RS-1_QA表.pdf - 第107页
QA表 机种 1. 以手动关闭刀刃之后,对气缸活塞杆伸长侧的气口供给0.5±0.05MPa。 2. 使可动刀组成为缸体侧无松动的状态。 3. 当左右某一方在连接块与垫圈之间(下图c)出现空隙时, 在气缸伸到最大限度的状态下,调整可动刀与固定刀的前端重合, 调整气缸或连接块的位置,调整到0.2mm的垫隙片不能插入。 固定刀对可动刀的接触面有低一级的加工部,以该部的角度为基准,可动刀的位置是±0.2mm 4. 以固定刀的a角作为前后的基准,…
QA表
机种
在EDGE_BASE_SIDE与BANK_BASE之间插入垫隙片进行调整。
调整用的垫隙片如下所示
设置切断料带时的预压
・ 切断不良
・ 活动刀刃的动作不良
・ 寿命降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
确认方法及调整方法(故障处理方法)
功能名称 间隙调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
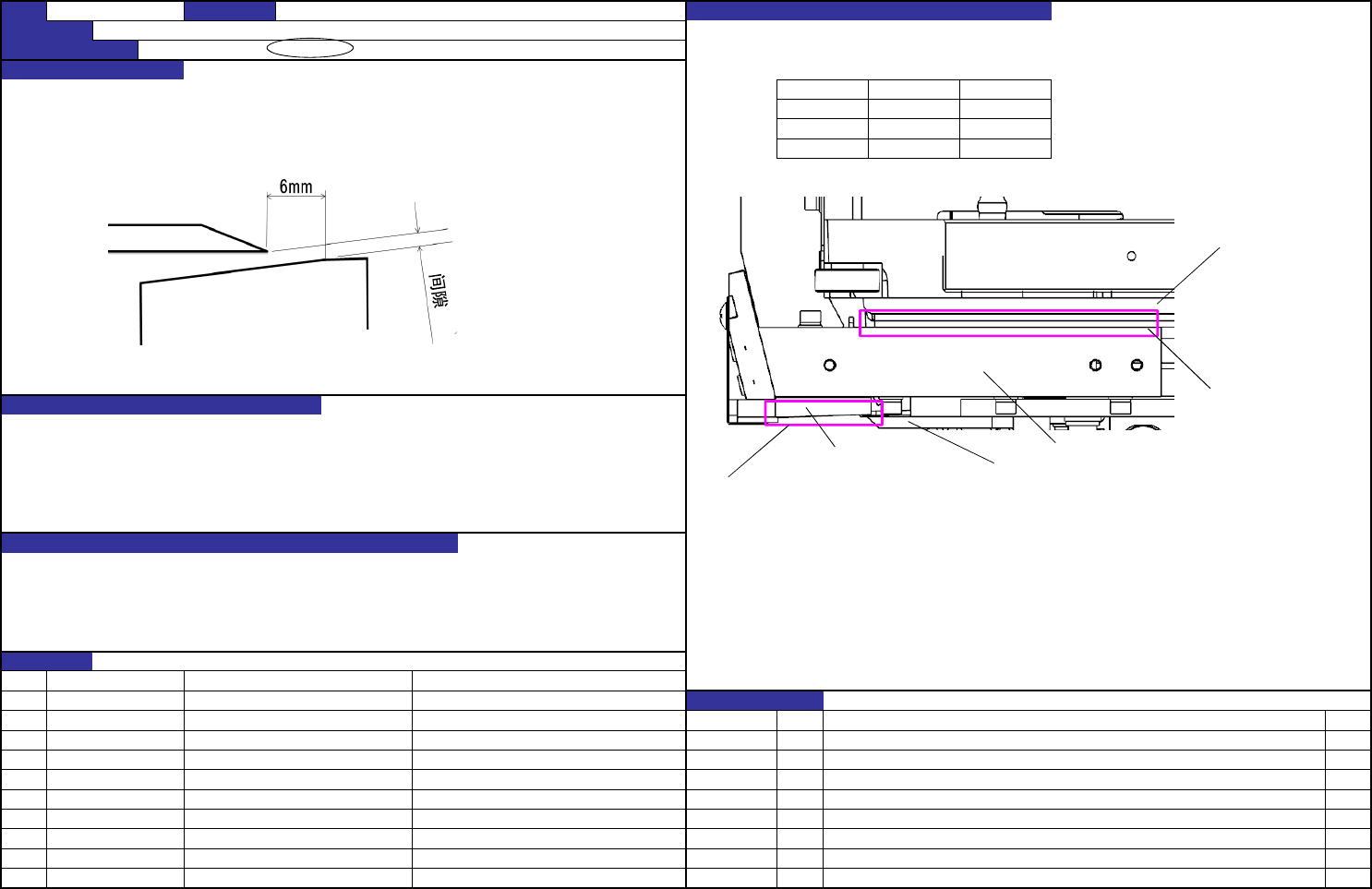
在导板斜面起点与下刃口前端分开6mm的状态下,调整上刃口底座侧边的高度,要做到下图所示的间隙为0.1mm。
(0.09mm厚薄规可通过,0.11mm厚薄规通不过)
RS-1 装置名称 切带机
变更履历
