OM-1832-002w_SL.pdf - 第100页
(f) 部品本体または部品電極が、テープ上面より突き出していないテー ピングをご使用ください。 エンボステーピングについて “エンボス深さ (T 3 ) > 部品の厚さ” のテーピングをご使用ください。 T 3 Fig.F7 (g) 表中“t”は、部品吸着面とシュート面とのギャップを示します。 本体のストローク制御にて対応できますので、部品ライブラリデー タの吸着レベルデータを設定してください。 ただし、 “t”が大きいと部…
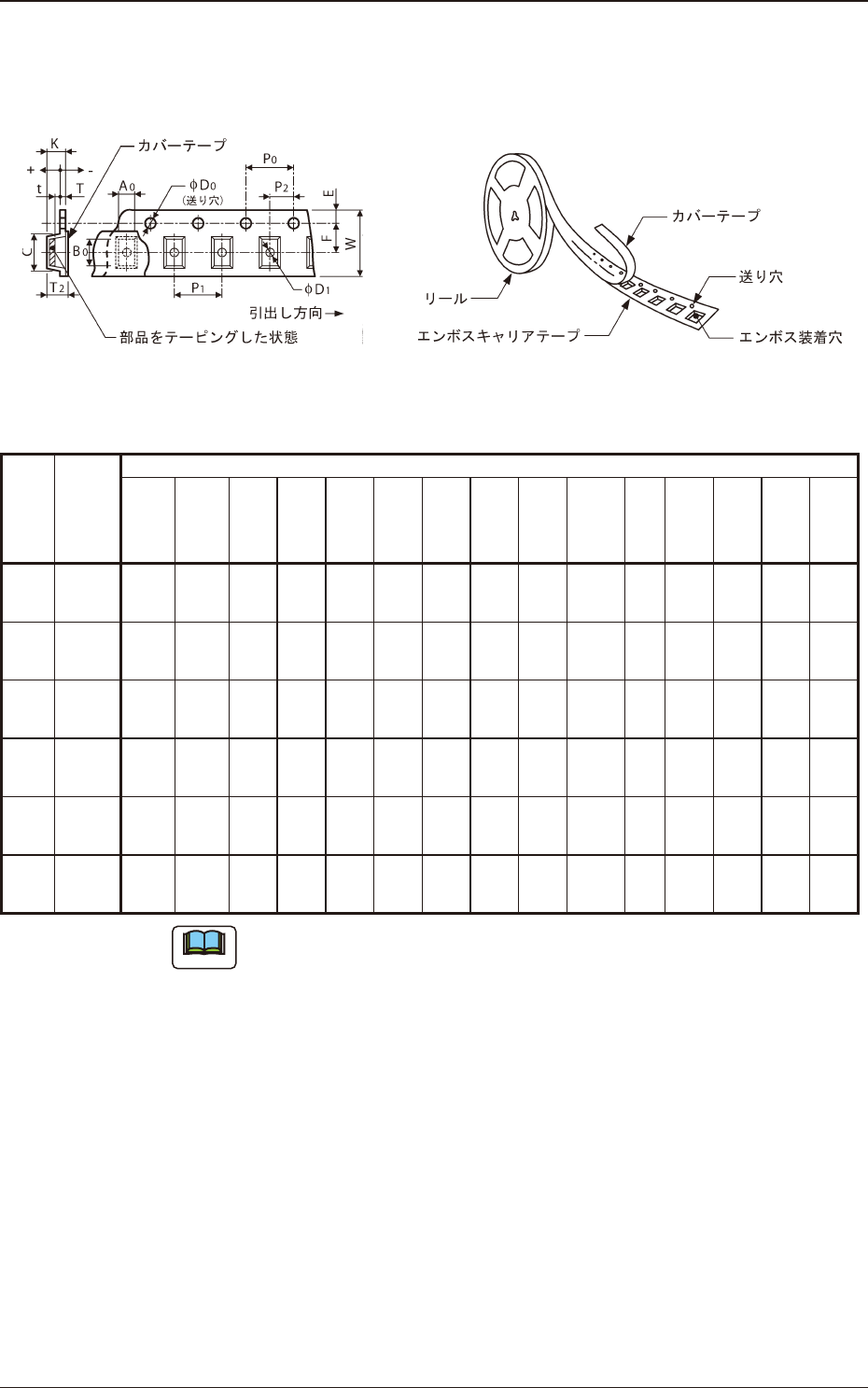
6.3.2 参考テーピング寸法(8mm エンボス)
エンボスキャリア形テーピング
Fig.F5Fig.F6
Table F3
カバー
テープ
処理部
タイプ
テープ幅
×
送り
ピッチ
(mm)
参考テーピング寸法
(mm)
A
0
B
0
W F E P
1
P
2
P
0
D
0
T T
2
K D
1
C
T
(
注
g)
S 8×2
0.2
を
超え
0.6
以下
0.4
を
超え
1.2
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
2.0
±
0.05
2.0
±
0.05
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.3
以下
2.5
以下
2.4
以下
0.5
以上
3.0
以下
+
0.2
- T
M 8×2
0.4
を
超え
1.6
以下
0.7
を
超え
1.7
