YSP_Users_C.pdf - 第89页
3-1 1 3 6. 滚动运行 滚动运行,指刮刀头来回运行使网板上的锡膏达到适合印刷的最佳状态。初次使用的锡膏或因停机被长时间放置 在网板时,建议使用滚动运行。观察此时的锡膏刮取状态,根据需要调节刮刀速度和刮刀印压的设定值。 n 要点 滚动运行时,为防止弄脏基板,建议在基板表面贴上透明胶纸 ( 选购件 ) 并在完成锡膏滚动运行后清洁网板的背面。 1 按 [ 滚动运行 ] 按钮。 按 [ 生产设计 ] -“切换工具”选项卡画面的 […
3-10
3
5
托起夹板部。
托起网板连接器的夹板部,使其贴在网板固定夹部。网板连接器内装有磁块,可以保持夹板部不下落。
6
安装 L 侧 (X 方向 ) 的止动销。
参照贴在印刷机上的“网板尺寸与网板止动销的位置”标贴,将网板止动销安装在左侧网板托板的指定位置。
7
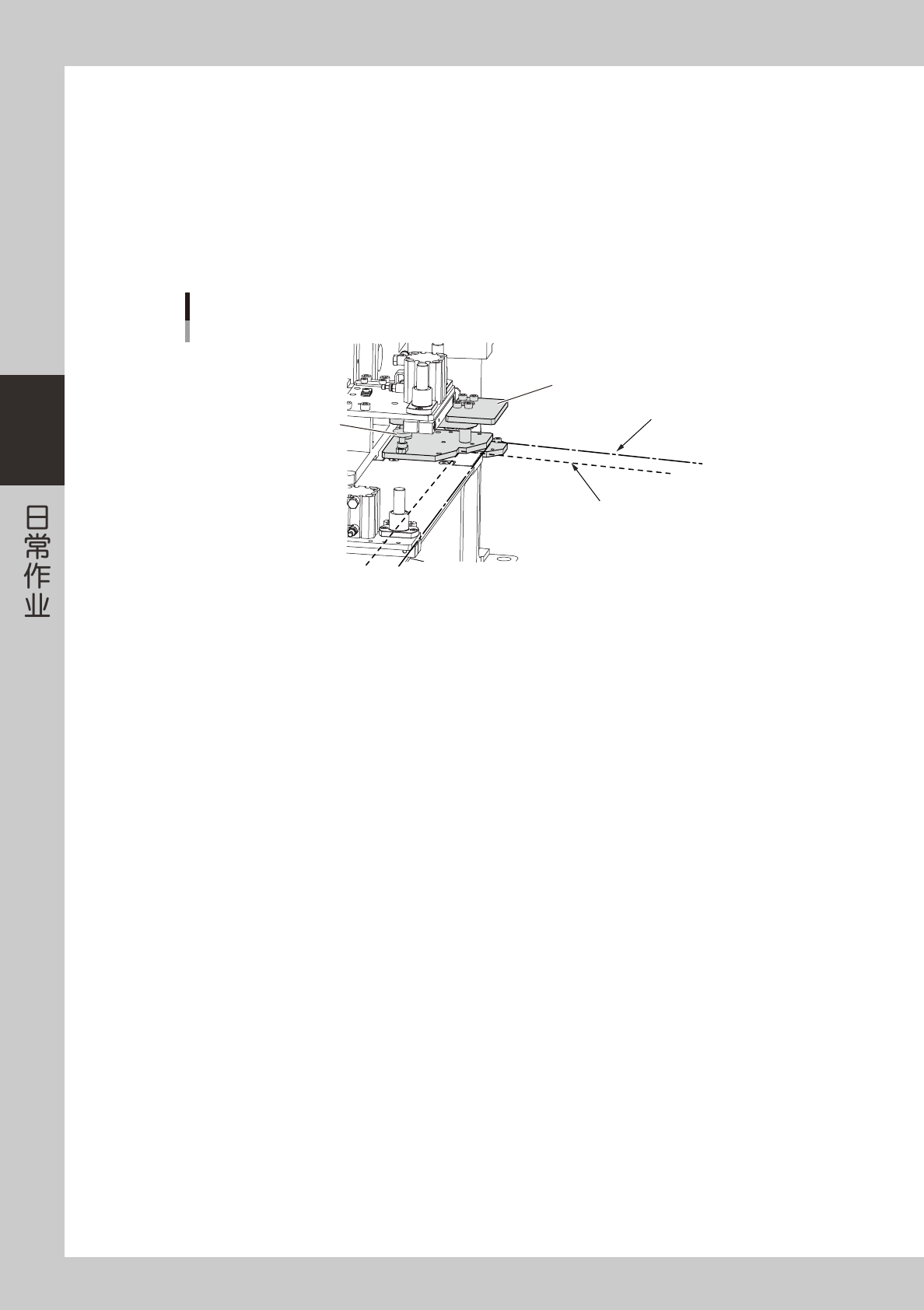
安装网板。
参照下图所示“网板安装位置”安装网板,并将网板开关旋至 ON 固定网板。
网板连接器
网板安装位置
600 X 550的网板位置
550 X 650的网板位置
固定旋钮
夹板
65306-L3-00
3-11
3
6.滚动运行
滚动运行,指刮刀头来回运行使网板上的锡膏达到适合印刷的最佳状态。初次使用的锡膏或因停机被长时间放置
在网板时,建议使用滚动运行。观察此时的锡膏刮取状态,根据需要调节刮刀速度和刮刀印压的设定值。
n
要点
滚动运行时,为防止弄脏基板,建议在基板表面贴上透明胶纸 ( 选购件 ) 并在完成锡膏滚动运行后清洁网板的背面。
1
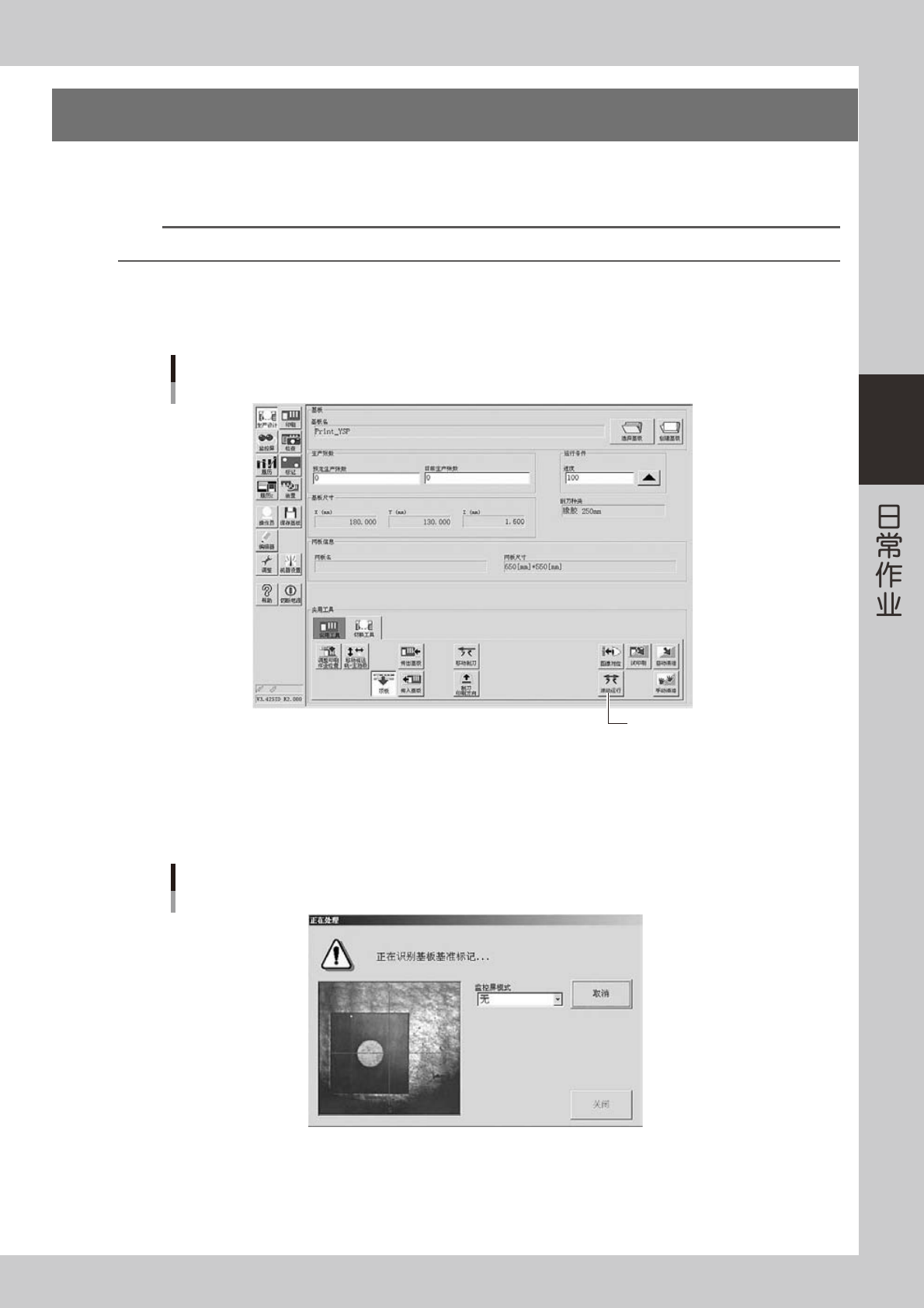
按 [ 滚动运行 ] 按钮。
按 [ 生产设计 ] -“切换工具”选项卡画面的 [ 滚动运行 ] 按钮。
