KE2010.Instruction Manual.Ver.2.01,Rev.08.pdf - 第73页
2 − 10 2.2 Rotar y Beacon Tow er (Signal Li ghts) Figure 2.2. 1 Upper right side of the main body The f ollowing table lists the f unct ions (fact ory-sett ings) of the thr ee colored lamps of the rotar y beacon tower q.…
2 − 9
Table 2.1.6.1
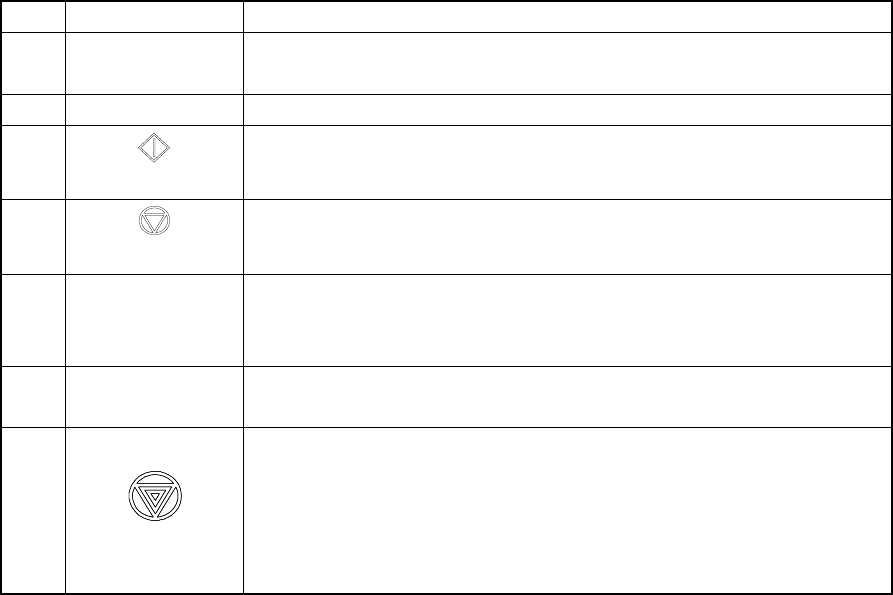
No. Switch Function
1 ONLINE Use to allow the machine to connect to the HLC (enter the online status).
The switch lights up when the machine enters Online mode.
2 ORIGIN Use to zero all the axes.
3
START
Use to start an actual or false production run
4
(PAUSE, STOP)
Use to stop an actual or false production run. Press the switch once to put
the production run in a pause status. Press the switch the second time to
stop the production run.
5 SERVO FREE Use to free the servo motor (X-axis, Y-axis, Z-axis, and q-axis).
The switch lights up when servo motor is set into the free state.
The motor is energized again when the switch is pressed the second time.
6 SINGLE CYCLE Use to stop the production run when one board has been produced.
Press the switch a second time to exit from this status.
7 Emergency
Use to bring the machine to an immediate stop if the machine malfunctions
or there could be an imminent personal injury.
When the switch is pressed, it brings the motor and other drive mechanisms
to an immediate stop and turns ON the red lamp of the signal tower.
To reset the switch, turn it in the direction of the arrow.
Do not use this switch for the purposes other than emergency stops.
2 − 10
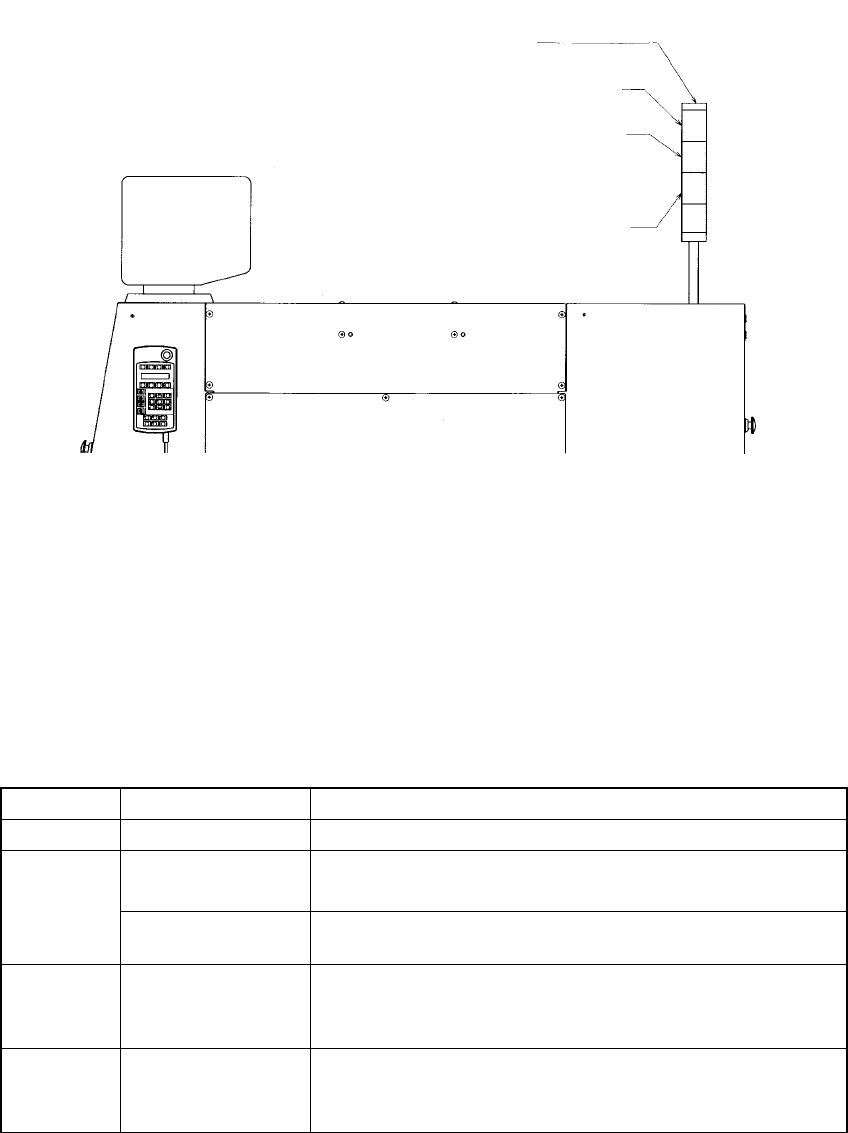
2.2 Rotary Beacon Tower (Signal Lights)
Figure 2.2.1 Upper right side of the main body
The following table lists the functions (factory-settings) of the three colored lamps of
the rotary beacon tower q. At the machine setup, however, these can be changed as
you desire (See Section 7.2.2.13 "Signal lights").
Table 2.2.1
Color Condition Function
Green Lit Production in progress
Lit • In Manual mode, program data is being created.
• The machine pauses during production.
Yellow
Flashing • Components running out during production (Production can
