Heller_保養中文手冊 - 第4页
( 附圖 2-1) ( 支撐輔助桿 ) 以細砂紙除鏽 再以 D-TEK 高溫油潤滑及清潔 ( 導螺桿 ) 以 3B 清潔及除鏽並 以 T&D 潤滑 ( 方形軸桿 ) 以細砂紙除鏽再 以 D-TE K 高溫油潤滑及清潔 來回調整軌寬度觀察有否間隙 , 必要時更換 滴油盤 ( 附圖 2-2) 固定齒軸桿 ㆗間傳動組 連接器 連軸支撐座 ( 附圖 2-3) ㆗間傳動組合 ( 內部 ) 咬合傳動齒輪 內六角固定螺絲 ( 附圖 2-4)
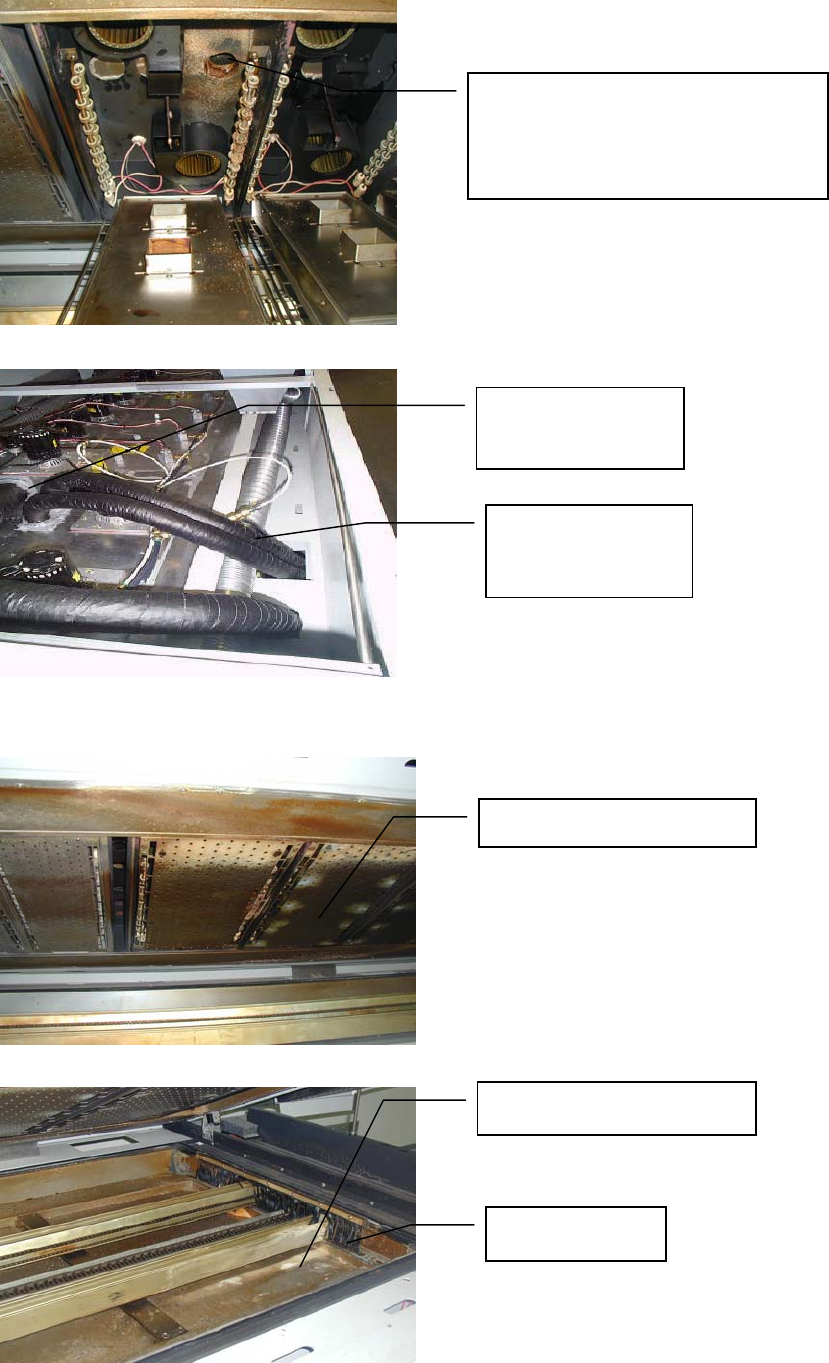
位於冷卻區,將洞洞板放㆘,以約5.5m
m
平方線徑或以㆖之電線深入2inch 回
風
孔測試管路有否阻塞
(附圖 1-4)
3inch Flux 助焊劑抽
風管
2inch Flux 助焊劑回
風管
(附圖 1-5)
清潔爐膛內部助焊劑等髒物
(附圖 1-6)
清潔爐膛內部助焊劑等髒物
檢查,必要時更換
(附圖 1-7)
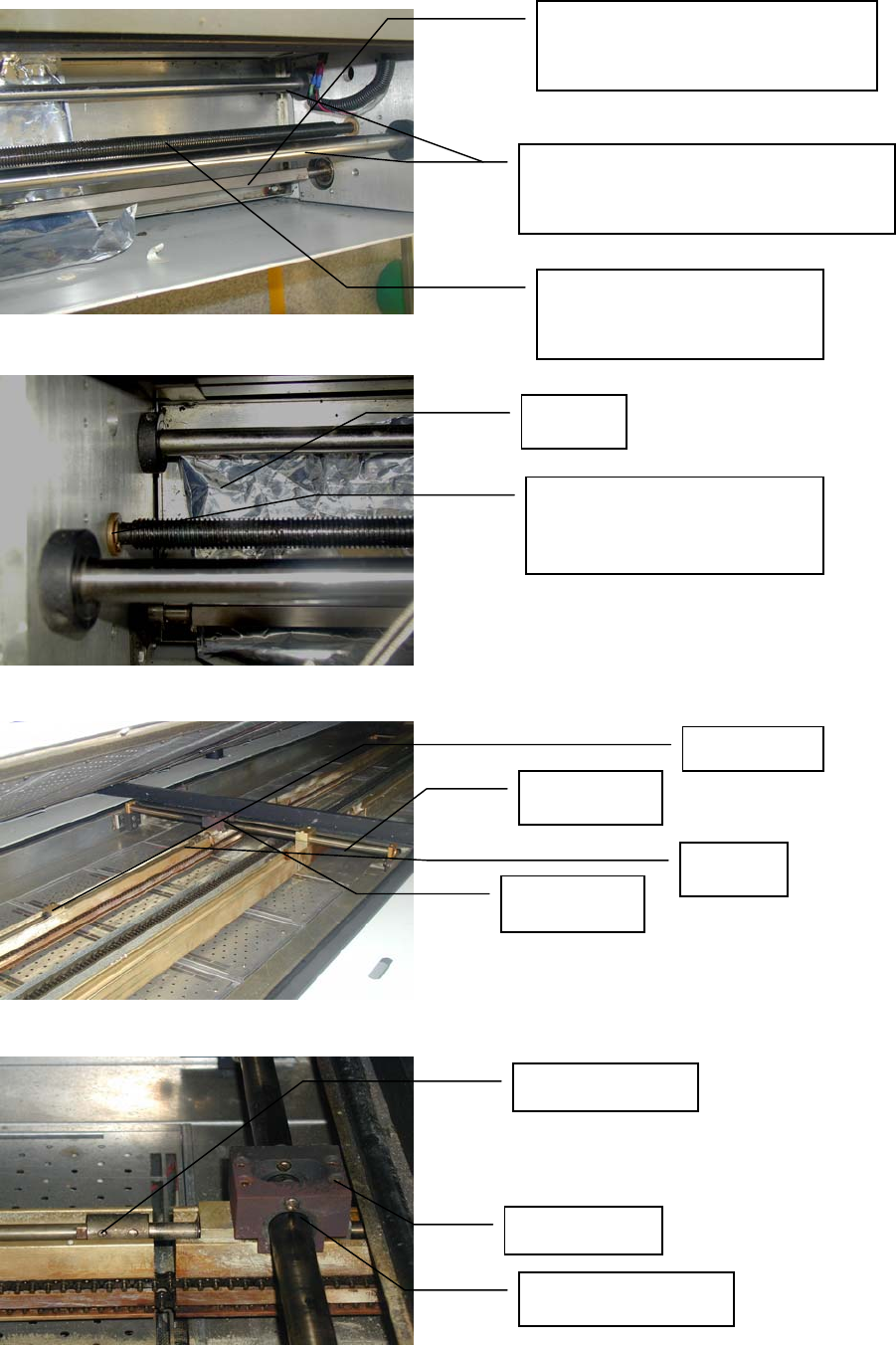
(附圖 2-1)
(支撐輔助桿)以細砂紙除鏽再以 D-TEK
高溫油潤滑及清潔