[滚动运行]按钮
[滚动运行]按钮
66308-L3-00
2
按照操作画面的指示,将基板传入传送轨。
如果基板已经固定在传送轨上,可省略本步骤。
基板一旦被固定在传送轨上,印刷机就会自动识别基板基准标记 ( 不使用基板基准标记时,会跳过识别 )。
基准标记识别画面
66309-L3-00
3-12
3
3
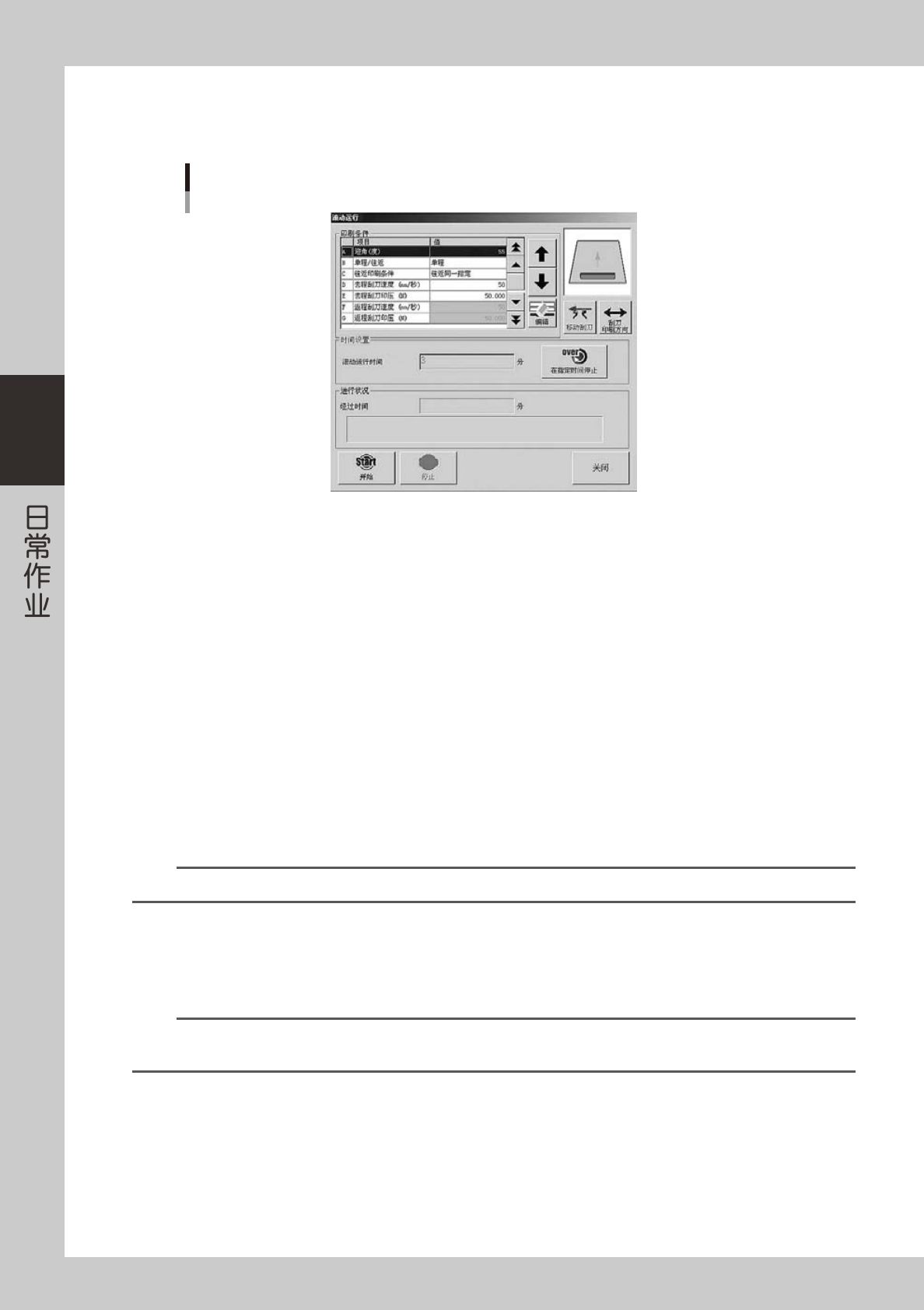
识别基准标记结束之后,显示“滚动运行”对话框。
识别结束之后,自动关闭标记识别画面,基板工作台被固定在印刷位置,并显示“滚动运行”对话框。
“滚动运行”对话框
66310-L3-00
4
将刮刀移至退避位置。
刮刀在印刷机正面侧时,按“滚动运行”对话框的 [ 移动刮刀 ] 按钮,将刮刀移至退避位置 ( 里侧 ),
并根据需要按 [ 刮刀印刷方向 ] 按钮,切换印刷方向。
e
5
放入锡膏。
按下紧急停机按钮,打开上部机门,将准备好的锡膏放在网板上。
6
解除紧急停机状态。
关闭上部机门,向右转动紧急停机按钮解除紧急停机状态之后,按操作面板的 [READY] 按钮。
7
进行锡膏的滚动运行。
1. 按“滚动运行”对话框中 [ 在指定时间停止 ] 按钮,设置时间。
2. 按 [ 开始 ] 按钮。
滚动运行开始,当达到所设置的时间时,滚动运行自动停止。
n
要点
观察滚动运行中锡膏的刮取状态,根据需要进入 Step8 调节设定值。
8
根据锡膏的滚动状态,调节设定值。
按“滚动运行”对话框中的 [ 停止 ] 按钮,暂时停止运行之后,在印刷条件的“刮刀速度”和“刮刀印压”
栏中输入适当值。
n
要点
根据网板上锡膏的刮取状态设置“刮刀速度”与“刮刀印压”。刮取不充分时可以提高“刮刀印压”或放慢“刮刀速度”。如果过度
提高“刮刀印压”,会发生渗锡或挖锡现象。