KE-1070使用说明书.pdf - 第405页
第 1 部 基本篇 第 4 章 制作生产程序 4-4 优化 优化是指对用编 辑程序中制作的生产 程序进行: ①送料器配置的 优化。 ② 吸取贴片顺 序的优化 。 4-4-1 设置优化条件 影响优化的原因 有多种。 这些原因中,包 括装置本身规定的项 目和用户设置的项目 。 现在,先对用户 设置的项目进行说明 。 4-4-1-1 元件供应数 1 个元件的贴 片点数过多时, 如果用一个送 料器生产, 其节 拍 ( 速度 ) 会失去平衡。 此…
第 1 部 基本篇 第 4 章 制作生产程序
4-3-9 数据一致性检查
检查已制作的程序和机器设置中的设置内容是否矛盾,并检查程序本身是否矛盾。
一致性检查结束后,即可进行优化。当检查结果显示有错误发生时,则显示错误内容。
此时,请参考显示内容,修改程序或“机器设置”。
1) 执行一致性检查
从菜单栏中选择“数据(D)”/“数据一致性检查(L)”,执行一致性检查。
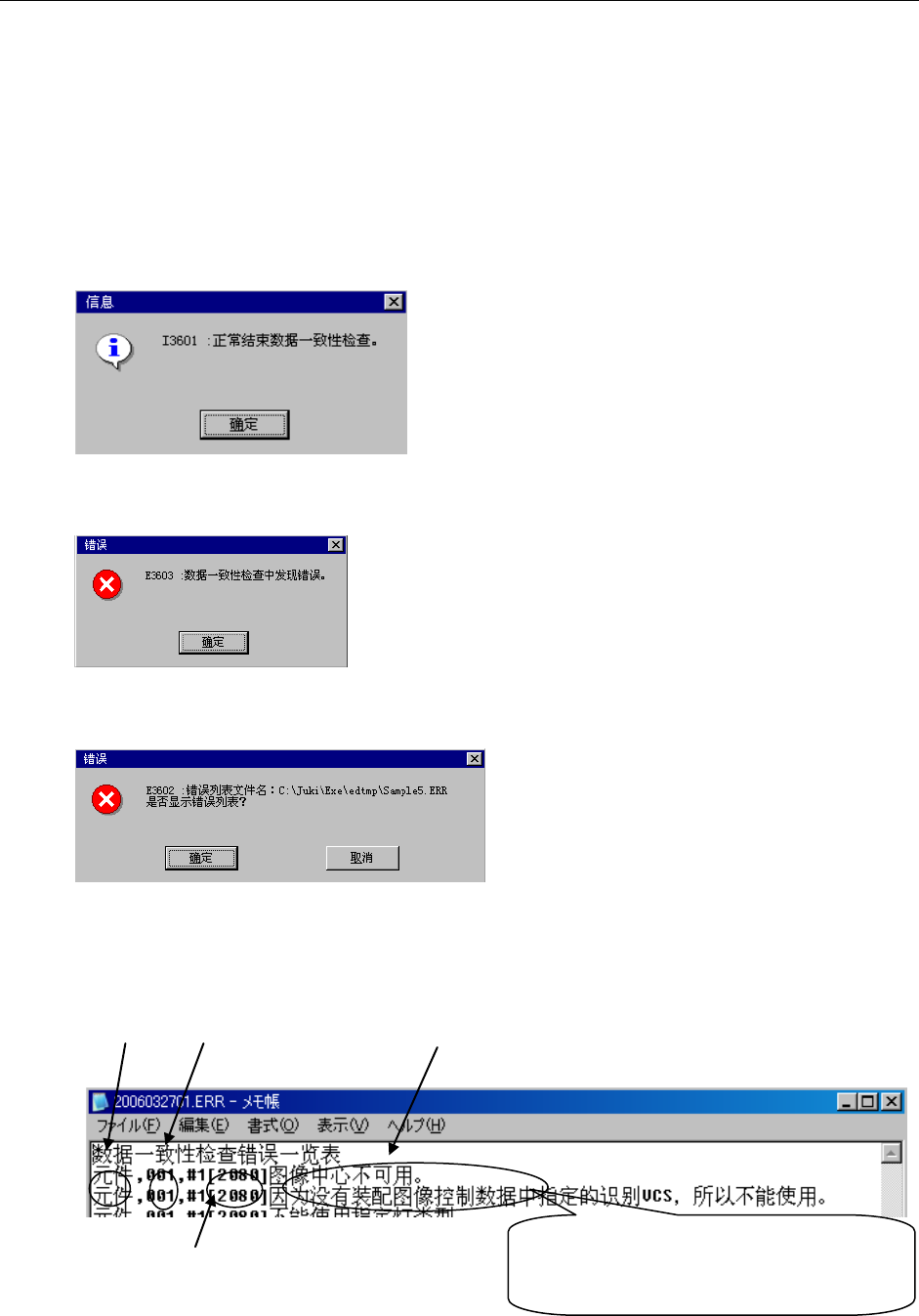
2) 检查的结果报告
进行一致性检查后,显示如下信息。
① 正常结束时
② 检测出错误时
在此,按下“确定”按钮,显示是否显示错误内容的确认画面。
