KE2010.Instruction Manual.Ver.2.01,Rev.08.pdf - 第20页
1 − 3 (1) Flow of laser align cent ering A B C D E (-) Rotation (preload) (+) Rotation (+) Rotation Correction Part attracting Placement Correction Preload d Y d X Rotate in (-) direction along θ -axis. (Preload) Pick th…
1 − 2
1.1.2 Centering system
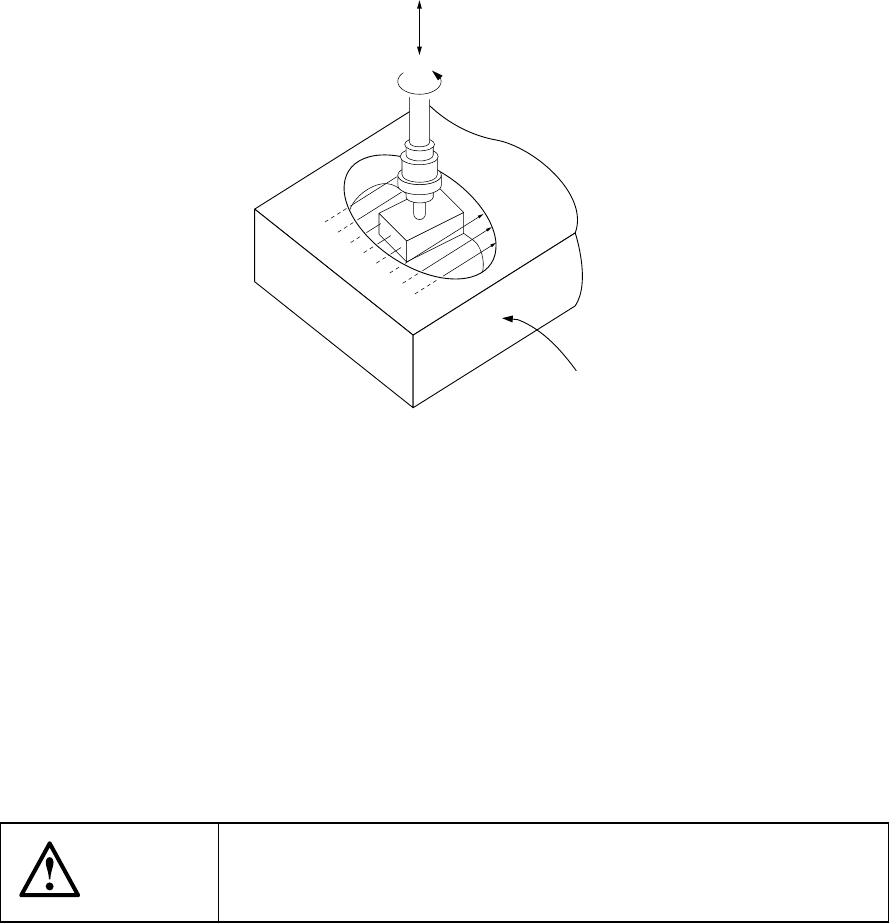
Instead of using conventional mechanical centering system, this machine uses
touchless centering system where laser align sensor is used to read the position and
angle of components. This can be achieved by detecting the shade of the
components created by the laser rays applied horizontally to the components.
Z
Figure 1.1.2.1
By moving Z-axis up and down, a component is picked with vacuum, and the laser is
applied to the component. A shade is made where the laser is obstructed by the
component. By turning the component along q-axis, the shade changes.
According to the change of the shade, offsets of the position and angle of the picked
component are calculated. These offsets are corrected when mounting.
The laser align sensor conforms to IEC825 Class 1 and CDRH Class 1 regulations.
The laser align sensor can be used safely as far as it is used by following the
instructions described in this manual.
CAUTION
Any operation of controls and adjustments which is not described in
this manual can cause an excessive exposure of laser lays which
may be dangerous to human bodies.
Laser align sensor
1 − 3
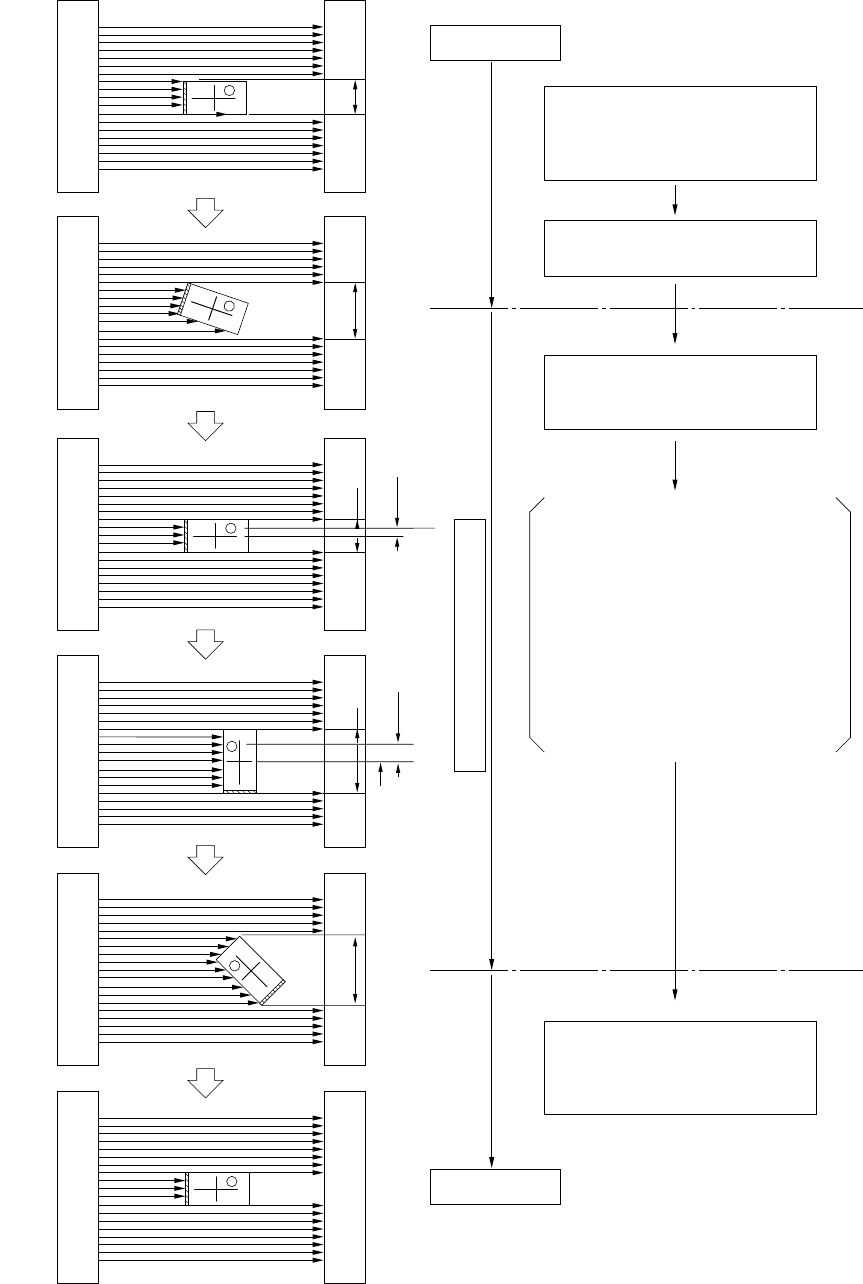
(1) Flow of laser align centering
