YSP_Users_C.pdf - 第261页
E-12 4. 常见印刷缺陷及其产生的原因 本章节,介绍常见的印刷缺陷及其产生的主要原因。 4.1 偏位 ■ 侧夹板压力的设置 ‧ 因侧夹板的设定压力太弱,基板在识别后发生了位置偏移。 ‧ 因侧夹板的设定压力太强,在基板翘曲的状态下进行了识别。 ■ 标记位置坐标不正确 因标记位置坐标中输入的数值不正确,所以无法正确进行校正。 ■ 对位偏移量 X、Y、R 各张基板的偏差太大时,所设置的偏移量无法完全校正。 4.2 少锡 ■ 印压…
E-11
3.7 清洁
3.7.1 清洁间隔
■ 作用
决定进行清洁的间隔。
■ 设置范围与默认值
可在 0 〜 9999 张的范围内设置。输入 0 时,不进行任何动作。
干式和湿式清洁方法也可以同时使用。
■ 设置方法
间隔太长,会发生渗锡或桥接现象,太短会影响生产效率。
n
要点
间隔在“清洁装置”选项卡内也可以按时间管理 (1 〜 9999 分 ) 进行设置。按基板张数管理和按时间管理也可以同时使用。
3.7.2 反复次数
■ 作用
设置进行 1 次清洁时想要使清洁头往返的次数。
■ 设置范围与默认值
可在 1 〜 9 次范围内设置。默认值为 1 次。
