YSP_Users_C.pdf - 第257页
E-8 3.2 基板与网板标记的识别 ( 标记位置 ) ■ 作用 相机移到基板与网板的基准标记位置,通过识别标记的坐标,对准基板与网板的位置。 ■ 设置方法 按 CAD 数据输入基板与网板的准确坐标。 3.3 对位偏移量 ■ 作用 基板和网板通常是根据 CAD 数据制作的,所以即使分别识别基板与网板的标记,基板的图样与网板的开口部应该是一致的。 但,如果基板因变形等有偏差时,必须对该偏差进行校正。对位偏移量,即是为校正该偏差而设计的…
E-7
3.各设置项目的详细内容
为确保良好的印刷质量,必须正确设置前面所介绍的印刷机各项动作的条件。
在此,就各项动作的条件对印刷质量产生的影响分别进行详细介绍。
各设置项目
3.1.1 侧夹板压力
3.2.1 标记位置
3.3 对位偏移量
3.4 滚动运行
3.6 离版
3.7.1 清洁间隔
3.5 供锡间隔
66E04-L3-10
3.1 基板的固定
3.1.1 侧夹板压力
■ 作用
从侧面夹紧基板进行固定时驱动汽缸的供给气压。
■ 设定范围和默认值
一般,在 0.05 〜 0.225MPa 范围内设置。默认值为 0.225MPa。
参考