(導螺桿)以 3B 清潔及除鏽並
以 T&D 潤滑
(方形軸桿)以細砂紙除鏽再以 D-TE
K
高溫油潤滑及清潔
來回調整軌寬度觀察有否間隙
,必要時更換
滴油盤
(附圖 2-2)
固定齒軸桿
㆗間傳動組
連接器
連軸支撐座
(附圖 2-3)
㆗間傳動組合
(內部)咬合傳動齒輪
內六角固定螺絲
(附圖 2-4)
Heller1900EXL Reflow Oven Rail Adjustment(SOP)
項 目 內 容 作 業 標 準 方 法 及 工 具
1. 軌道平行度
( 室溫) 冷機狀
態㆘
1.以固定邊軌道為基準,取第 3 區第 6 區第 9 區第
12 區至機台機座邊緣需皆平行㆒致.(允差範圍
在 ±1mm 以內.
2. 進口處、 ㆗間傳動組合(Center Rack
Assembly)、出板處 EHC(Edge Hold Chain)Pin
對 Pin 為量測要點。
※進口處與出板處放置 PC 板後間隙距離需於
+
1mm~1.2mm
以內。
※㆗間傳動組合
(CenterRackAssembly)
需比進口處與出板處寬
1~1.5mm
(但這數據需
依據爐子軌道受熱物理變化特性進行調整)建
議
:
加熱至生產設定溫度後即時打開爐膛蓋以
