JX-100_使用说明书.pdf - 第421页
第 1 部 基本篇 第 4 章 制作生产程序 ④ 更改吸取偏差 检查时使用的元件吸取位 置与实际位置不同时 ,可以使用 HOD 对吸取坐标进 行示教。 也可不采用示教 方法,而用 手动输入更 改坐标。 步骤 1) 把光标移 动到 X 或 Y 坐标上。 步骤 2) 按示教按 钮或 HOD 装 置按钮,示教 坐标,按 ENTER 键确定。 图 4-5-4-3-3 示教中对话框(示教按钮时) 图 4-5-4-3-4 示教中对话框( HOD 时…
第 1 部 基本篇 第 4 章 制作生产程序
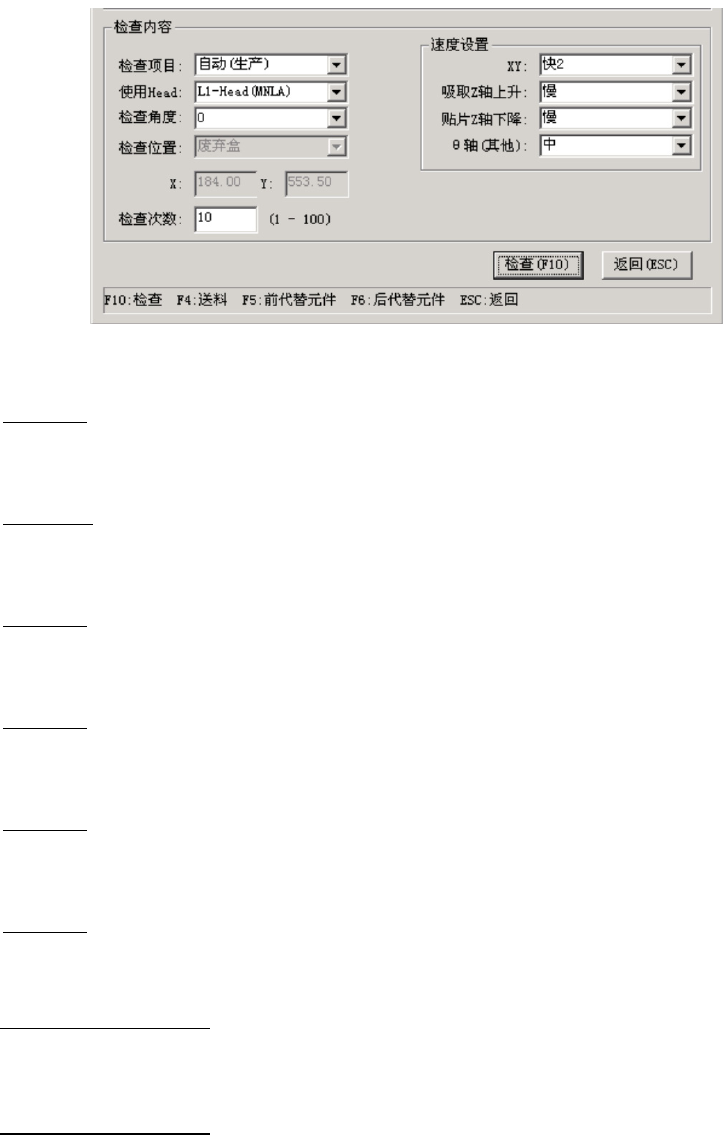
③ 检查内容
选择检查内容。但有些项目显示灰色不能选择。
检查项目
可从自动(生产)、XY、吸取上升、贴片下降、测量外Θ轴旋转中选择。
使用
Head
选择检查使用的贴片头。
检查角度
从 0 / 90 / 180 / 270°中选择。(只对执行的贴片动作项目进行检查)
检查位置
指定废弃盒或任意坐标。(只限检查项目为 XY 时,才能设定任意坐标)
检查次数
指定检查次数 (1~100 次 )。
速度设置
指定确认速度时使用的速度。(检查项目不同,可指定的项目也不同)。
检查按钮([F10] 键)
执行检查。
返回按钮([ESC] 键)
结束检查,返回原画面。
4-167
第 1 部 基本篇 第 4 章 制作生产程序
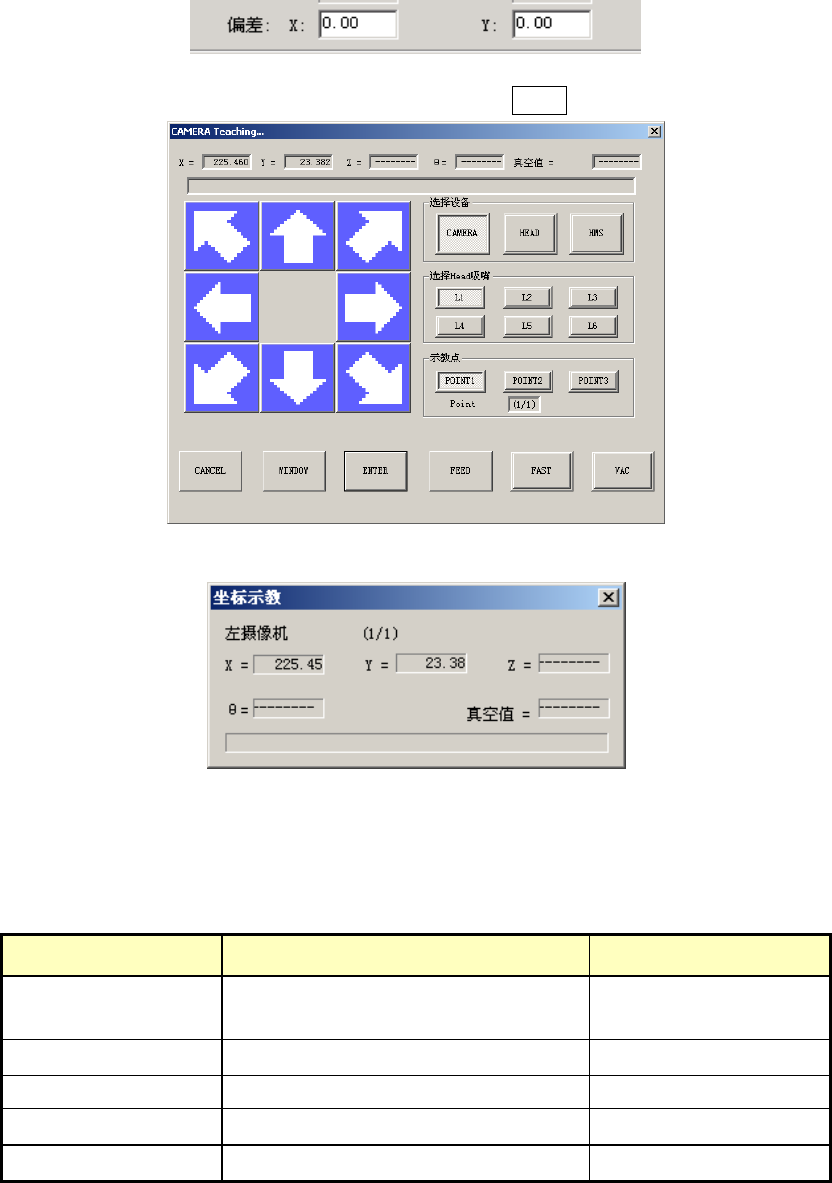