■ 设置方法
想要使网板背面清洗得很干净时,增加反复次数。
3.7.3 清洁速度
■ 作用
控制清洁卷纸擦拭网板背面的速度。
■ 设置范围与默认值
可在 1 〜 225mm/ 秒范围内设置。默认值为 22mm/ 秒。
■ 设置方法
速度太快无法擦去网板开口部的锡膏 ;速度太慢会影响生产效率。
想要使网板开口部擦得很干净时,放慢速度。
E-12
4.常见印刷缺陷及其产生的原因
本章节,介绍常见的印刷缺陷及其产生的主要原因。
4.1 偏位
■ 侧夹板压力的设置
‧
因侧夹板的设定压力太弱,基板在识别后发生了位置偏移。
‧
因侧夹板的设定压力太强,在基板翘曲的状态下进行了识别。
■ 标记位置坐标不正确
因标记位置坐标中输入的数值不正确,所以无法正确进行校正。
■ 对位偏移量 X、Y、R
各张基板的偏差太大时,所设置的偏移量无法完全校正。
4.2 少锡
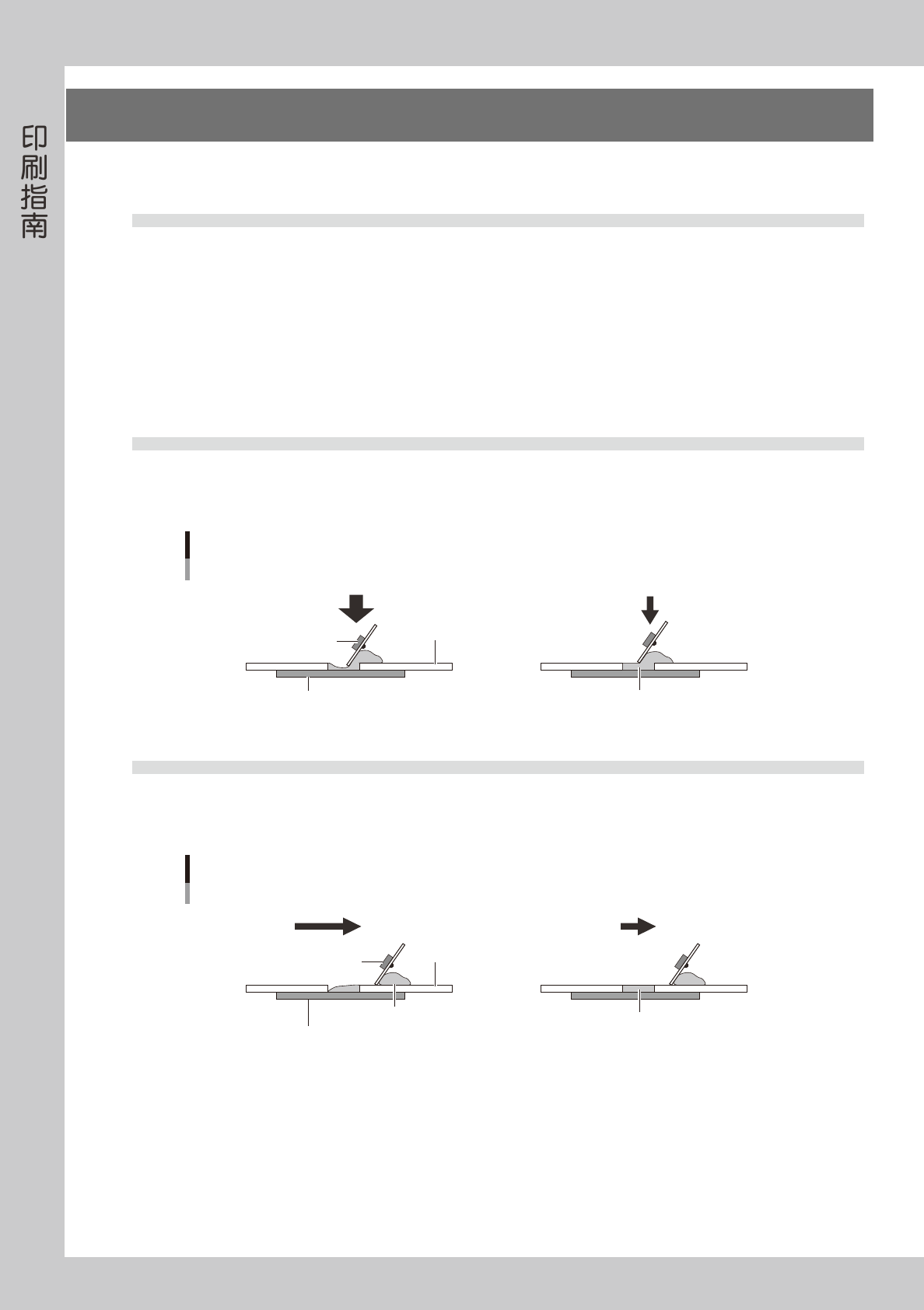
■ 印压 ( 使用橡胶刮刀时 )
相对所设置的刮刀速度、迎角,印压太大。
刮刀印压
OK
NG
基板
网板
刮刀
印压过大
锡膏
印压适当
65E03-L3-00
4.3 填充不足
■ 刮刀速度
