JX-100_使用说明书.pdf - 第151页
第 1 部 基本编 第 2 章 生产 ③ 选择吸取的供应装置 当同一元件有多个 供 应 装置 ( 吸取数据 ) 时,初始值为从最初输入 的数据开始吸取元 件。也可 根据需要改变供 应装置。 ④ 更改吸取坐标 无法顺利吸取时 ,可用手动输入或使 用 H OD 设备进行坐 标示教 ,改变吸取坐 标。 (3) 激光高度连续检查功能 从菜单栏中选择 “工具” / “检查” / “激光 高度检查”,会显示连续 检查条件的设 置画面。请设 置检查对…
第 1 部 基本编 第 2 章 生产
2-10-5 检查
可实施激光高度检查。
将实际元件安装到贴片头后,在各硬件里进行各种检查。
2-10-5-1 激光高度检查
使用激光检查元件数据中设定的激光高度值。
(1) 激光高度检查功能
激光高度检查中,有“连续检查”和“单独检查”2种模式。
单独模式可指定任意的或检测后的激光高度值进行检查。
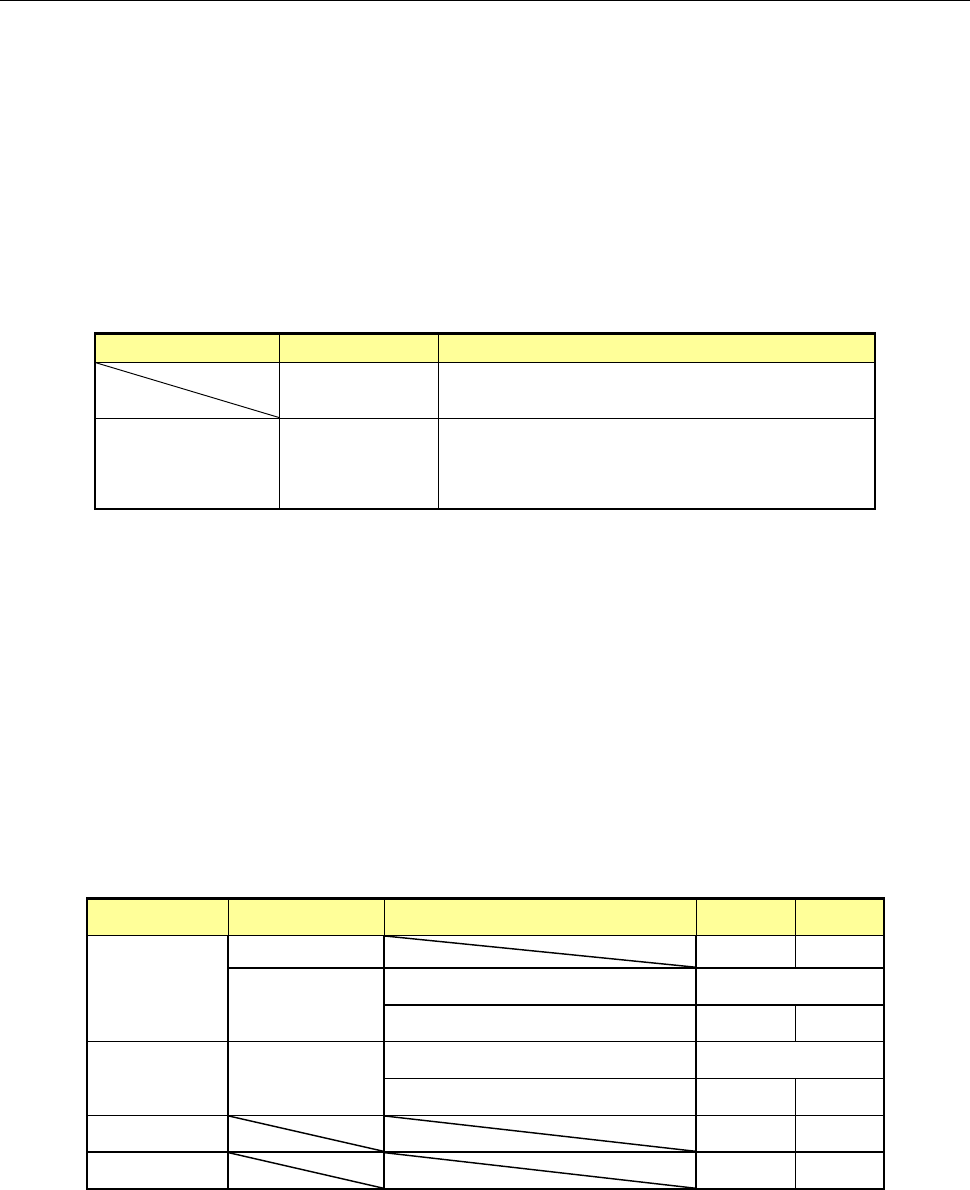
表 2-10-5-1-1 检测模式内容与菜单
工具菜单
运行模式
运行内容
单独检查
对连续检查模式中出错的元件进行个别
检查。
激光高度检查
连续检查
检查生产程序数据内的所有元件/条件一致的
产品。通过单独模式,可以对因某种原因检查
失败的元件进行个别检查。
(2) 各种动作
① 吸取使用的贴片头
吸取贴片头为自动选择。
优先使用贴片头已经安装好的吸嘴,以减少吸嘴的更换。根据吸嘴的安装情况,每次检测时,
贴片头有可能不同。
② 检查后的元件归还
检查后的元件将被放回原来的位置或被废弃。如下表所示,因包装而异。
废弃场所应根据元件数据中的“元件废弃”设定进行废弃。由于1mm以下的元件在归还时可能
会出现元件站立、倒置等情况,因此请根据询问选择具体动作。
表 2-10-5-1-2 元件归还/废弃条件
包装 条件 1 条件 2 归还 废弃
卷带
32mm 送料器
- ○
32mm 送料器以
外
外形尺寸短边 1mm 以下
询问 *1
外形尺寸短边 1mm 以上 ○ ○
散装 -
外形尺寸短边 1mm 以下 询问 *1
外形尺寸短边 1mm 以上
○ ○
托架
○ ○
管式
- ○
*1 显示询问后,请选择归还或废弃元件。连续检测时会在开始前显示询问。
2-62