SL6043092TN SCREW M4 L=30
日期 内容
货号 品名 有关质量特性
40183189 EDGE_BASE_SIDE
40183187 SHIM_T40
t = 0.04mm
40183188 SHIM_T20
t = 0.02mm
货号 品名 厚度
40183186 SHIM_T100
t = 0.10mm
导板
下刃口
EDGE_BASE_SIDE
BANK_BAS
E
垫隙片插入位置
间隙调整部位
下刃口
导板
【 10 】- 3
QA表
机种
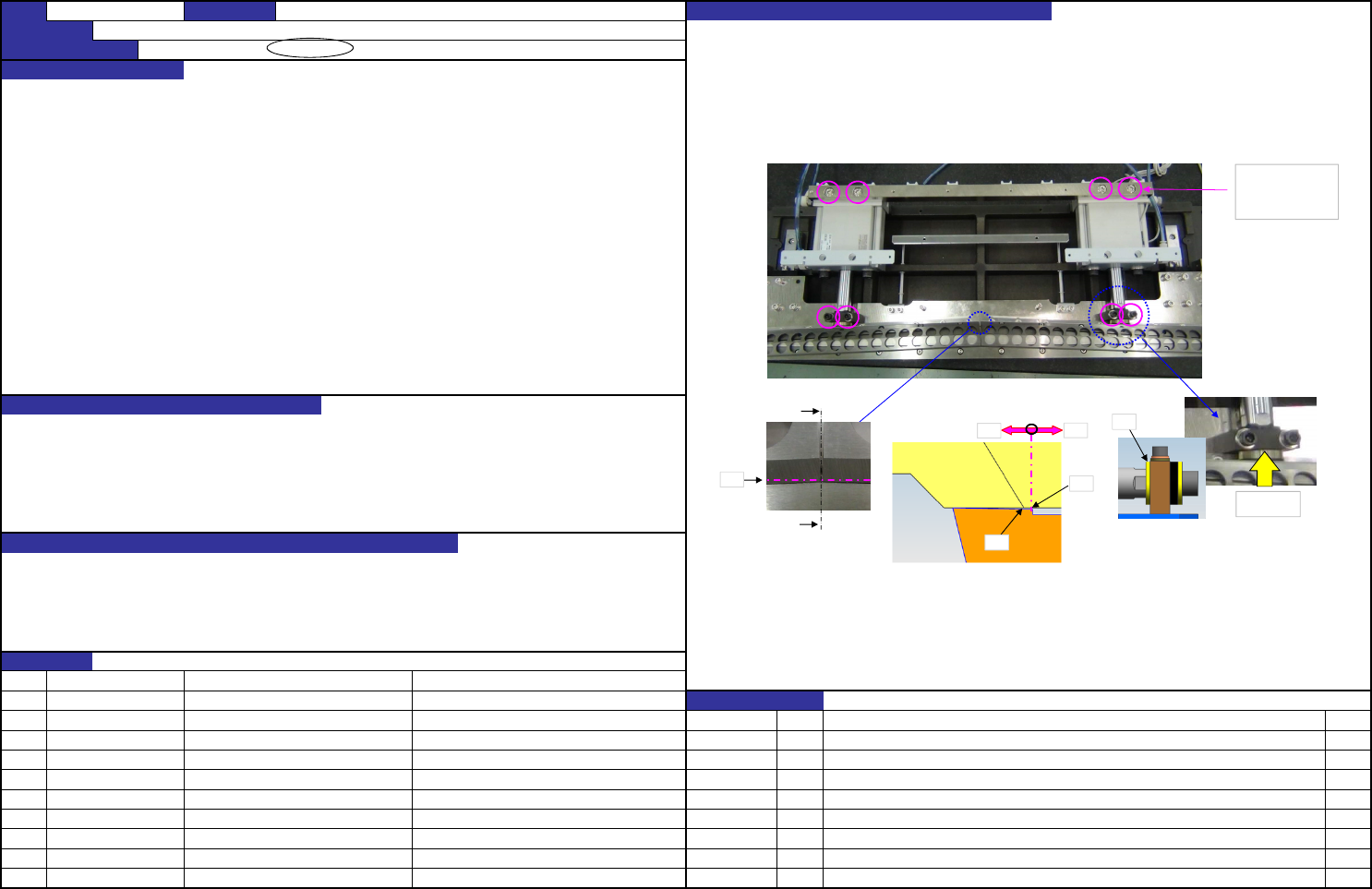
1. 以手动关闭刀刃之后,对气缸活塞杆伸长侧的气口供给0.5±0.05MPa。
2. 使可动刀组成为缸体侧无松动的状态。
3. 当左右某一方在连接块与垫圈之间(下图c)出现空隙时,
在气缸伸到最大限度的状态下,调整可动刀与固定刀的前端重合, 调整气缸或连接块的位置,调整到0.2mm的垫隙片不能插入。
固定刀对可动刀的接触面有低一级的加工部,以该部的角度为基准,可动刀的位置是±0.2mm 4. 以固定刀的a角作为前后的基准,要调整到可动刀前端b的前后为±0.2以内。
※具体可参照右图。
※下刃口底座侧边相对于E台架底座要组装在近身侧(传送侧)。
※滑动底座与固定刀的组装平行度要求是,切割时左右的可动刀要同时与固定刀接触。
可动刀与固定刀的咬合
・ 切断不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
确认方法及调整方法(故障处理方法)
功能名称 刀的重合
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
RS-1 装置名称 切带机
变更履历
40182493 LOWER_EDGE
日期 内容
货号 品名 有关质量特性
40185336 UPPER_EDGE
以气缸位置调整
可动刀的位置
使不松动
c
a
a
b
+
‐
A
A
A-A截面
【 10 】- 4
QA表
机种
使用制造调整治具测定切割机动作时间,实施速度调整。
调整后,要固定速度控制器的旋钮。
切割机动作时间 要在固定刀侧(含斜面)附着润滑脂的状态下进行测定。
OPEN : 500±50 msec ※从速度控制器全开至5转为大致标准
CLOSE : 900±50 msec ※从速度控制器全开至8转为大致标准
切割机动作时间的设置
・切断不良
・切割机刀刃损坏
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
确认方法及调整方法(故障处理方法)
功能名称 调整速度控制器
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
RS-1 装置名称 切带机
变更履历
日期 内容
货号 品名 有关质量特性
【 10 】- 5