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
2.0
±
0.05
2.0
±
0.05
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.3
以下
2.5
以下
2.4
以下
0.5
以上
3.0
以下
+
0.2
- T
M 8×4
1.6
を
超え
3.4
以下
0.7
を
超え
1.7
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
4.0
±
0.05
2.0
±
0.05
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.3
以下
2.5
以下
2.4
以下
0.5
以上
3.0
以下
+
0.2
- T
L 8×2
0.6
を
超え
1.6
以下
1.7
を
超え
2.5
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
2.0
±
0.05
2.0
±
0.05
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.3
以下
2.5
以下
2.4
以下
0.5
以上
-
3.0
以下
+
0.2
- T
L 8×4
1.6
を
超え
3.4
以下
1.7
を
超え
2.5
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
4.0
±
0.05
2.0
±
0.05
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.3
以下
2.5
以下
2.4
以下
0.5
以上
3.0
以下
+
0.2
- T
LL 8×4
1.6
を
超え
3.4
以下
2.5
を
超え
3.7
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
4.0
±
0.05
2.0
±
0.05
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.3
以下
2.5
以下
2.4
以下
0.5
以上
4.5
以下
+
0.2
- T
ノート
(a) A
0
× B
0
はテーピングの角穴寸法を表します。
角穴と部品とのクリアランスは吸着率に影響しますので、適正クリ
アランスを設けているテーピング部品をご使用ください。
(b) テープフィーダ仕様は、吸着率などに関して保証するものではあり
ません。
吸着率は、本体の調整具合、または本体とテープフィーダの組合せ
により変動します。
(c) エンボスの穴 (D
1
) は、必要とする場合に設けます。
(d) P
0
の累積ピッチの許容差は、10 ピッチで ± 0.2 mm の範囲とします。
(e) カバーテープが、送り穴にかかったりキャリアテープからはみ出し
たりしてはいけません。
また、カバーテープの厚さは、0.07 mm 以下(粘着質含む)とします。
~ ~ ~ ~ ~~
6.3参考テーピング寸法
1407-001
OM-1832
6-5