④ 更改吸取偏差
检查时使用的元件吸取位置与实际位置不同时,可以使用 HOD 对吸取坐标进行示教。
也可不采用示教方法,而用手动输入更改坐标。
步骤 1)
把光标移动到 X 或 Y 坐标上。
步骤 2)
按示教按钮或 HOD 装置按钮,示教坐标,按 ENTER 键确定。
图 4-5-4-3-3 示教中对话框(示教按钮时)
图 4-5-4-3-4 示教中对话框(HOD 时)
2)检查种类
检查项目的功能概要列表如下。
表 4-5-4-3-1 检查项目功能概要
检查项目
检查内容
备注
自动(生产动作) 检查运行模拟生产模式时测出的从吸取
到贴装结果偏移量。
XY 检查 XY 移动速度。
吸取上升 检查吸取上升动作的速度。 只限完成吸取数据时
贴片下降 检查贴装下降动作的速度。
测量外
θ
轴 检查测试外的
θ
轴旋转速度。
4-168
第 1 部 基本篇 第 4 章 制作生产程序
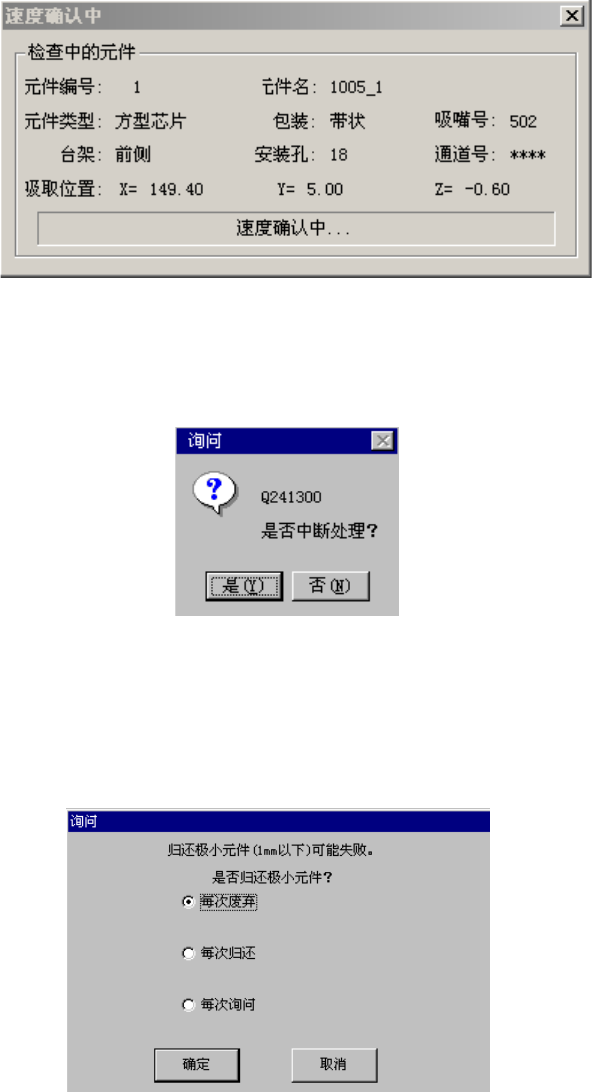
3)速度确认中对话框
确认速度时出现下列对话框,显示正在确认速度的元件内容及吸取位置。逐项地实时显示
运行中的处理内容。
图 4-5-4-3-5 速度确认中对话框
若要强行结束时请按<STOP 停止>开关,显示如下对话框后,请从对话框中选择是否结束。
图 4-5-4-3-6 询问检查后是否结束对话框
因元件包装方式不同,检查前会寻问对 1mm 以下尺寸的元件是放回、还是废弃。
图 4-5-4-3-7 询问放回元件处理方法对话框
4-169