KE2010.Instruction Manual.Ver.2.01,Rev.08.pdf - 第380页
6 − 4 6.1.3.2 Basi c adjust ment (1) Adj ustment of t he distance between the tr ansfer rails (Fig ure 6.1.3. 1) 1) Mount the hand knob 35 to the handle shaf t and tur n the handle to set the distance between the rails t…
6 − 3
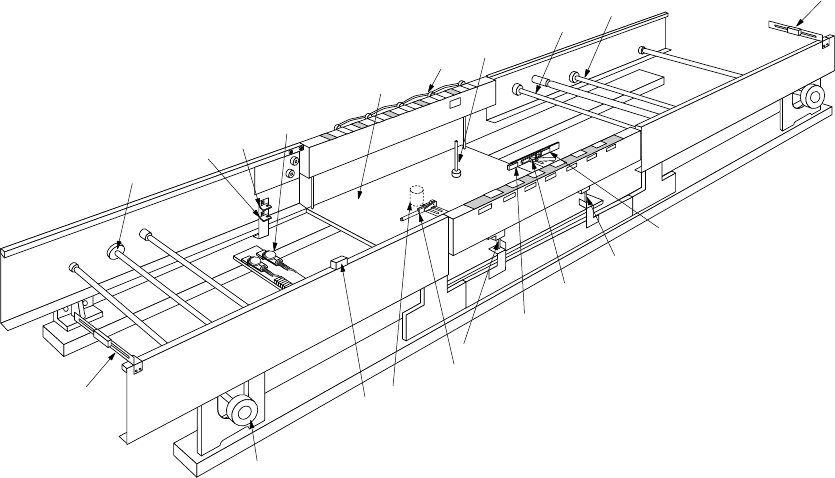
6.1.3 Preparation of PWB transport section
6.1.3.1 Entire view of PWB transport section
Figure 6.1.3.1
①
IN sensor
⑩
Pusher X (Shape reference option)
②
OUT sensor
⑪
Centering pin
③
STOP sensor
⑫
BU table
④
C-OUT sensor
⑬
Motor control
⑤
BU-UP sensor
⑭
BU pin
⑥
BU-DOWN sensor
⑮
Pusher Y (Shape reference option)
⑦
PWB transport motor
⑯
Depressure valve (Edge reference option)
⑧
Drive shaft
⑰
Wait sensor
⑨
Stopper
①
⑦
⑰
⑬
⑩
⑪
③
⑨
⑪
④
⑧
⑭
⑮
⑫
⑯
⑤
⑥
⑧
②
⑧
6 − 4
6.1.3.2 Basic adjustment
(1) Adjustment of the distance between the transfer rails (Figure 6.1.3.1)
1) Mount the hand knob
35
to the handle shaft and turn the handle to set the
distance between the rails to the width of a PC board to be transferred +1
mm.
2) Move the PC board to be produced fully from one end of the rails to the other
end and make sure that the PC board can move smoothly on the rails.
3) When completing the adjustment, remove the handle knob and keep it on the
storage tray on the side of the machine.
WARNING
Before starting to work, turn off the power of the machine to avoid a risk
of injury caused by unpredictable activation of the machine.
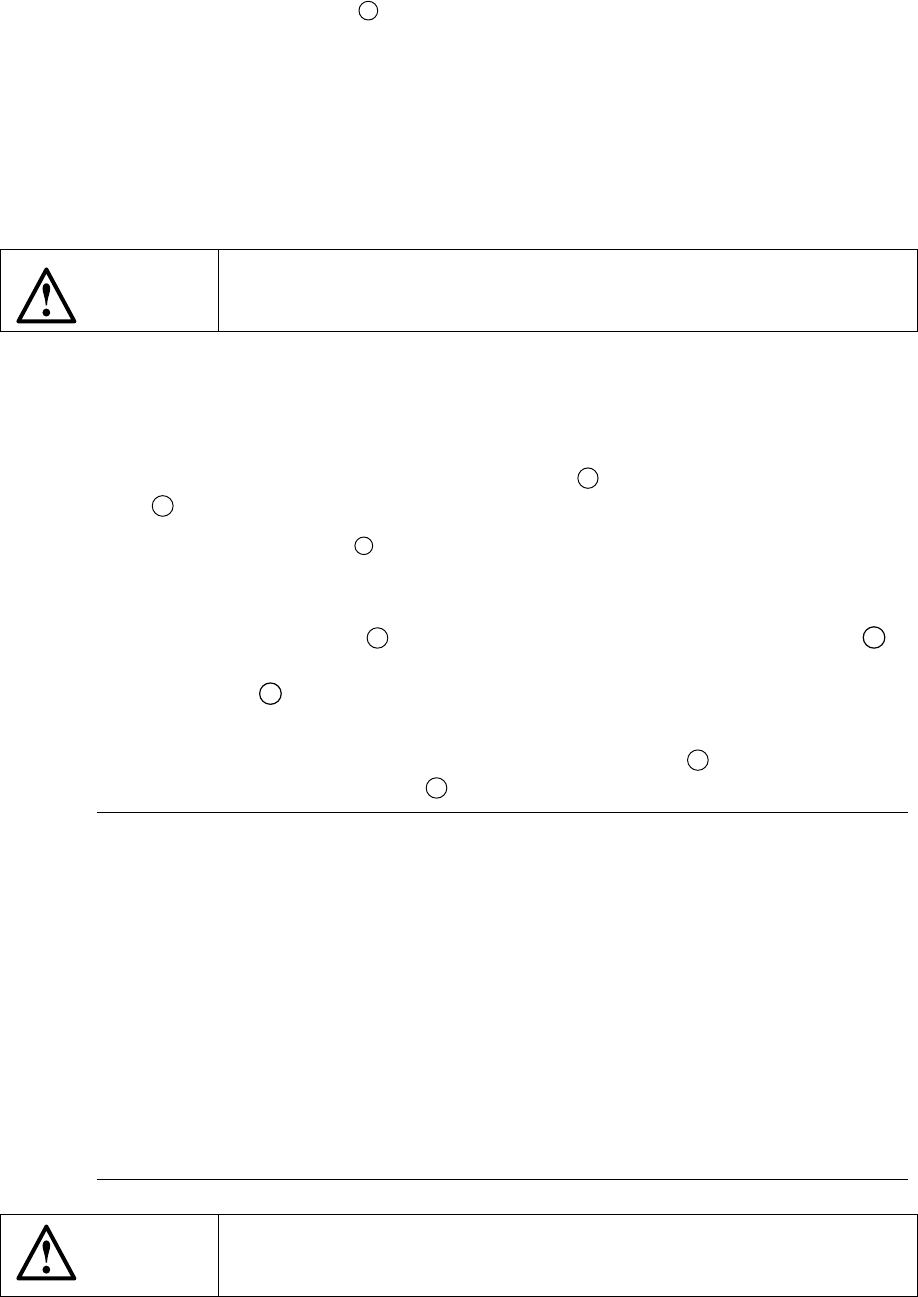
(2) Adjustment of the centering pin (Omitted when the board outline is used for
reference) (Figure 6.1.3.2, Figure 6.1.3.3)
1) Turn off the power, and also turn off the air valve.
2) Loosen the M4 hexagon socket head bolts
37
used to fix the guide block
36
1 with the ball driver (supplied tool).
3) Move the stopper
⑪
24
by hand, and push the produced board (avoid the
center of the board and any cutouts of the board to contact the stopper)
