JX-100_使用说明书.pdf - 第114页
第 1 部 基本篇 第 2 章 生产 2-8-2-1 设置共同项目 (1) 计划生产数量 输入计划生产数 量。最初 显示上一次生产时的 计划数量。 新建时显示 “ 1 ”。若 输 入“ 0 ”时表 明 计划生产量为“ 无限”。 (2) 生产基板数量 显示已实际生产 的基板的数量。实际 生产数量在生产开始 时被重设为 0 。 ( 继 续生产时不重设 ) 通常,实际数量为初始状态 (0) ,若选中 操作选项的“生产 ( 显示 ) ”标 签上…
第 1 部 基本篇 第 2 章 生产
2-8-2 生产条件画面
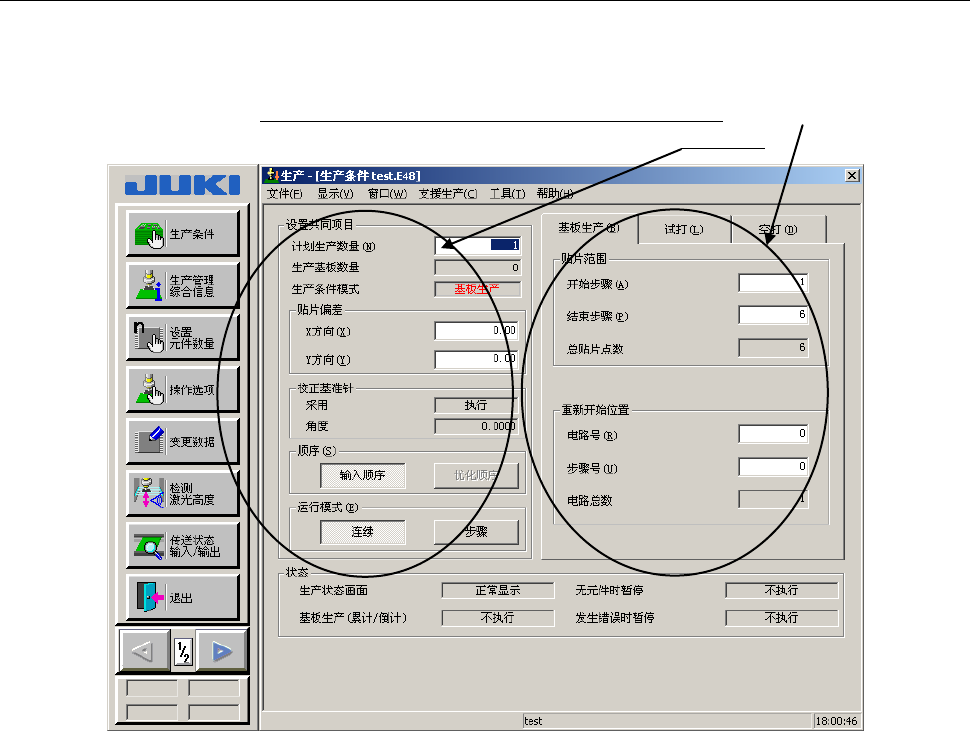
启动生产,则显示设置生产条件的画面。
根据“基板生产”、“试打”、“空打”各种生产模式,分别设定各自的生产条件。
● 个别设定项目:根据“基板生产”、“试打”、“空打”模式,设置条件。
● 通用项目 :与“基板生产”、“试打”、“空打”模式无关,设置共同项目。
图 2-8-2-1 设置基板生产条件
2-25
第 1 部 基本篇 第 2 章 生产
2-8-2-1 设置共同项目
(1) 计划生产数量
输入计划生产数量。最初显示上一次生产时的计划数量。新建时显示“1”。若输入“0”时表明
计划生产量为“无限”。
(2) 生产基板数量
显示已实际生产的基板的数量。实际生产数量在生产开始时被重设为0。(继续生产时不重设)
通常,实际数量为初始状态(0),若选中操作选项的“生产(显示)”标签上的“累计生产基板数
量”条项时,则显示上一次实际生产时的数量。在该状态下开始生产时,从上一次的实际数量开
始累计直至达到预定的生产数量为止。
生产中断、结束时,显示已实际生产的数量。
通过清除生产管理信息,可从头开始计数。
(3) 生产条件模式
在个别设定项目中选择生产条件模式时,按基板生产、试打、空打顺序依次显示。
(4) 贴片偏差
某些批次的基板出现特有的偏移时,在本项中输入XY的偏移值后,输入的该数值则成为所有基板
的偏移值。
◆未使用BOC标记时
:
