KE2010.Instruction Manual.Ver.2.01,Rev.08.pdf - 第623页
8 − 34 Note: Y ou cannot set this menu it em for models other t han a KE-2030. Between PWB Station moving Control position ① ① ① ① Status of the machine before loading a PW B (IN station/OUT station) ② ② ② ② PWB ejection…
8 − 33
6) PWB check at WAIT/OUT snsr.
This item moves a board that is located between the IN sensor and WAIT
sensor of the IN buffer to a position where the WAIT sensor is activated.
Or, it moves a board that is located so that it cannot activate the OUT
sensor of the OUT buffer to a position where the OUT sensor is activated.
◇ When the control item “PWB check at WAIT/OUT snsr.” is checked,
select the <EXEC> button or press the F3 key to move a board to the
regulated position.
7) PWB move and clamp
This item moves a board located on the IN station to the OUT station, then
clamps it according to the method specified with the menu item “Positioning
method”.
When the control item “PWB move and clamp” is checked, select the
<EXEC> button or press the F3 key to move and clamp a board.
Note: This menu item is available only when you use a KE-2030.
(6) State display
The state items to be always monitored are that of:
− Machine operation
− Each sensor
− Each signal
− Each unit
■
■■
■Description of the machine status indicated when the conveyor moves between the
PWB stations
- How a PWB is loaded (hole reference or shape reference) varies depending on the
status of the machine before a PWB is loaded.
A PWB is loaded in various ways according to the machine (whose version number is
1.12 or later) status as shown below.
8 − 34
Note: You cannot set this menu item for models other than a KE-2030.
Between
PWB
Station
moving
Control
position
①
①①
①
Status of the
machine before
loading a PWB
(IN station/OUT
station)
②
②②
②
PWB
ejection
③
③③
③
Conveyor moving
between the PWB
stations
④
④④
④
PWB
loading
Remarks
1 (None/ None)
None
C (Both stations)
2 (Existing/None) I (IN station) C (Both stations)
3 (None /Existing) II (OUT station) C (Both stations)
2 station
4 (Existing/Existing) III (Both
stations)
C (Both stations)
1 (None/ None)
None
A (IN station)
2 (Existing/None) I (IN station) A (IN station)
3 (None /Existing) None
A (IN station) (Note 3)
IN station
4 (Existing/Existing) III (Both
stations)
A (IN station)
1 (None/ None)
None
B (OUT station)
2 (Existing/None) I (IN station) B (OUT station)
3 (None /Existing) II (OUT station) B (OUT station)
Don’t
Move
OUT station
4 (Existing/Existing) III (Both
stations)
The conveyor does not
move.
B (OUT station)
1 (None/ None)
None
The conveyor does not
move.
A (IN station) (Note 4)
2 (Existing/None) None
The conveyor moves.
A (IN station) (Note 1)
3 (None /Existing) II (OUT station)
The conveyor does not
move.
A (IN station)
2 station
4 (Existing/Existing) II (OUT station)
The conveyor moves.
A (IN station) (Note 2)
1 (None/ None)
None
The conveyor does not
move.
A (IN station)
2 (Existing/None) None
The conveyor moves.
A (IN station) (Note 1)
3 (None /Existing) None
The conveyor does not
move.
A (IN station) (Note 3)
IN station
4 (Existing/Existing) II (OUT station)
The conveyor moves.
A (IN station) (Note 2)
1 (None/ None)
None
The conveyor does not
move.
B (OUT station)
2 (Existing/None) None
The conveyor moves.
None
3 (None /Existing) II (OUT station)
The conveyor does not
move.
B (OUT station)
Move
OUT station
4 (Existing/Existing) II (OUT station)
The conveyor moves.
None
Existing: There is a PWB on the station.
None: There is not any PWB on the station.
1 to 4:
①
Status of the machine before
loading a PWB (see the next page)
I to III:
②
PWB ejection (see the next page)
A to C:
④
PWB loading (see the next page)
Note 1: A PWB located on the IN (entrance) station is moved onto the OUT (exit) station (see
3 on the next page) at the same time a PWB is loaded onto the IN station (see 4-A
on the next page).
Note 2: All operations are performed at the same time.
Note 3: A PWB is not ejected from the OUT station.
Note 4: A PWB is not loaded onto the OUT station.