本印刷机侧夹板的气缸直径与旧机型 (YVP-Xg、YGP) 的不同,因此侧夹板的压力设定范围也与旧机型不同。本印刷机的默认压力
“0.225MPa”的力度与旧机型的压力“0.4MPa”的力度相同。
■ 设置方法
设置的压力务必确保基板既被固定又无变形。压力通过在程序中设置之后,由调节器自动调节。
n
要点
若在本机使用 YGP 的基板程序,侧夹板压力 ([ 印刷 ] -“基本设置”画面的“侧夹板压力 (MPa)”参数 ) 将被自动换算。
例:YGP 基板程序中的侧夹板压力的设定值为“0.4MPa”时,若在本机中读入该基板程序,则侧夹板压力会被自动换算为“0.225MPa”。
3.1.2 支撑夹具
■ 作用
固定基板时从下方支撑基板用的夹具。
■ 设定方法
支撑夹具有下列 3 种类型。
‧
矩阵式顶针 :在矩阵式顶板上插入顶针支撑(印刷双面贴装基板的 B 面等时)。
‧
平面支撑夹具 :在矩阵式顶板上放置支撑块支撑 ( 印刷 1 面为平面的贴装基板时)。
‧
吸气顶板 :基板厚度在 0.5mm 以下时使用 ( 在“基板”画面中设置 )。
n
要点
矩阵式顶针和平面支撑夹具也可以同时使用。
E-8
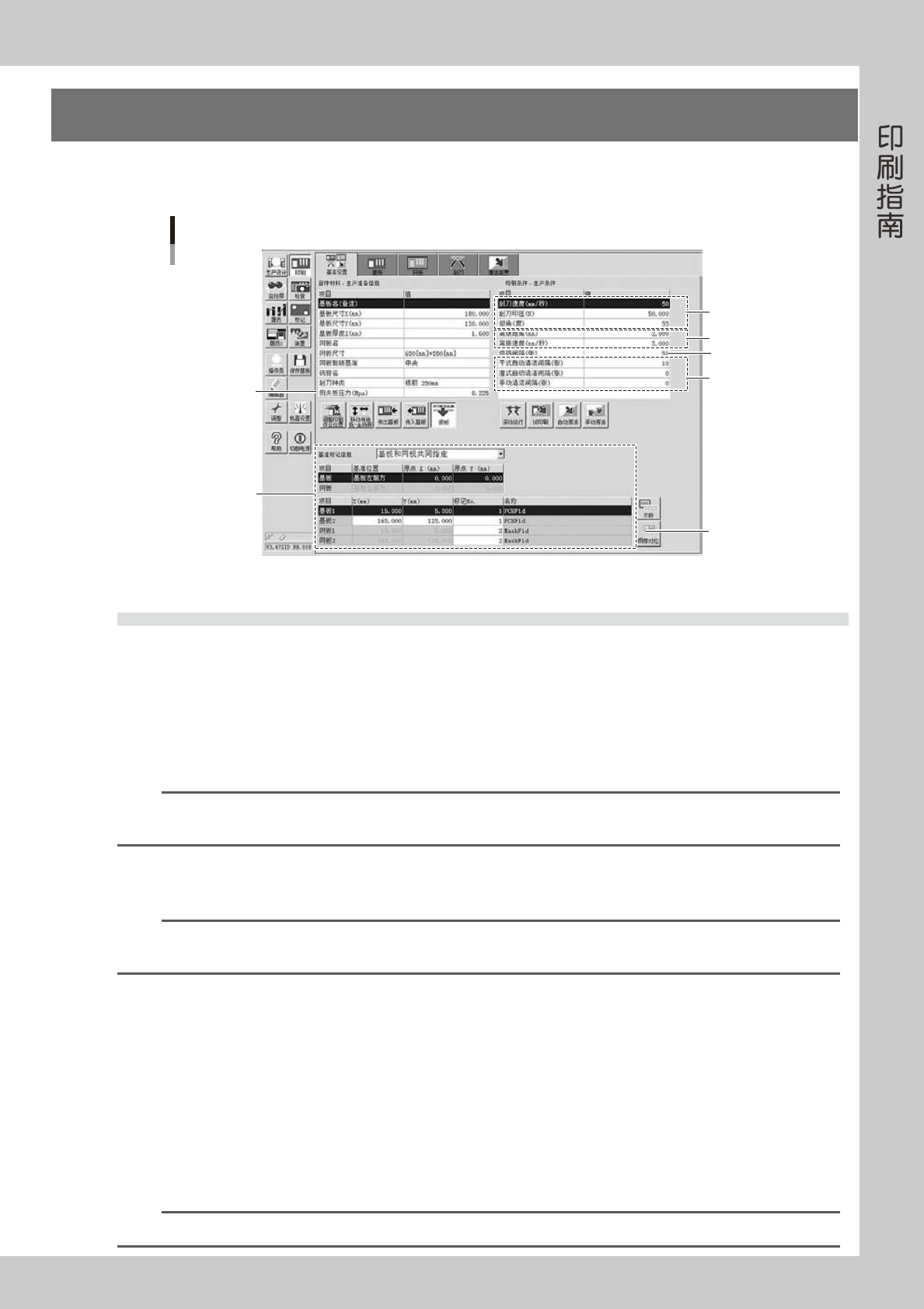
3.2 基板与网板标记的识别 ( 标记位置 )
■ 作用