成为所有的基板贴片的偏移值。
输入的值,成为所有贴片点的偏移值。
◆使用BOC标记时:
成为相对于寻找BOC标记位置的偏移值。即使输入偏移值,贴片结果不会
变化。如果由于基板换批等原因,使BOC标记的绝对位置出现偏移,BOC标
记超出摄像机窗口之外,请输入偏移值以使BOC标记回到摄像机窗口中央。
(5) 顺序
指定是以输入顺序贴片,还是以优化顺序贴片。
未在程序编辑中执行过优化的数据,不能选择优化顺序。
初始设置为输入顺序。但已制作的生产程序首次在生产画面上显示时,如果已实行最优化,则优
化方式就成为初始设置。
◆输入顺序
:按贴片数据输入的顺序进行生产。通常会使生产节拍降低。进行检查时请采用输入
顺序。
◆优化顺序
:按最优化顺序进行生产。通常情况下请采用优化顺序生产。
2-26
第 1 部 基本篇 第 2 章 生产
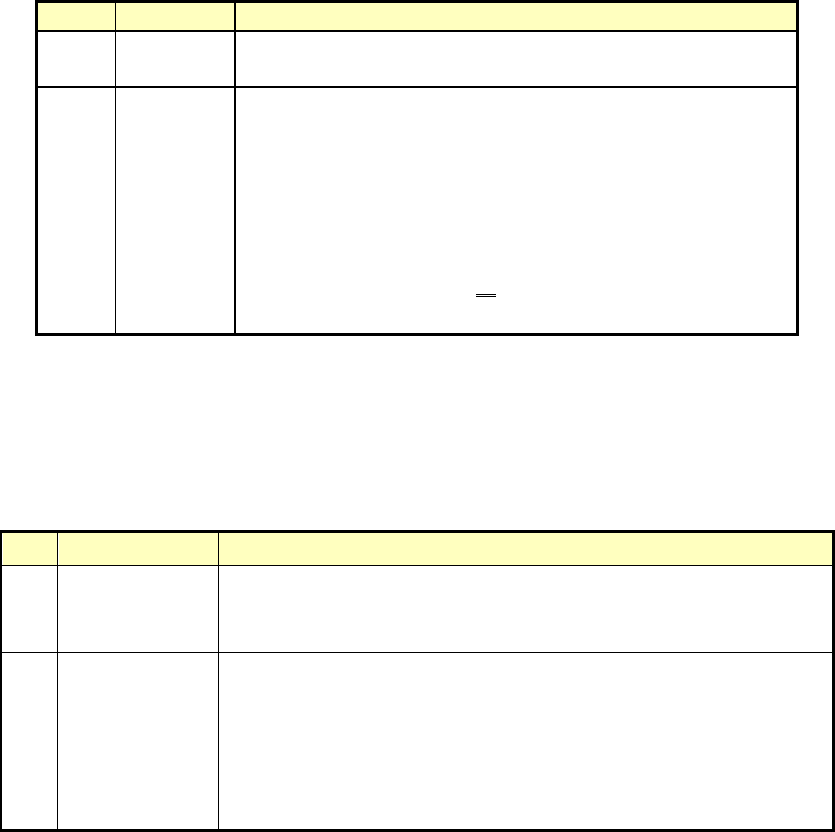
(6) 运行模式
运行各生产模式时,有2种运行模式可供选择。
NO. 运行模式 内容
1 连续
除非按下暂停<STOP>开关中断生产外,连续生产基板直至生
产结束为止。
2 步骤
当移动到一定位置时,会暂停。
暂停的位置:
1 移动到元件吸取位置后
2 移动到贴片位置后
3 移动到坏板标记位置后
4 移动到基准位置后
5 移动到产品废弃位置后
6 其他 XY 移动结束后等
要继续生产时,按<START>开关。
在连续生产时,按一次<STOP>开关后,也可进入暂停状态。
2-8-2-2 个别设定项目
(1) 基板生产
No. 项目 内容
1
贴片范围
(步骤号)
需要限定贴片范围时,可输入开始步骤号和结束步骤号。在总贴
片点数的项目中可显示每 1 电路的总贴片步骤号。此项设置限于设
定为输入顺序时。
2 重新开始位置
因某些原因生产中断,在基板夹紧解除的情况下需要继续贴装剩
余元件、完成基板贴片时可指定重新开始位置。此外,也可从特
定的位置进行贴片。
本设定仅对最初 1 张基板有效。从第 2 张基板以后重新开始位置
的设置无效,而将对所有点进行贴片。
本项设置,在生产运行开始后即被初始化。
2-27