against the stopper (as far as it goes).
4) Slide the guide block
36
in the X direction, and fit the centering pins ⑭
27
with the reference holes of the board. Allow a space of 0.5 mm between the
stopper ⑪
24
and the board. If the space is too small, the board may not be
set with ease.
5) While holding the guide block pushed to the guide rail
38
, tighten the M4
hexagon socket head bolts
37
to lock the guide block.
Notes:
Adjustment procedures 1) through 5) under (2) above can also be
adjusted manually by turning on the power and the air valve, and
using the independent control in the conveyor system of the manual
control and the automatic control.
When the centering pin is moved, be sure to reenter the position of
the reference pin for the machine setup. If it is not reentered, the
reference position of the data is made differently.
There is no need of adjustment for the board of same specifications.
Adjustment items 1) through 5) under item (2) above can be
performed by turning on the machine and using independent control
of transportation system, manual control or automatic control.
(See Chapter 9 " MANUAL CONTROL ".)
WARNING
Before starting to work, turn off the power of the machine to avoid a risk
of injury caused by unpredictable activation of the machine.
6 − 5
0.5mm
Figure 6.1.3.2 Figure 6.1.3.3
(3) Placement of backup pins
1) Place the backup pins
⑰
(8 medium pins, 12 large pins and 16 extra large
pins are supplied as the standard accessories.) on the backup table ⑮
28
according to the board to be produced.
2) Avoid placing the pins where the components are located on the back of the
board.
Note: If backup pins are located under the components which requires accurate
placement, such as QFP, higher accuracy can be achieved.
WARNING
Before starting to work, turn off the power of the machine to avoid a risk
of injury caused by unpredictable activation of the machine.
⑭
27
⑪
24
Pressing
direction
Board
36
38
38