YSP_Users_C.pdf - 第262页
E-13 4.4 渗锡、桥接 ■ 支撑夹具 ( 使用矩阵式顶针时 ) 因顶针的插入位置不当或插入根数不足,使基板因承受不住印压而下凹,导致与网板之间产生间隙。 ■ 对位偏移量 Z Z 方向的偏移量 ( 基板与网板之间的留空量 ) 过大。 网板留空量 锡膏 基板 网板 刮刀 传送轨 网板框 65E05-L3-10 ■ 清洁间隔 因清洁间隔太长,在网板背面渗漏有锡膏的状态下进行了印刷。 ■ 清洁反复次数 所设置的反复次数,无法完全将渗漏到网…
E-12
4.常见印刷缺陷及其产生的原因
本章节,介绍常见的印刷缺陷及其产生的主要原因。
4.1 偏位
■ 侧夹板压力的设置
‧
因侧夹板的设定压力太弱,基板在识别后发生了位置偏移。
‧
因侧夹板的设定压力太强,在基板翘曲的状态下进行了识别。
■ 标记位置坐标不正确
因标记位置坐标中输入的数值不正确,所以无法正确进行校正。
■ 对位偏移量 X、Y、R
各张基板的偏差太大时,所设置的偏移量无法完全校正。
4.2 少锡
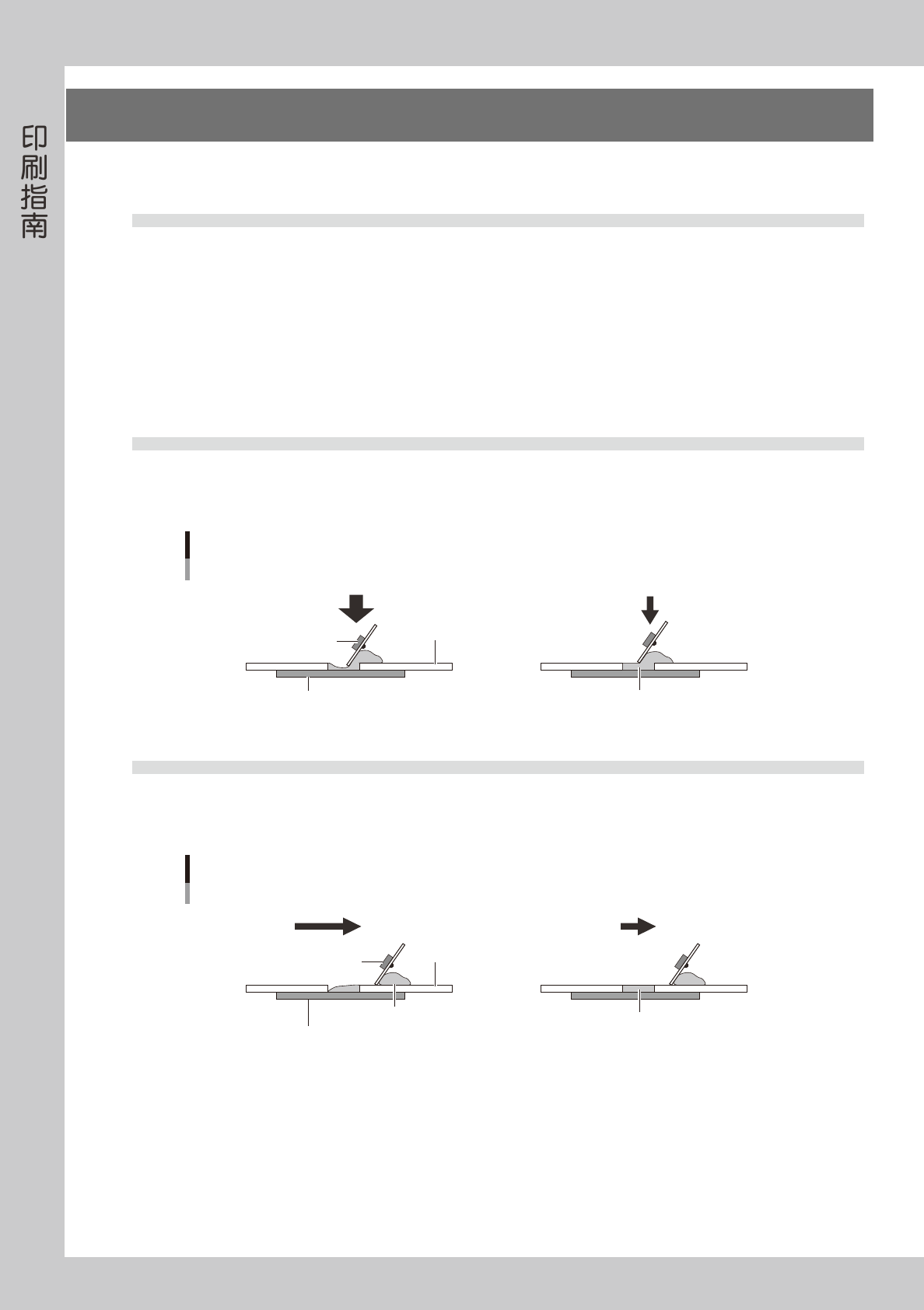
■ 印压 ( 使用橡胶刮刀时 )
相对所设置的刮刀速度、迎角,印压太大。
刮刀印压
OK
NG
基板
网板
刮刀
印压过大
锡膏
印压适当
65E03-L3-00
4.3 填充不足
■ 刮刀速度
因刮刀速度太快,锡膏无法完全填满网板开口部。
刮刀速度
OKNG
锡膏
基板
网板
刮刀
速度过快
锡膏
速度适当
65E04-L3-00
E-13
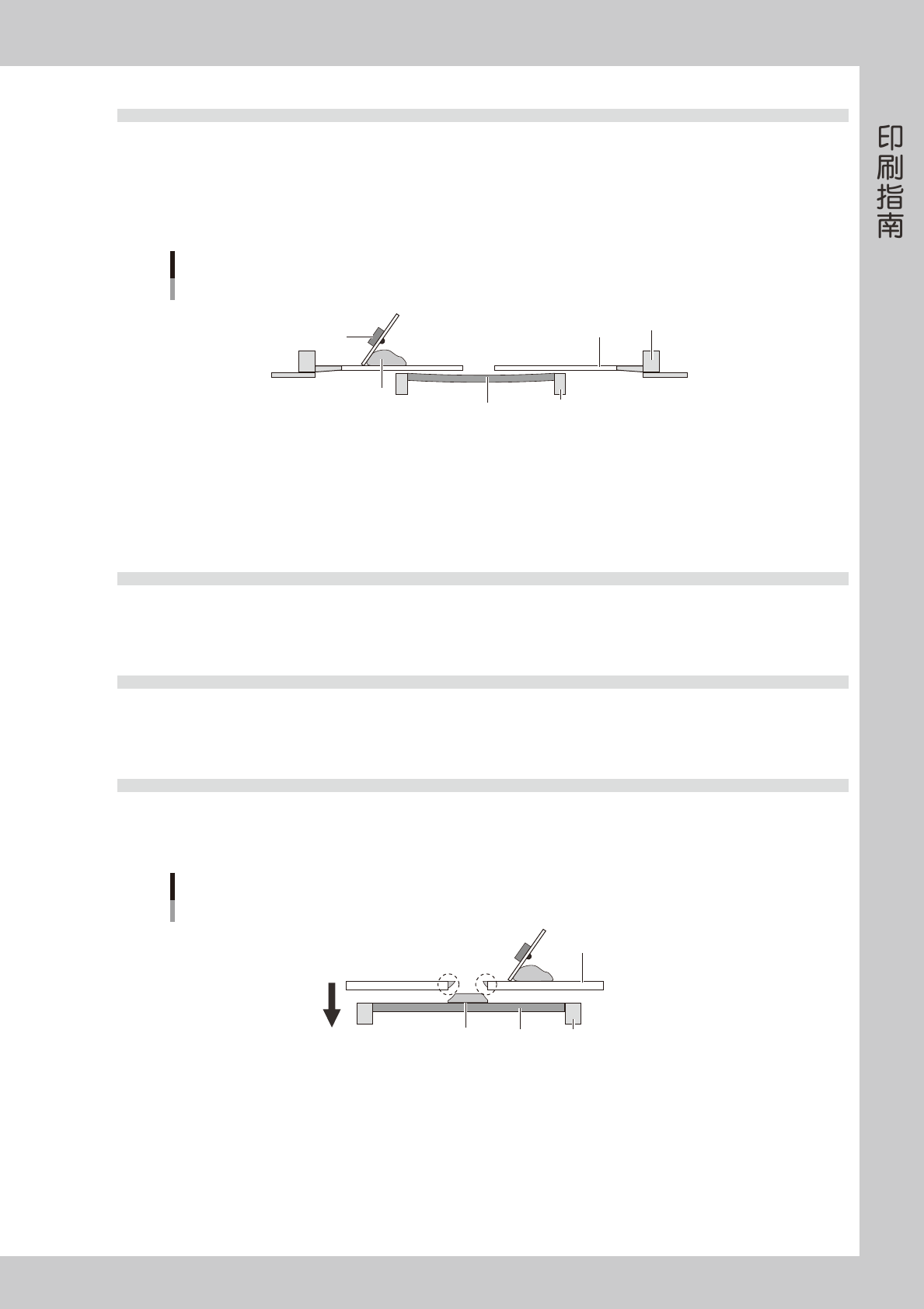
4.4 渗锡、桥接
■ 支撑夹具 ( 使用矩阵式顶针时 )
因顶针的插入位置不当或插入根数不足,使基板因承受不住印压而下凹,导致与网板之间产生间隙。
■ 对位偏移量 Z
Z 方向的偏移量 ( 基板与网板之间的留空量 ) 过大。
网板留空量
锡膏
基板
网板
刮刀
传送轨
网板框
65E05-L3-10
■ 清洁间隔
因清洁间隔太长,在网板背面渗漏有锡膏的状态下进行了印刷。
■ 清洁反复次数
所设置的反复次数,无法完全将渗漏到网板背面的锡膏擦拭干净。
4.5 刮取不良
■ 印压