因刮刀速度太快,锡膏无法完全填满网板开口部。
刮刀速度
OKNG
锡膏
基板
网板
刮刀
速度过快
锡膏
速度适当
65E04-L3-00
E-13
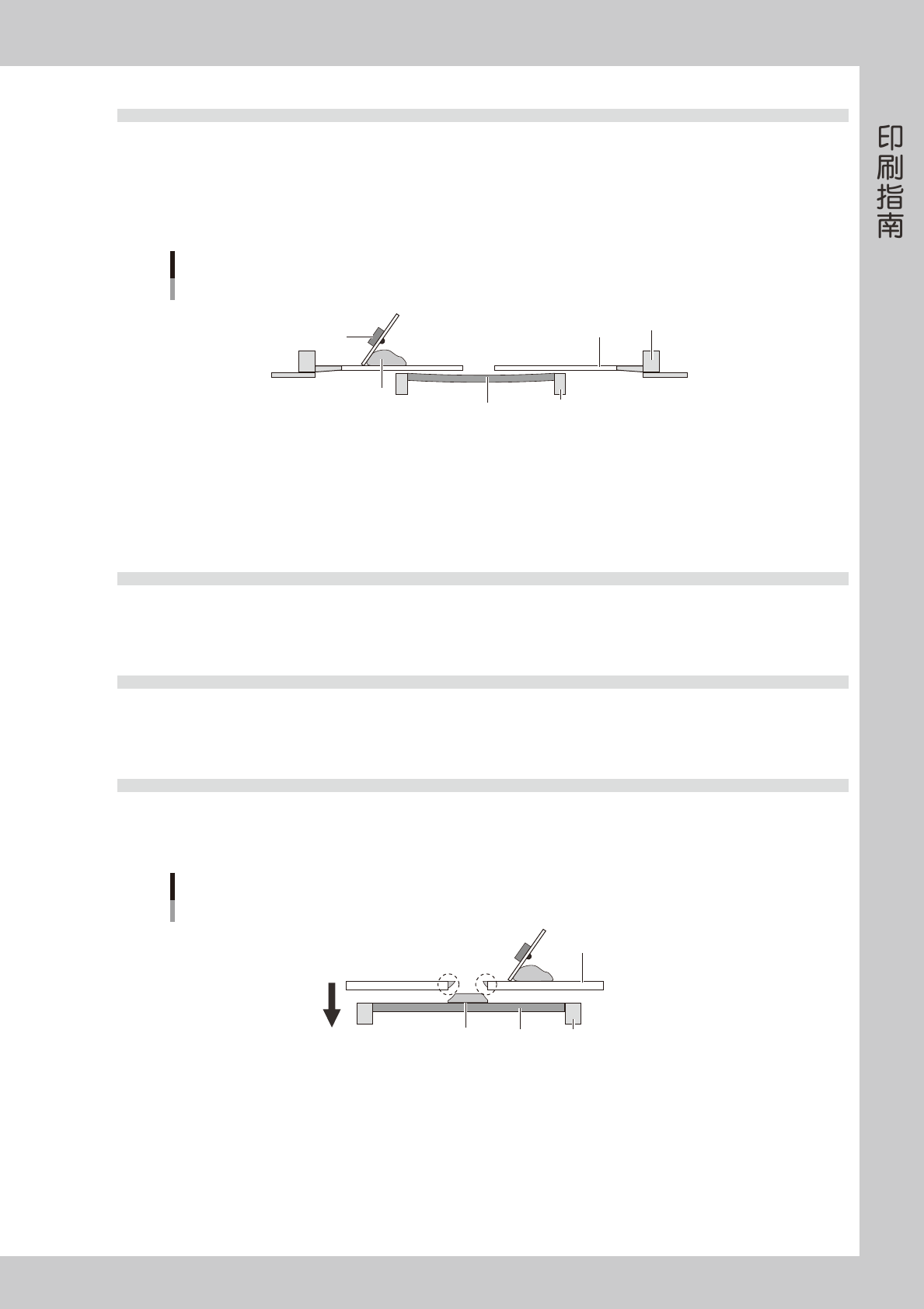
4.4 渗锡、桥接
■ 支撑夹具 ( 使用矩阵式顶针时 )
因顶针的插入位置不当或插入根数不足,使基板因承受不住印压而下凹,导致与网板之间产生间隙。
■ 对位偏移量 Z
Z 方向的偏移量 ( 基板与网板之间的留空量 ) 过大。
网板留空量
锡膏
基板
网板
刮刀
传送轨
网板框
65E05-L3-10
■ 清洁间隔
因清洁间隔太长,在网板背面渗漏有锡膏的状态下进行了印刷。
■ 清洁反复次数
所设置的反复次数,无法完全将渗漏到网板背面的锡膏擦拭干净。
4.5 刮取不良
■ 印压
相对所设置的刮刀速度、迎角,印压太小。
4.6 锡膏拉尖
■ 离版速度
因离版速度太慢,所印刷的锡膏两端被拉尖。
4.7 锡膏残缺、锡膏残留在网板处
■ 离版速度
因离版速度太快,锡膏还残留在网板上就离版了。
锡膏残留在网板处
锡膏
基板
网板
传送轨
速度过快
65E06-L3-00
■ 离版距离
因离版距离太短,在离版还未完成的状态下传送轨就开始了运行。