continue.)
Red Lit • Emergency stop or an error occurs.
• The machine cannot continue producing a board due to no
component available.
All lamps Lit • Waiting for the production START key to be pressed in
Production mode.
• Production completed normally, in Idle or other mode
Signal lights
Red
Yellow
Green
3 − 1
CHAPTER 3 OPERATION OVERVIEW
This chapter describes the operation overview of this machine: basic operation procedures
and the software configuration.
3.1 Operation Flow
In this section, two types of operation flows are described: when the machine is used
as a standalone machine and when several machines are used via the HLC.
3.1.1 When the machine is used as a standalone machine
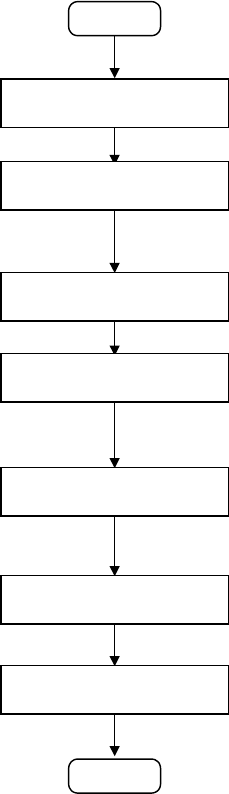
3.1.1.1 Producing new type of PWBs
The operation flow for producing new type of PWBs is shown below:
START
Editing a production
program
Preparation for production
Checking a production
program
Checking trial-run
operation
Continuous production
Post process
(2) Editing a production program
•
Create a production program.
(See Chapter 4 " EDITING THE PROGRAM ".)
You have to teach marks: BOC mark and IC mark. (See Section 5.4
"Teaching a Mark".)
(3) Preparation for production
•
At Set a feeder and check the nozzle assignment.
(See Chapter 6 "PRODUCTION PROCEDURES".)
(4) Checking a production program
•
Check to see if a production program is correct by tracking a component
placement position, pick-up position and pick-up height and measuring
them.
(See Chapter 4 " EDITING THE PROGRAM ".)
(5) Trial run
•
Perform the trial-run operation once or twice before starting continuous
production to check and adjust the results of components placement
operation
(See Chapter 6 "PRODUCTION PROCEDURES".)
(6) Continuous production
•
Produce the preset number of PWBs.
•
If the stocked components run out, supply components one by one.
(See Chapter 6 "PRODUCTION PROCEDURES".)
END
Setting the PWB
transport section
(1) Setting the PWB transport section
•
Set the PWB transport section according to a PWB to be produced.
(See Chapter 6 "PRODUCTION PROCEDURES".)