生產PC 板比對量測, PC 板是否能夠順暢划動.
不卡板,掉板.以取 PC 板㆒端邊緣頂到 PIN 的
㆒端,而量取剩餘的間隙距離,允差範圍為+
0.5~3mm
以內。
*以游標卡尺量測距離
*以游標卡尺及配合 PCB
生產基板量測,著戴耐高溫
手套及防護面具
*調整方式: 以進口處寬
度為基準點,倘若出板處較
寬或窄,以固定鉗(ViceGrip)
及
19mm
開口板手將鍊條
與軌道後端傳動齒桿分開,
放鬆,再以手轉動後端傳動
齒桿調整至與前、㆗端相同
距離始可
2. 固定邊軌頂
PIN 螺栓
固定邊軌道至機台機座邊緣固定頂 PIN 螺栓
距離:0.8mm
*以厚薄規量測距離
3. 軌道托高裝
置
滾動滑輪需正常來回滑動
*在 WAKE UP 溫度檔㆗
以手動調整軌道寬度開至
極限來回行走,觀察是否因
阻力影響軌道寬度。假設太
緊,放鬆托高裝置高度調整
螺絲至適當接觸面
4.
軌道固定邊
前後鋼鐵板
(Fixed plate)
1.
檢查是否偏移
2.
檢查軌道固定螺絲是否鬆脫
5.
軌道移動邊
前後鋼鐵板
(Adj. Plate)
1.
檢查是否偏移
2.檢查軌道固定螺絲是否鬆脫
*以水平儀檢測平行度
*以內六角板手
,
檢查螺絲
鬆緊度