相机移到基板与网板的基准标记位置,通过识别标记的坐标,对准基板与网板的位置。
■ 设置方法
按 CAD 数据输入基板与网板的准确坐标。
3.3 对位偏移量
■ 作用
基板和网板通常是根据 CAD 数据制作的,所以即使分别识别基板与网板的标记,基板的图样与网板的开口部应该是一致的。
但,如果基板因变形等有偏差时,必须对该偏差进行校正。对位偏移量,即是为校正该偏差而设计的参数。
■ 设置方法
偏移量可从 X、Y、Z、R 方向设置。
X、Y、R 方向的设置通过“基本设置”选项卡内的 [ 图像对位 ] 按钮进行。
n
要点
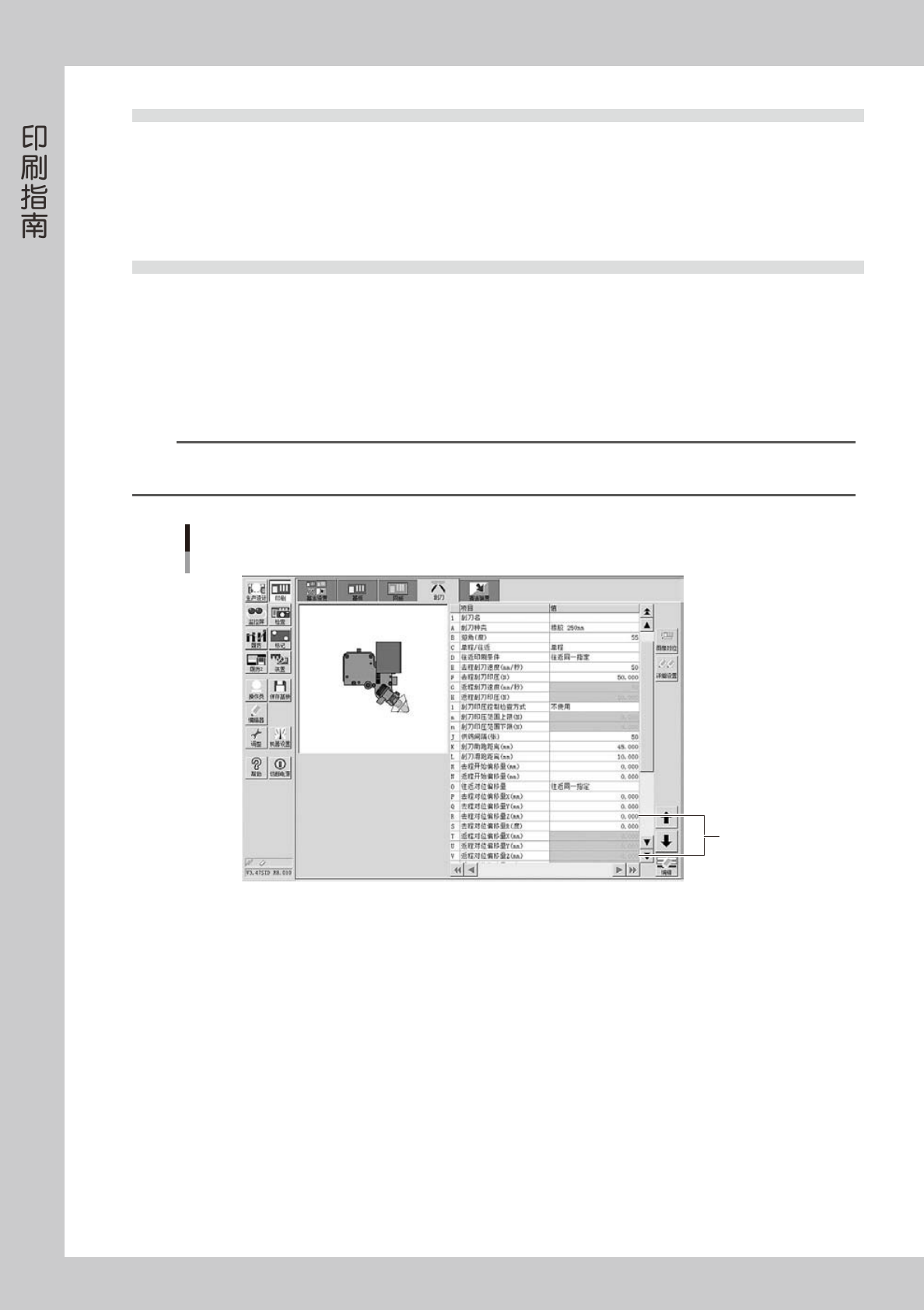
Z 方向的设置,无法在“图像对位”画面进行。可以在进行锡膏滚动试运行时,通过确认网板与基板的紧贴状态后,直接在“刮刀”
选项卡内的“对位偏移量 Z”栏中输入。
对位偏移量Z
输入此处
66E05-L3-00
E-9
3.4 刮动 ( 滚动运行 )
3.4.1 刮刀速度
■ 作用
设置刮刀的移动速度。
■ 设定范围和默认值
可在 1 〜 200mm/ 秒的范围内设置。默认值为 50mm/ 秒。
■ 设置方法
边确认锡膏的滚动状态边设置速度。所设置的速度务必使网板上的锡膏不致打滑。