8 − 35
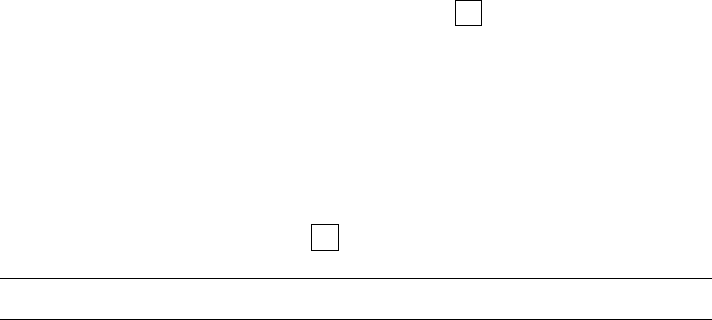
① The following four kinds of station status are assumed when the machine transports a
board from left to right.
1. There is no board on both the IN station and
OUT station.
2. A board is loaded onto the IN station.
①
3. A board is loaded onto the OUT station. 4. Boards are loaded onto both the IN station
and OUT station.
①
② ①
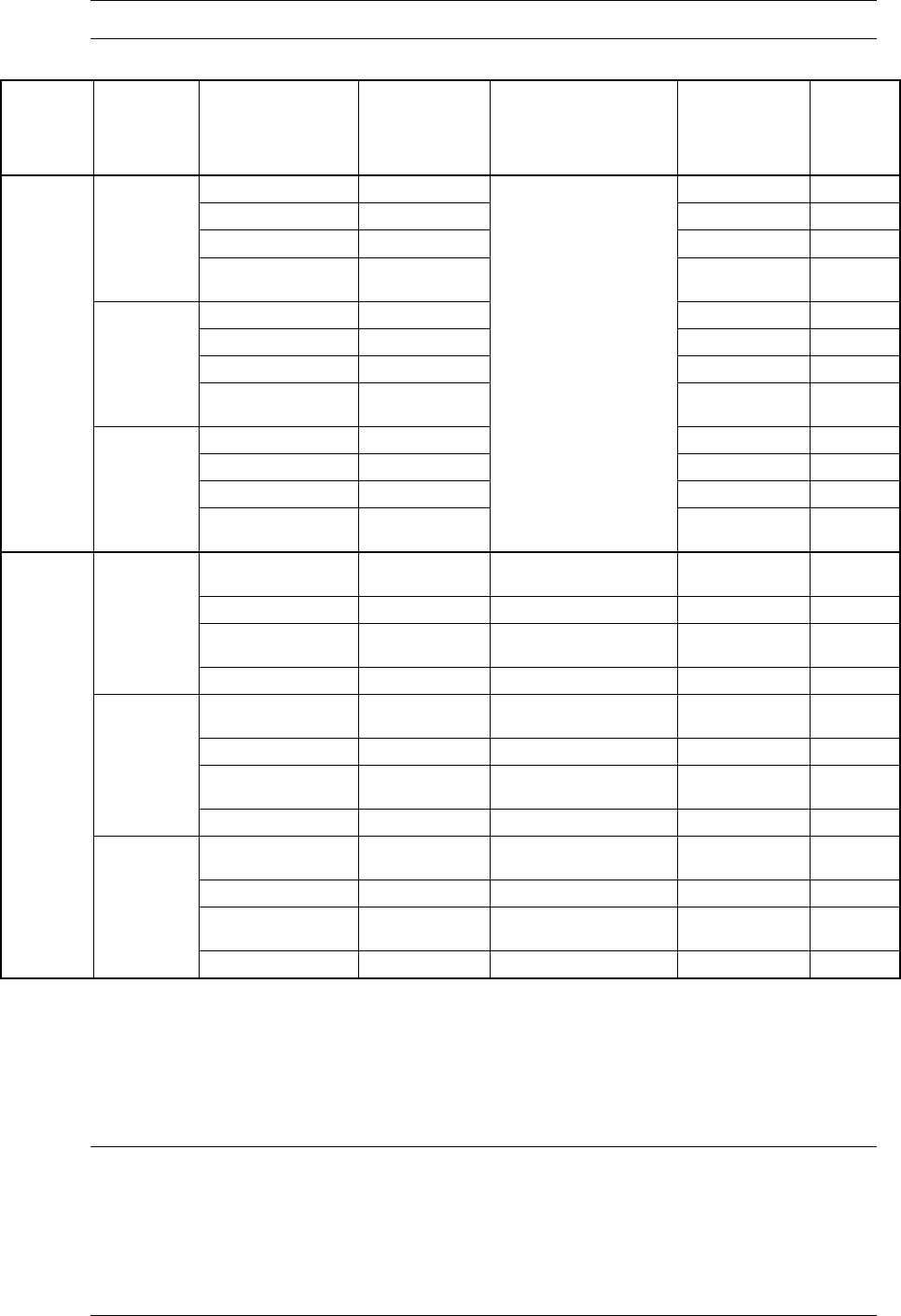
② A board is ejected in the following three ways when the machine transports a board from
left to right.
