JX-100_使用说明书.pdf - 第502页
第 2 部 功能详细编 第 7 章 手动控制 7-4-1-3 激光控制 从菜单栏中选择 “控制 ( C )”→“ Head(H) ” → “激光控制 (L) ” 或选择命 令按钮的 “ 激光控 制 ”, 则显示如下的激 光控制画面。 图 7-4-1-3-1 激光控 制画面 (1) 控制单元 用按钮来选择控 制对象单元。 不受机器设置的 “使用单元”设置的 影响。 ( 也可以选择 不使用的单元 ) 图 7-4-1-3-2 控制单 元 7-…
第 2 部 功能详细编 第 7 章 手动控制
图 7-4-1-2-2 照明设定画面
●在控制单元中选择了 OCC 时的控制方法
1) XY 轴移动
与 Head 控制的 XY 轴移动相同。
2)垂直照明控制
操作开关,控制OCC垂直照明。
① 选中控制项目“垂直照明控制”,操作“开(O)”按钮、“关(F)”按钮、“开/关(/)”按
钮或按下“F3”键、“F4”键、“F5”键进行控制。
② 选中控制项目“照明控制”时,按“设置(S)…”按钮或“F6”键,则可显示照明设置画面。
③ 光亮
移动滑块来设置光亮。
选择“确定”按钮后,以后打开时将显示该设置
内容。
如果选择“关闭”按钮,则设置的内容无效。
控制结束时,照明状态的显示将被更新。
3)角度照明控制
对OCC的角度照明,操作开/关进行控制。
控制方法请参见2)垂直照明控制项目。
4)镀锡照明控制(仅限 JX-100 LED)
控制 OCC 镀锡照明的 ON/OFF。
控制方法,请参见 2)垂直照明控制。
5)极性控制
对OCC极性的正/逆进行控制。
在控制项目的“极性控制”被选中时,选择
“正(P)”按钮、“逆(N)”按钮、“正/逆(/)”
按钮或按“F3” 键 、“ F4” 键 、“ F5”键进行控制。
在控制结束时会更新测量结果的状态显示。
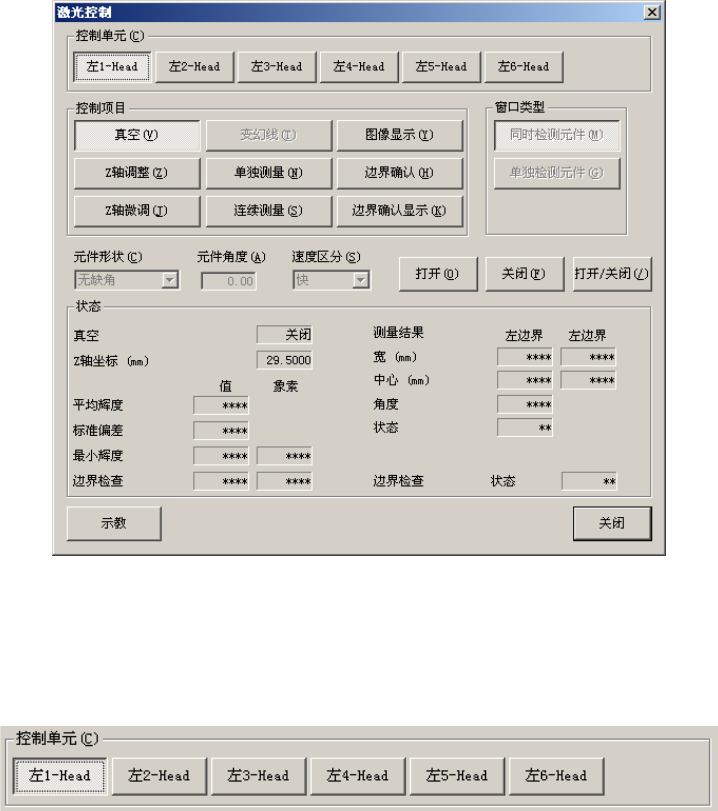