速度越快,锡膏的填充量越少 ;速度越慢,锡膏的填充量越多。
如果网板上的锡膏有刮取不足等现象发生时,应放慢刮刀速度。
3.4.2 刮刀印压
■ 作用
设置刮刀的印刷压力。
■ 设置范围与默认值
在 1 〜 200N 范围内设置。默认值为 50N。
■ 设置方法
根据网板上的刮取状态设置。
橡胶刮刀,如果使用过高的印压,会发生挖锡膏现象,使锡膏填充量不足。印压过低,橡胶刮刀与金属刮刀都会发生刮取不良、
锡膏过多或脱离不良。
n
要点
要使锡膏的刮取状态达到最佳,必须从“刮刀速度”和“刮刀印压”两方面进行调整。
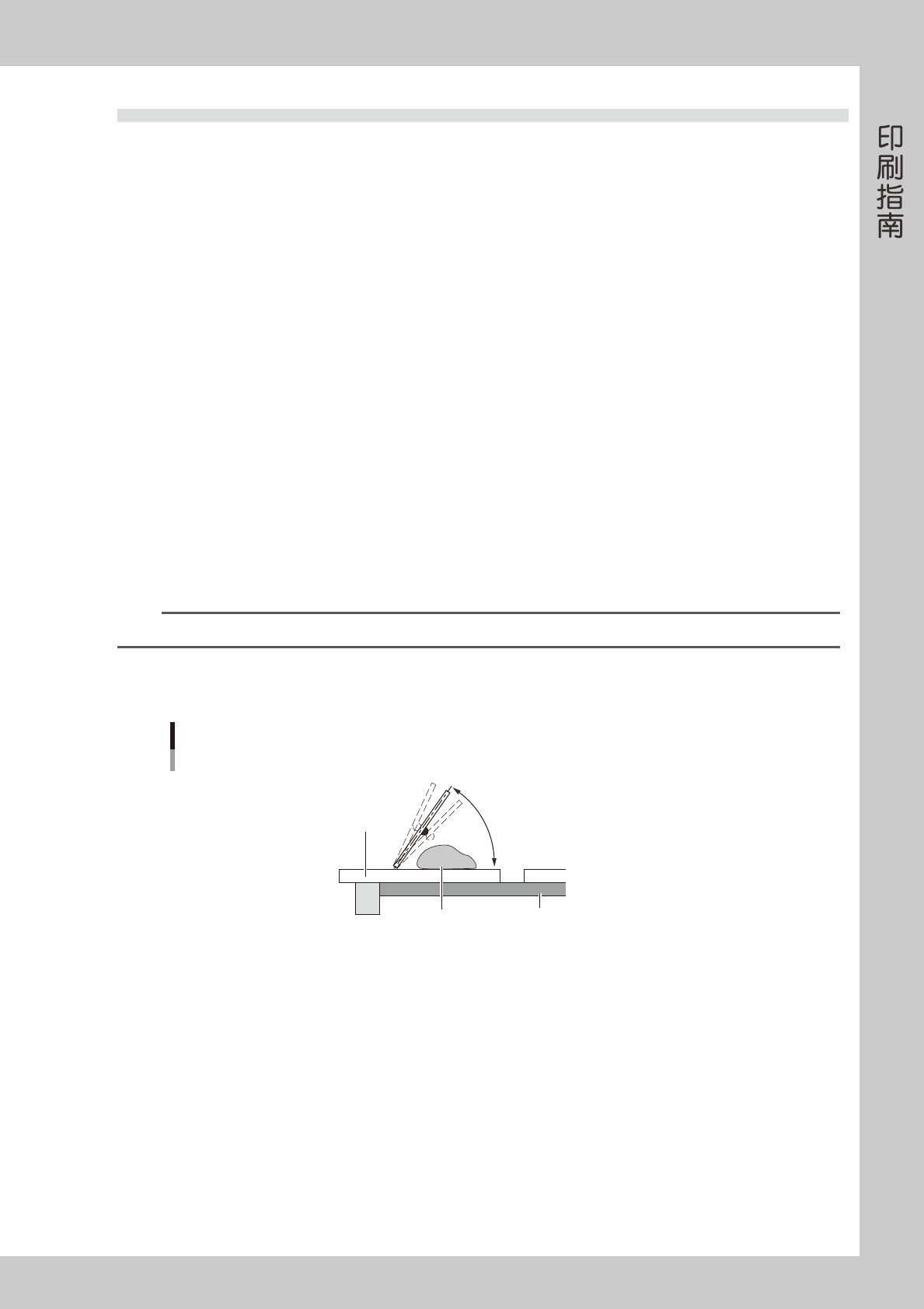
3.4.3 迎角 ( 度 )
迎角
锡膏
迎角
基板
网板
55度 (默认值)
65E01-L3-00
■ 作用
设置刮刀和网板之间的角度。
■ 设置范围与默认值
可在 45
〜
65 度范围内设置。默认值为 55 度。
■ 设置方法
角度越大,锡膏的填充量越少 ;角度越小,锡膏的填充量越多。
关于迎角
除下列特殊情况以外,一般使用默认值。
‧
为解决锡膏粘度问题,可以调节迎角。粘度大可调大迎角,粘度小可调小迎角。
‧
想要调节高速印刷时的填充量时。
‧
微调金属刮刀的填充量时。
‧
需要填充压时,调小迎角,增大填充压。