选择“确定”则显示错误内容。
3) 错误信息内容
数据种类 数据内的制作No 错误内容
在 KE-2080 中的错误内容。
用元件数据的第 1 个元件指定的 VCS(因主
体上未安装或在机器设置中设置为未使
用等原因)不能使用。
图 4.3.9-1
图 4.3.9-2
图 4.3.9-3
4-110
第 1 部 基本篇 第 4 章 制作生产程序
4-4 优化
优化是指对用编辑程序中制作的生产程序进行:
①送料器配置的优化。
②吸取贴片顺序的优化。
4-4-1 设置优化条件
影响优化的原因有多种。
这些原因中,包括装置本身规定的项目和用户设置的项目。
现在,先对用户设置的项目进行说明。
4-4-1-1 元件供应数
1个元件的贴片点数过多时,如果用一个送料器生产,其节拍(速度)会失去平衡。此时,送料器
(托盘)和元件如有盈余,则可用多个送料器(托盘)供给同一元件,以提高生产效率。
<设置步骤>
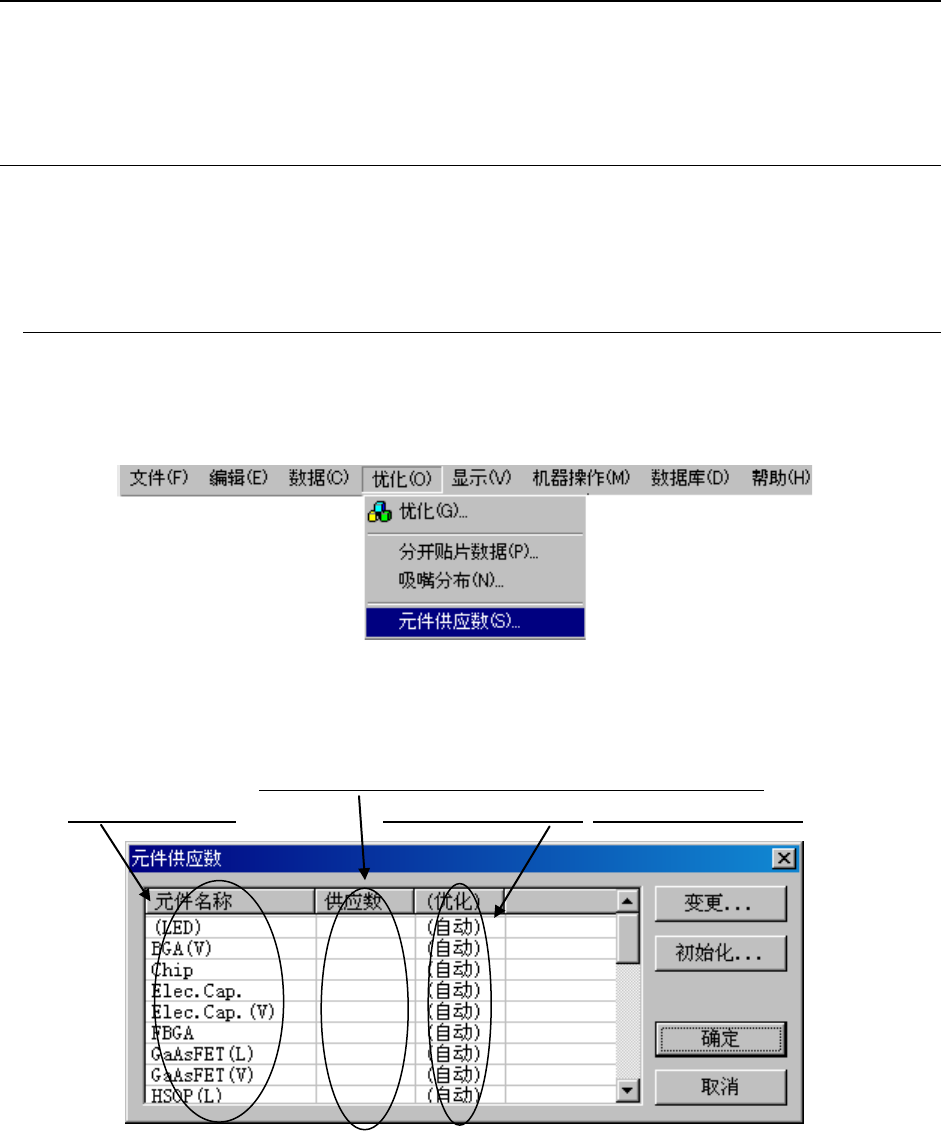
1) 从菜单栏中点击“优化”/“元件供应数”。
图 4.4.1.1-1 元件供给数的选择
2) 显示如下元件供应数画面。
单击将设置元件数的元件名,再单击“变更”。