ABCDE
(-) Rotation
(preload)
(+) Rotation
(+) Rotation
Correction
Part attracting
Placement
Correction Preload
d Yd X
Rotate in (-) direction along
θ-axis. (Preload)
Pick the component by driving
Z-axis, and adjust the
component at laser align height.
Rotate in (+) direction along
θ-axis, and start measurement
with laser align.
Placement is performed by
correcting position offset (dX,
dY) and angle offset (dθ).
While measuring the shade, find two
positions and where the shade
is minimum.
Because the nozzle center is a known
factor, according to the difference
between the nozzle center and the
component center, offset in Y direction
(dX) and that in X direction (dY) can
also be known. By referring to the
encoder output of the θ motor at or
, offset angle dθ can also be known.
(Compo-
nent
center)
(Nozzle
center)
Laser align measurement
Figure 1.1.2.2
①
②
③
④
⑤
⑥
③
④
④
③
1 − 4
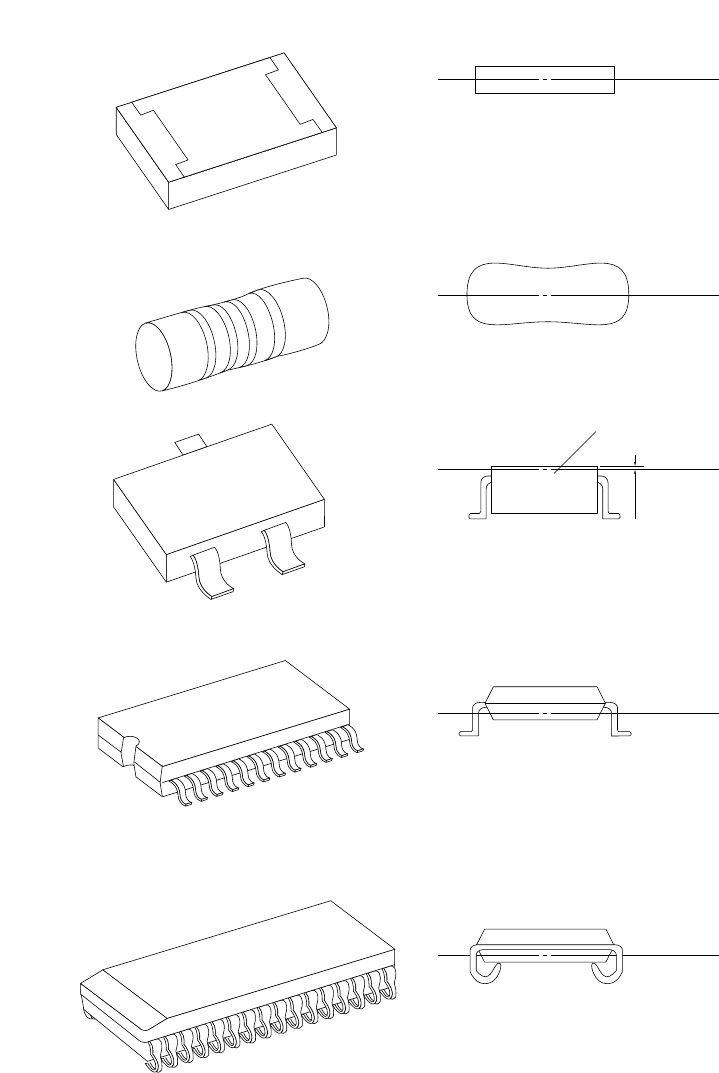
(2) Laser align measurement position for major component types
0.25
Figure 1.1.2.3
Square chip
MELF
SOT
SOP/TSOP
SOJ
(Center between the top and
bottom surfaces of the
component)
(Center of the component)
(0.25 mm above the top of the component)
Mold
(Center between the bottom surface
of the component and the foot of the
leads)
(Center between the bottom surface
of the component and the foot of the
leads)
Laser align
measurement
position
Laser align
measurement
position
Laser align
measurement
position
Laser align
measurement
position
Laser align
measurement
position