I. A board is ejected from the IN station. II. A board is ejected from the OUT station.
①
①
III. Boards are ejected from both the IN station
and OUT station.
② ①
③ A board is transported between two stations as shown below (from left to right):
① ①
A board is transported from the IN station to the
OUT station.
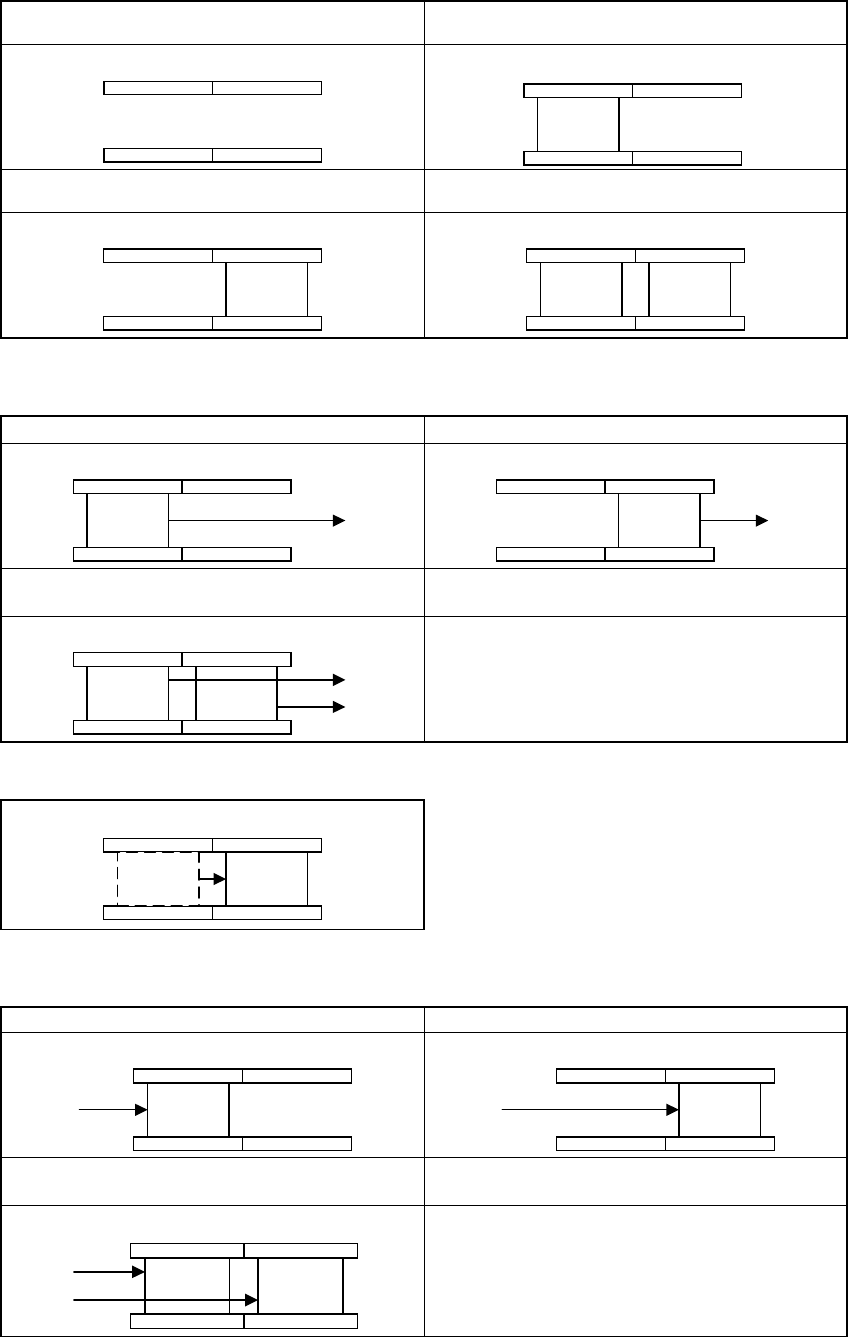
④ A board is sent into the machine in the following three ways when the machine
transports it from left to right:
A. A board is loaded onto the IN station. B. A board is loaded onto the OUT station.
①
①
C. Boards are loaded onto both the IN station
and OUT station.
② ①
IN station OUT station IN station OUT station
IN station OUT station IN station OUT station
IN station OUT station IN station OUT station
IN station OUT station
IN station OUT station
IN station OUT station IN station OUT station
IN station OUT station