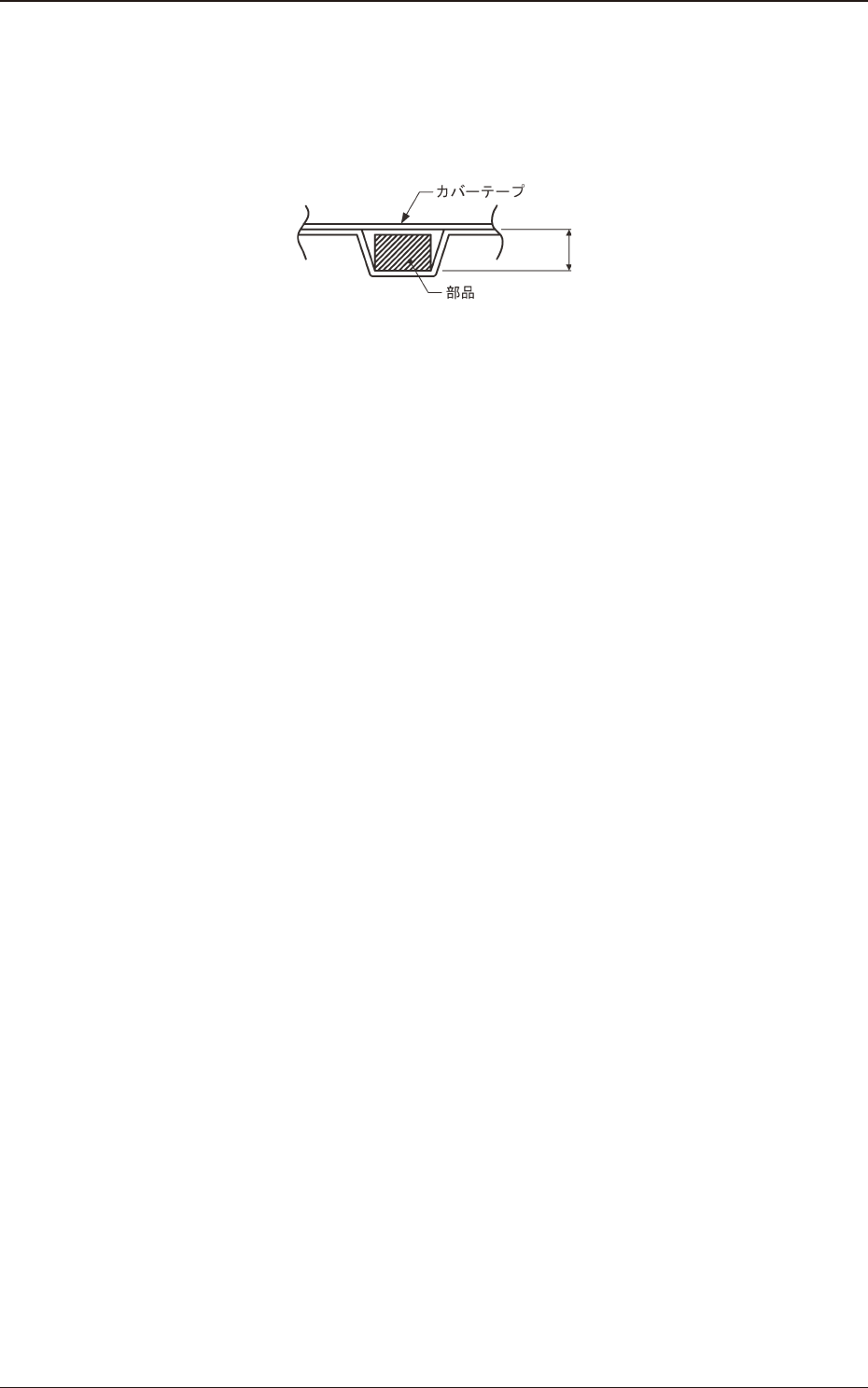
(f) 部品本体または部品電極が、テープ上面より突き出していないテー
ピングをご使用ください。
エンボステーピングについて
“エンボス深さ(T
3
)> 部品の厚さ”のテーピングをご使用ください。
T
3
Fig.F7
(g) 表中“t”は、部品吸着面とシュート面とのギャップを示します。
本体のストローク制御にて対応できますので、部品ライブラリデー
タの吸着レベルデータを設定してください。
ただし、“t”が大きいと部品が暴れたり、傾いたりしますので、
表寸法の範囲内で適正寸法としてください。
(h) 部品吸着面は、吸着ノズルで吸着可能な形状とします。
(i) テーピングの製造工程で発生したカスやケバにより、カバーテープ
厚が増すことがあります。
その場合でも全体の厚さが表中“T
2
”を超えないようにしてくださ
い。
6.3参考テーピング寸法
1407-001
OM-1832
6-6
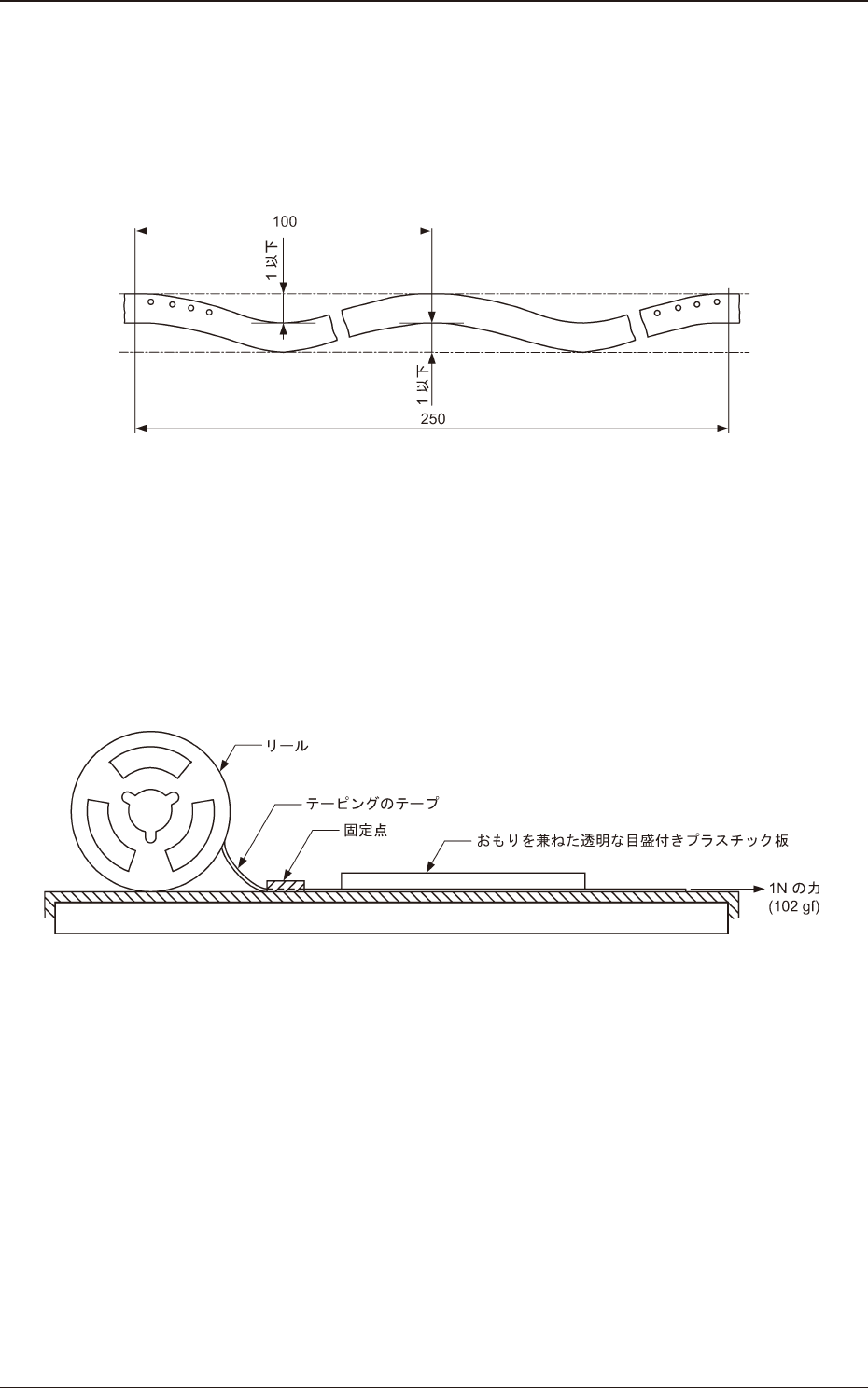
7. 参考テーピング仕様
7.1 蛇行の限界値
250 mm の間で、100 mm 当たり 1 mm 以下のこと。
単位:mm
Fig.G1テープの蛇行許容限界
7.2 蛇行の試験方法
テープの片端を固定し、他の片端に 1 N (102 gf) の力を加えて引っ張り、
テープの上におもりを兼ねた透明な目盛付きプラスチック板を載せて測
定します。
Fig.G2テープの蛇行試験方法
1407-001
7.参考テーピング仕様
OM-1832
7-1