优化后的送料器数、或手动设置的送料器数的显示区域
元件数据的元件名 设置优化送料器数时, 初始值显示为“自动”
图 4.4.1.1-2 元件供给数的画面显示例
4-111
第 1 部 基本篇 第 4 章 制作生产程序
供给数的初始值为“自动”。在“自动”时,送料器的个数(托盘)基本为一个。
但当特定元件的点数比其他的多出很多 (为整体平均的 3 倍以上) 时,将自动增
加元件的供给数。因此,在送料器只有 1 个,或想进一步增加送料器时,需要手
动设置。
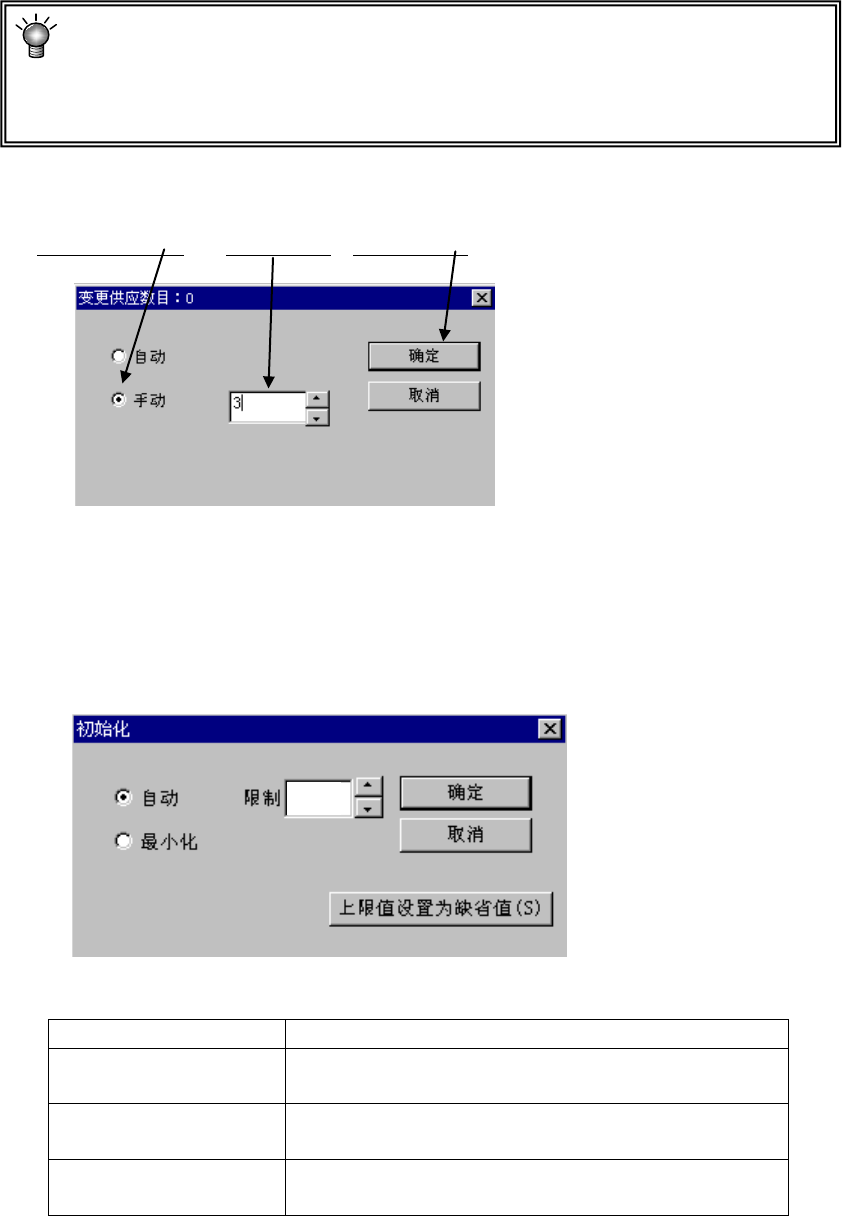
3) 选择变更后,显示如下画面。请设置送料器的数量。
请单击“手动”后,输入供给数,单击“确定”。
4) 初始化
将元件供给数设置为自动或最少供给数。
在“元件供给数”显示画面中单击初始化,则显示初始化画面。
在此的设置对所有的元件有效。
设置项目 内 容
自动 自动对所有元件的供给数进行初始化。当为自动时,
可设置增加送料器的上限(默认为 20)。
最小化 将所有的元件供给数分别初始化为元件的吸取数据
的总数。
上限值设置为缺省值
将上限值的设置登录为默认。制作新程序时,作为初
始值应用。
图 4.4.1.1-3
图 4.4.1.1-4
20
4-112