KE2010.Instruction Manual.Ver.2.01,Rev.08.pdf - 第719页
11 − 10 ③ Begin production af ter conveyor. − Using the check box, allow the system to start pr oduction only after a board is transf err ed. − W hen t his option is checked, production does not st art unt il a board is …
11 − 9
11.4.3 Setting the Production (Function) options
When you select the [Options] command on the menu bar, then [Option Setting]
command on the Options menu, the Operation option setting dialog box appears on
the screen.
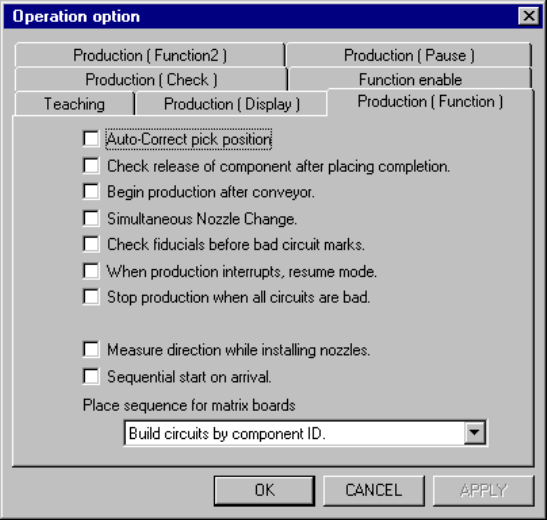
When you select the <Production (Function)> tag, the <Production (Function)> option
setting screen appears as shown in Figure 11.4.3.
Figure 11.4.3 Production (Function) option setting screen
(Screen example when a KE-2030 is used)
(1) How to set the item
① Auto-correct pick position.
− Using the check box, perform the pick up position correction.
− When this option is checked, the pick point is corrected based on the
centered position.
− When this option is not checked, the "pick up position correction" setting of
the "Component Data" is ignored, then the correction is not performed.
② Check release of component after placing completion.
− Using the check box, check to see if a component is apart from the nozzle
when it is placed.
− When this option is checked, using the laser, the system checks if there is
no component on the nozzle when the Z axis moves up after a component
is placed.
− When this option is not checked, the setting "Component release check" of
"Component Data" is ignored, then the system does not check whether a
component is released.
11 − 10
③ Begin production after conveyor.
− Using the check box, allow the system to start production only after a
board is transferred.
− When this option is checked, production does not start until a board is
clamped completely.
− When this option is not checked, production starts before a board is
clamped completely.
④ Simultaneous Nozzle Change.
− Using the check box, allow the nozzles to be replaced simultaneously.
− When this option is checked, the nozzles are replaced simultaneously.
− When this option is not checked, the nozzles are not replaced
simultaneously.
⑤ Check fiducials before bad circuit marks.
− Using the check box, specify whether to recognize a BOC mark prior to a
bad mark.
− When you check the check box of this item, the machine recognizes a
BOC mark prior to a bad mark.
⑥ When production interrupts, resume mode.
- When the current production is aborted due to an asynchronous event (an
asynchronous event occurs or production error occurs), the system always
creates a continuous production file.
- When you check this check box, the system creates a continuous
production file when the current production is interrupted.
- See Section 6.4.9 (for a KE-2010), 6.4.10 (for a KE-2030) or 7.4.10 (for a
KE-2020/2040) “Continuous Production” for the procedure for resuming the
suspended production.
⑦ Measure direction while installing nozzles
− Check the “Measure direction while installing nozzles” check box to
measure the nozzle direction when it is attached on a head.
− When you check this check box, the system measures the nozzle
attachment direction when you attaches a nozzle to a head, then corrects
the component angle by the measured angle when the system picks up,
recognizes or places a component.
11 − 11
⑧ Sequential start on arrival [displayed on a KE-2030 only]
− Check the check box “Sequential start on arrival”.
− When you check this check box, the system places components in order
they are sent in the system to produce a PWB.
⑨ Stop production when all circuits are bad.
- When you check this option, the machine aborts production although it has
not produced the preset number of PWBs possibly because an error
occurs: the wrong bad mark information, sensor adjustment failure or
malfunction and so on.
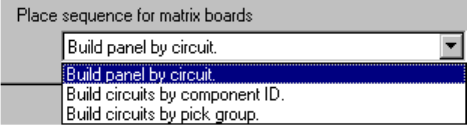
⑩ Place sequence of matrix boards
- Select the component placement order in the combo box.
a. Build panel by circuit : Places a component on each circuit of a matrix or
non-matrix board one by one to complete a board.
b. Build circuit by component ID.: Places the first component on
each circuit in Placement data order, then the second component on each
circuit. In this way, components are placed on each circuit in Placement
data order.
c. Build circuit by pick group : Picks up a pair of components (according to
the number of nozzles installed) which can be picked up simultaneously,
then places them on each circuit sequentially.
When you validate the selected item(s), click the <OK> button. If you do not want to
set any option, click the <CANCEL> button.