相对所设置的刮刀速度、迎角,印压太小。
4.6 锡膏拉尖
■ 离版速度
因离版速度太慢,所印刷的锡膏两端被拉尖。
4.7 锡膏残缺、锡膏残留在网板处
■ 离版速度
因离版速度太快,锡膏还残留在网板上就离版了。
锡膏残留在网板处
锡膏
基板
网板
传送轨
速度过快
65E06-L3-00
■ 离版距离
因离版距离太短,在离版还未完成的状态下传送轨就开始了运行。

S-1
索引
A
按基板张数管理 ;清洁装置数据4-25
安全标记x
按时间管理 ;清洁数据4-27
B
[ 保存基板 ] 按钮4-2
把手1-7
备份
基板程序的备份 5-1
系统数据的备份 5-6
[ 备份 ] 按钮5-9
[ 标记 ] 按钮4-29
标记检测范围 ;标记数据4-34
标记类型 ;标记数据6-10
标记面积 ;标记数据4-32
标记识别公差 ;标记数据4-33
标记数据的参数构成4-28
标记数据的创建4-28
标记调整4-35
[ 标记调整 ] 按钮4-35
标记外形 ;标记数据4-32
[ 标记照明 ] 按钮4-36
标记周长 ;标记数据4-32
表面类型 ;标记数据4-33
C
操作画面的基本构成2-13
操作面板按钮1-5
操作、输入部1-4
[ 操作员 ] 按钮2-11
CE 标记i
侧夹板1-10
侧夹板气压表A-1
插入顶针3-6
传出侧用加长传送装置1-15
创建步骤 ;标记数据4-29
创建程序4-1
[ 创建基板 ] 按钮4-1
传入、传出部1-15
[ 传入基板 ] 按钮3-5
传送带的张力调节8-7
传送装置1-10
传送装置的调节3-5
触摸式液晶屏1-6,8-2
出入口板vi
D
点检、保养、调整8-1,8-2
点示教6-3
电源开关2-10
电源连接部A-5
顶板1-10
定期点检8-3
顶针1-11
顶针的排列6-15
对位偏移量 R4-46
对位偏移量 XY4-46
E
[EMERGENCYSTOP] 按钮1-5
[ERRORCLEAR] 按钮1-5,2-2
F
返程对位偏移量 ;刮刀数据4-21
返回原点2-10
FullASCII 码5-25
G
干式自动反复次数 ;清洁装置数据4-25
干式自动清洁间隔 ;清洁装置数据4-25
跟踪6-8
[ 跟踪 ] 按钮6-8
