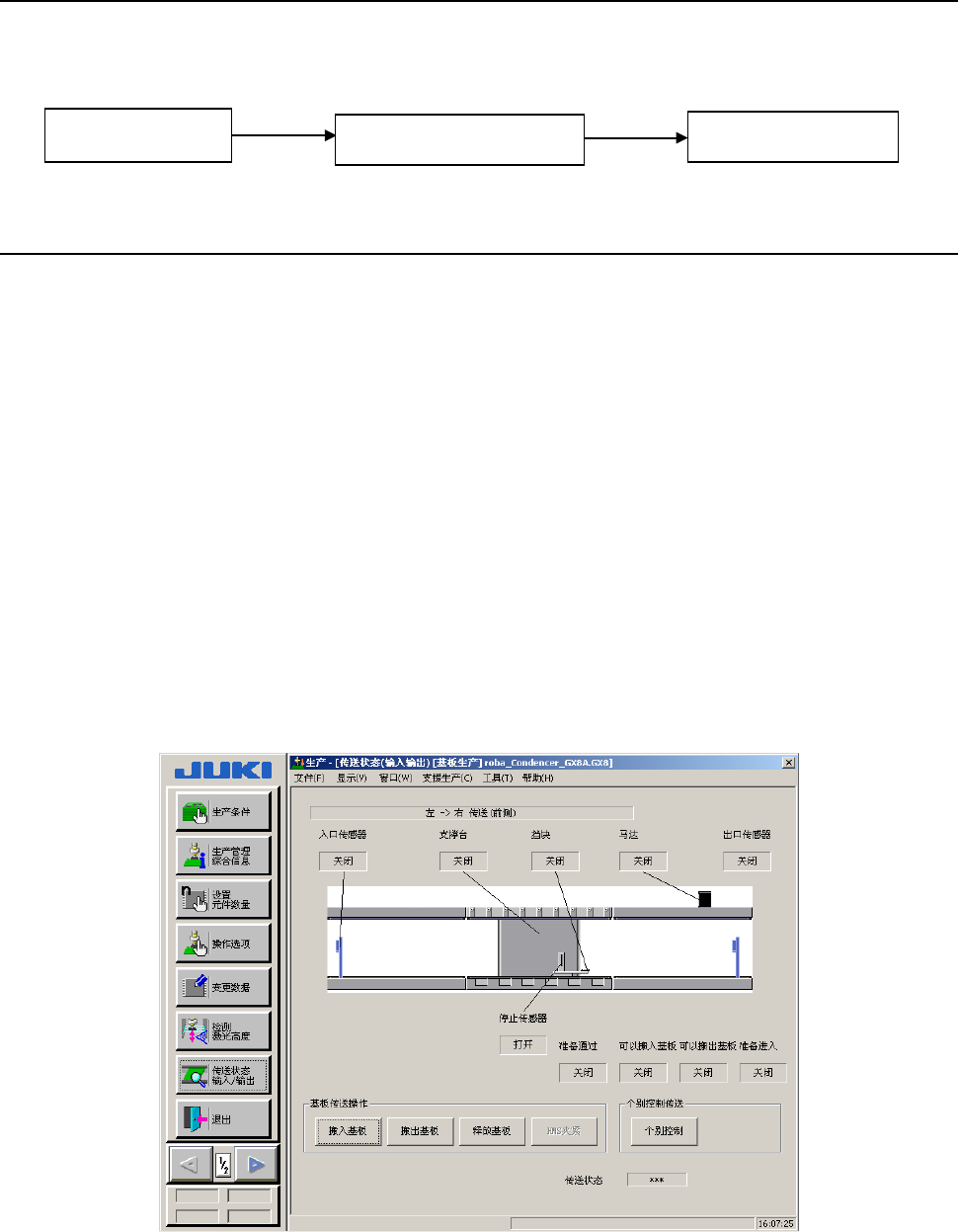
2-7-1-1 传送轨道宽度的调整
(1) 采用手动宽度调整(标准)时
<步骤>
1) 请调整传送的宽度。
将传送的宽度调整至基板能顺利通过的宽度(“基板宽度+0.5mm~1mm”)。
2) 请确认整个传送轨道范围内,基板都能顺利通过。
(注意) 请在未安装送料器的状态下,调整传送轨道宽度。
图 2-7-1-1-1 传送、I/O 状态
配置支撑销
调整传送轨道宽度
调整外形基准位置
2-20

第 1 部 基本篇 第 2 章 生产
2-7-1-2 外形基准的调整方法
<步骤>
1)启动生产。
① 从菜单栏上选择“窗口”/“传送·I/O 状 态 ”。
② 选择“个别传送控制”,按“个别控制”按钮。
出现个别控制画面。
2) 将生产基板顶在挡块上。
基板与挡块接触的部分因有缺口等而不稳定时,请拧松挡块根底部的螺丝(2根),用手在Y方
向进行移动调整。
3) 配置支撑销。
根据生产基板,将支撑销
配置在支撑台上。在对贴片精度有特别要求的QFP等元件的下面配置
支撑销后,可提高贴片精度。
4)
调整完成后,点击“个别控制”画面上的“结束”,退出个别控制。
注意
在机器运行过程中,请绝对不要将手和头等伸入装置内部。
2-21