第 1 部 基本编 第 2 章 生产
③ 选择吸取的供应装置
当同一元件有多个供应装置(吸取数据)时,初始值为从最初输入的数据开始吸取元件。也可
根据需要改变供应装置。
④ 更改吸取坐标
无法顺利吸取时,可用手动输入或使用HOD设备进行坐标示教,改变吸取坐标。
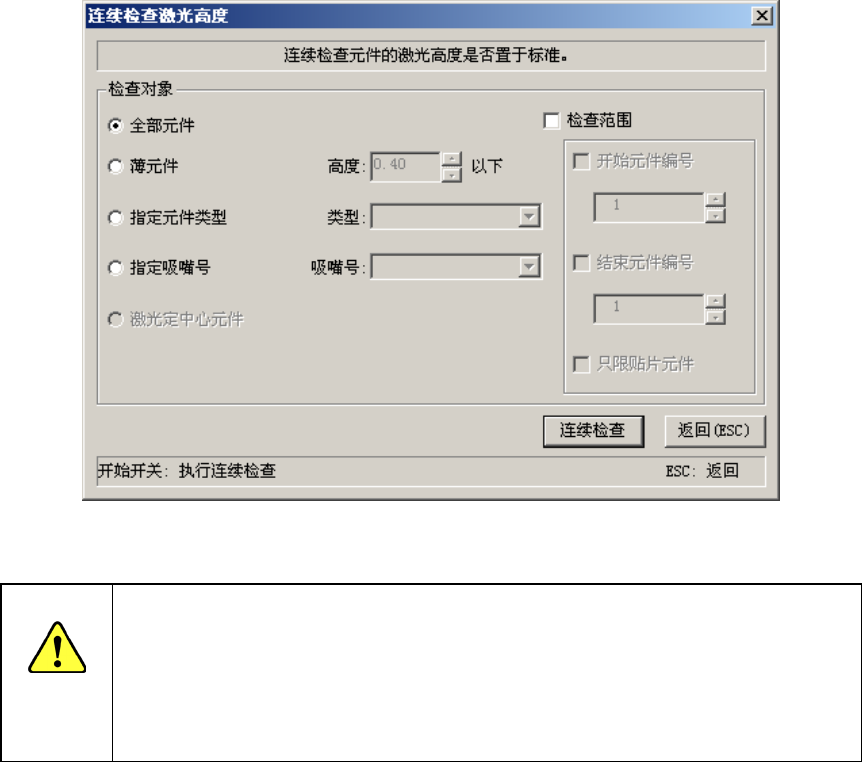
(3) 激光高度连续检查功能
从菜单栏中选择“工具”/“检查”/“激光高度检查”,会显示连续检查条件的设置画面。请设
置检查对象元件和检查范围。
选择“连续检查”按钮后,即可在指定的检查范围内进行检查。
•
对指定范围(直致最后编号)进行重复检查后,返回条件设置画面。
•
在检查时检测出错误时,进入单独检查模式。
图 2-10-5-1-1 设定激光高度连续检查条件
注意
按下“连续检查”后,贴片头会立即移动,开始生产。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近装置。
在按下“连续检查”前,请务必确认装置内部无人作业。
在按下“连续检查”前,请确认装置附近没有会受到人身伤害的人。
在按下“连续检查”前,请确认装置内部没有安装、安放会妨碍装置运行的物体
(调整工具等)。
2-63
第 1 部 基本编 第 2 章 生产
1)检查对象
检查元件数据中所有条件与要求完全一致的元件时,进行此项设定。
① 全部元件
检查全部元件的数据。
② 薄元件
仅检查高度在设定的“高度”值以下的元件。
③ 指定元件类型
仅检查指定的元件类别。
④ 指定吸嘴号
仅检查使用指定的吸嘴的元件。
2)检查范围
在对象元件条件基础上,要进一步对特定的元件编号进行检查时,加以勾选。
① 开始元件编号
指定开始检查的元件数据编号。
② 结束元件编号
指定结束检查的元件数据编号。
③ 只限贴片元件
当限定为贴片数据中指定的元件数据时进行勾选。
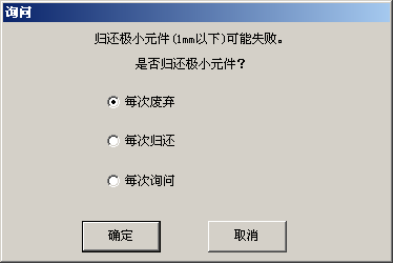
3)检查
连续检测开始后,立即显示询问元件尺寸在1mm以下的元件在检测后如何处理的画面。请单击
「确定」。
图 2-10-5-1-2 询问元件归还
● 每次废弃
元件按每次指定的方法废弃。
● 每次归还
元件归还到原来的位置。
● 每次询问
每次测量结束后显示对 1mm 以下元件的询问。
2-64