供气 / 排气开关A-1
供锡间隔 ;刮刀数据4-19
刮刀
3S 刮刀 1-8
双刮刀 1-9
刮刀刮取部的更换7-3
刮刀架1-7
刮刀数据的设置4-18
刮刀头1-7
刮刀助跑距离 ;刮刀数据4-19
光标示教6-6
[ 关闭警报 ] 按钮2-2
关于安全ii
滚动运行3-11
[ 滚动运行 ] 按钮3-11
“滚动运行”对话框3-12
J
[ 监控屏 ] 按钮3-15
[ 监控屏 ]-“校正”画面3-18
[ 监控屏 ]-“全部”画面3-15
[ 监控屏 ]-“填充校正”画面3-20
[ 监控屏 ]-“刮刀印压”画面3-18
[ 监控屏 ]-“视觉”画面3-17
[ 监控屏 ]-“计数”画面3-19
键盘1-6
加油位置一览表8-12
基板尺寸 ;基板数据4-6
基板的生产3-14
基板的选择3-4
基板固定部 ( 基板工作台 )1-10
基板基准位置 ;基板数据4-7
基板数据的设置4-5
基板歪斜校正4-9
基板原点 ;基板数据4-7
基板支撑夹具1-11
基板资源管理器5-2
基本设置4-3
解除紧急停机的方法2-1
界限值调整 ;标记数据4-37
激光的使用viii
机器间输入、输出用接口A-2
卷纸1-18
卷纸的更换7-6
局部基准标记4-10
K
开机2-10
开机与关机2-8
空转时间 ;基板数据4-7
L
离版 ;刮刀数据4-23
[ 履历 ]-“批次”画面5-18
[ 履历 ]-“日志”画面5-18
[ 履历 ]-“生产”画面5-18
履历5-18
M
模拟送料器v
目视检查基板4-9
目视检查网板的照明设置4-16
目视检查网板的坐标4-16
N
NEXTINTERFACEA-4
逆变器A-8
暖机3-2
[ 暖机 ] 按钮3-2
P
平面支撑夹具1-12
PREVIOUSINTERFACEA-3
Q
[ 切断电源 ] 按钮2-12,3-22
切断机器的电源2-12
清除错误警告的方法2-2
清洁部1-18
清洁剂的补充7-10
清洁剂箱1-18
清洁装置1-18
清洁装置数据的设置4-25
清洁装置负压表A-1
气压调节部A-1
气压调节器A-1
[ 全备份 ] 按钮5-10
去程刮刀速度 ;刮刀数据4-19
确认印刷状态4-44