(4)状态显示
在XY轴坐标、照明的开/关控制结束时显示。
图 7-4-1-2-3 状态显示画面
7-11
第 2 部 功能详细编 第 7 章 手动控制
7-4-1-3 激光控制
从菜单栏中选择“控制(C)”→“Head(H)”→“激光控制(L)”或选择命令按钮的“激光控制 ”,
则显示如下的激光控制画面。
图 7-4-1-3-1 激光控制画面
(1) 控制单元
用按钮来选择控制对象单元。
不受机器设置的“使用单元”设置的影响。(也可以选择不使用的单元)
图 7-4-1-3-2 控制单元
7-12
第 2 部 功能详细编 第 7 章 手动控制
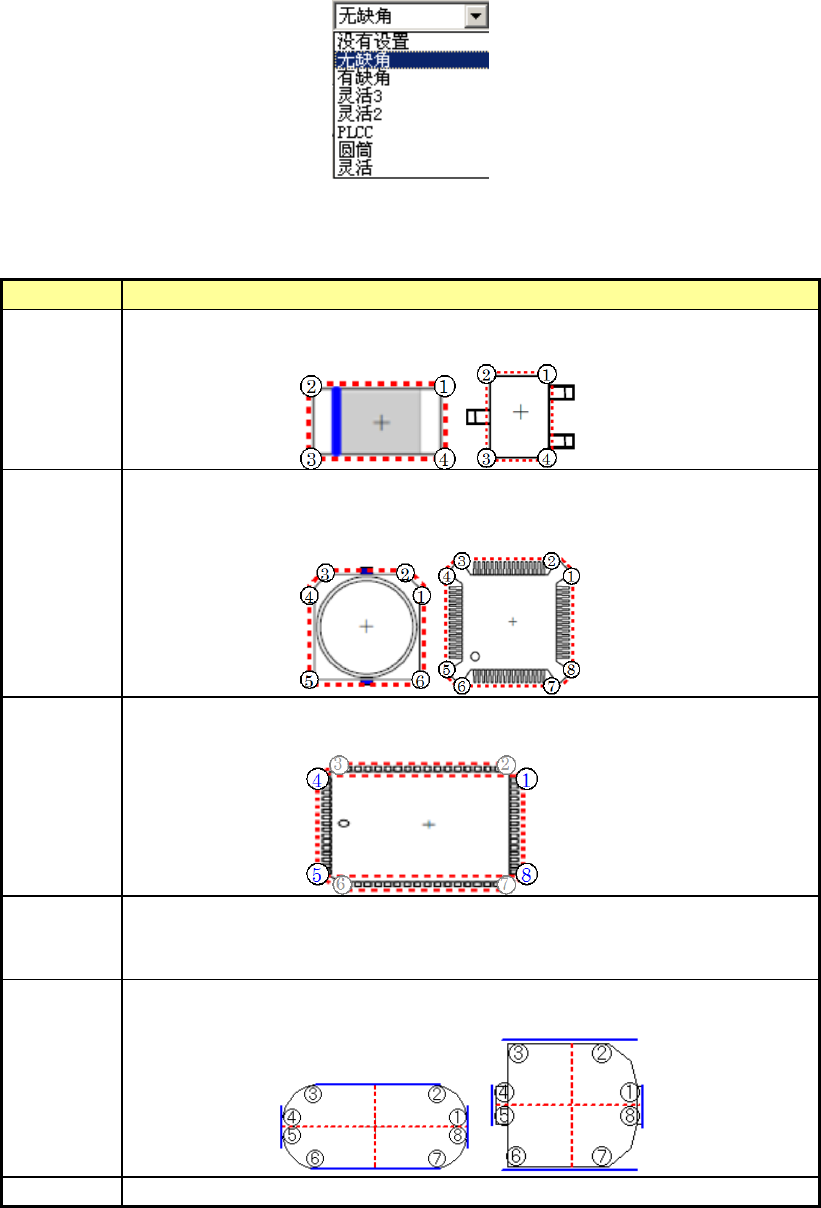
(2)元件形状
测量 SWEEP 时,请从激光识别用的元件形状复选框中选择。
选择测量 SWEEP 以外的控制项目,不能进行测量。
按〔Alt〕+〔↓〕时,则显示如下一览表。
图 7-4-1-3-3 元件形状复选框
表 7-4-1-3-1 元件形状
元件形状
动作
无缺角
根据测量数据检测出 4 个顶点,进行位置偏差、角度偏差的计算、校正。
对于无缺角,近似四边形形状的元件,可设置此种元件形状。
有缺角
根据测量数据检测出 5~8
个顶点,进行位置偏差、角度偏差的计算、校正。
元件中只要有 1 个缺角,以及 QFP 等在激光测量位置有引脚的元件,可设
置此种元件形状。
PLCC
根据测量数据检测出 8 个顶点,使用其中 4 个点进行位置偏差、角度偏差
的计算、校正。是 PLCC 专用的元件形状。
圆筒
根据测量的数据,计算和校正位置偏差。角度偏差被忽略,测量结果必为
0°。用于没有角的圆筒元件等。
相当于编辑生产程序时设置元件形状为圆筒。
灵活
从测量数据中抽出在 X、Y 方向上能构成元件幅度最小的附近 8 个点,计
算·校正位置偏差、角度偏差后,进行贴片。
不设置
根据吸取姿势按贴片角度转动并贴片。
7-13