RS-1_QA表.pdf - 第109页
QA表 机种 1. 用双面胶带等将56条1.1mm厚的空的纸承载带粘贴在700mm左右的板状物上(参照图1)。 2. 主压设置为0.5MPa,将第1步制成的料带切断10次。 3. 确认是否存在刀刃行程中途停止或料带前端未切断而残留等切断不良现象。 ・ 56条1.1mm厚的纸承载带应能切断10次以上。 4. 将与1相同的纸料带2层重叠(图2),在A、B、C部这3个部位上每1部位切断5次。 5. 在A、B、C、D、E的5个部位上对0603芯…
QA表
机种
使用制造调整治具测定切割机动作时间,实施速度调整。
调整后,要固定速度控制器的旋钮。
切割机动作时间 要在固定刀侧(含斜面)附着润滑脂的状态下进行测定。
OPEN : 500±50 msec ※从速度控制器全开至5转为大致标准
CLOSE : 900±50 msec ※从速度控制器全开至8转为大致标准
切割机动作时间的设置
・切断不良
・切割机刀刃损坏
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
确认方法及调整方法(故障处理方法)
功能名称 调整速度控制器
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
RS-1 装置名称 切带机
变更履历
日期 内容
货号 品名 有关质量特性
【 10 】- 5
QA表
机种
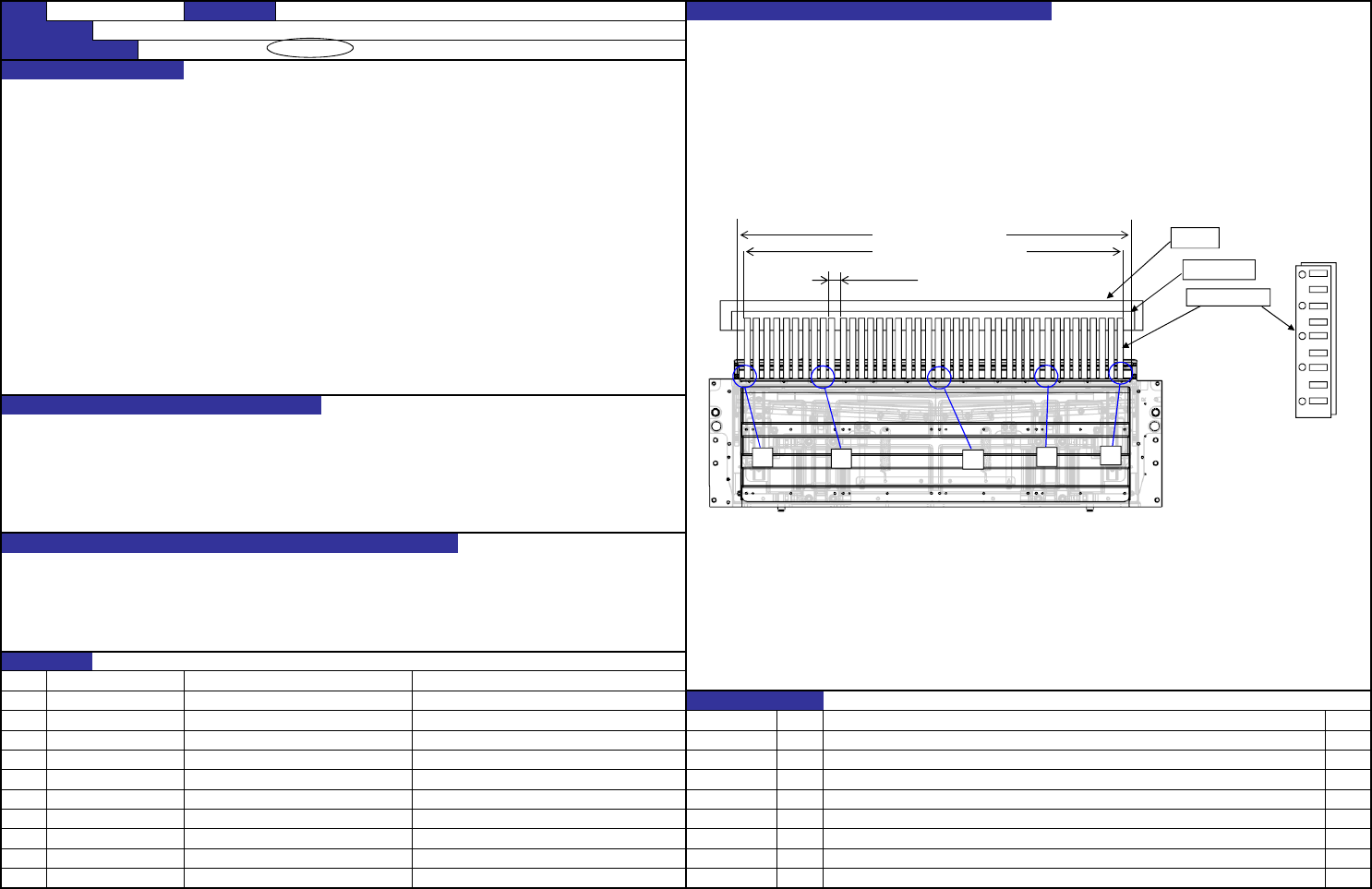
1. 用双面胶带等将56条1.1mm厚的空的纸承载带粘贴在700mm左右的板状物上(参照图1)。
2. 主压设置为0.5MPa,将第1步制成的料带切断10次。
3. 确认是否存在刀刃行程中途停止或料带前端未切断而残留等切断不良现象。
・ 56条1.1mm厚的纸承载带应能切断10次以上。 4. 将与1相同的纸料带2层重叠(图2),在A、B、C部这3个部位上每1部位切断5次。
5. 在A、B、C、D、E的5个部位上对0603芯片用的0.3mm厚纸带各切断1次。
・ 2层重叠的1.1mm厚的纸承载带应能切断5次以上。 6. 确认是否存在刀刃行程中途停止或料带前端未切断而残留等切断不良现象。
* 1.1mm厚的空的纸承载带请使用与“旭工艺社”生产的1608 HOCTO-110 巻筒型相当的产品。
・ 2层重叠的0.3mm厚的纸承载带应能切断5个部位以上。
确认切割机刀刃整体的咬合是否组装得适当
・切断不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
确认方法及调整方法(故障处理方法)
功能名称 切断确认
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
RS-1 装置名称 切带机
变更履历
日期 内容
货号 品名 有关质量特性
图1
图2
板
双面胶带
承载带
684(切带机盖罩开口部)
12(55个部位)
650~670
(
承载带两端
)
A
B
C
D
D
【 10 】- 6
QA表
机种
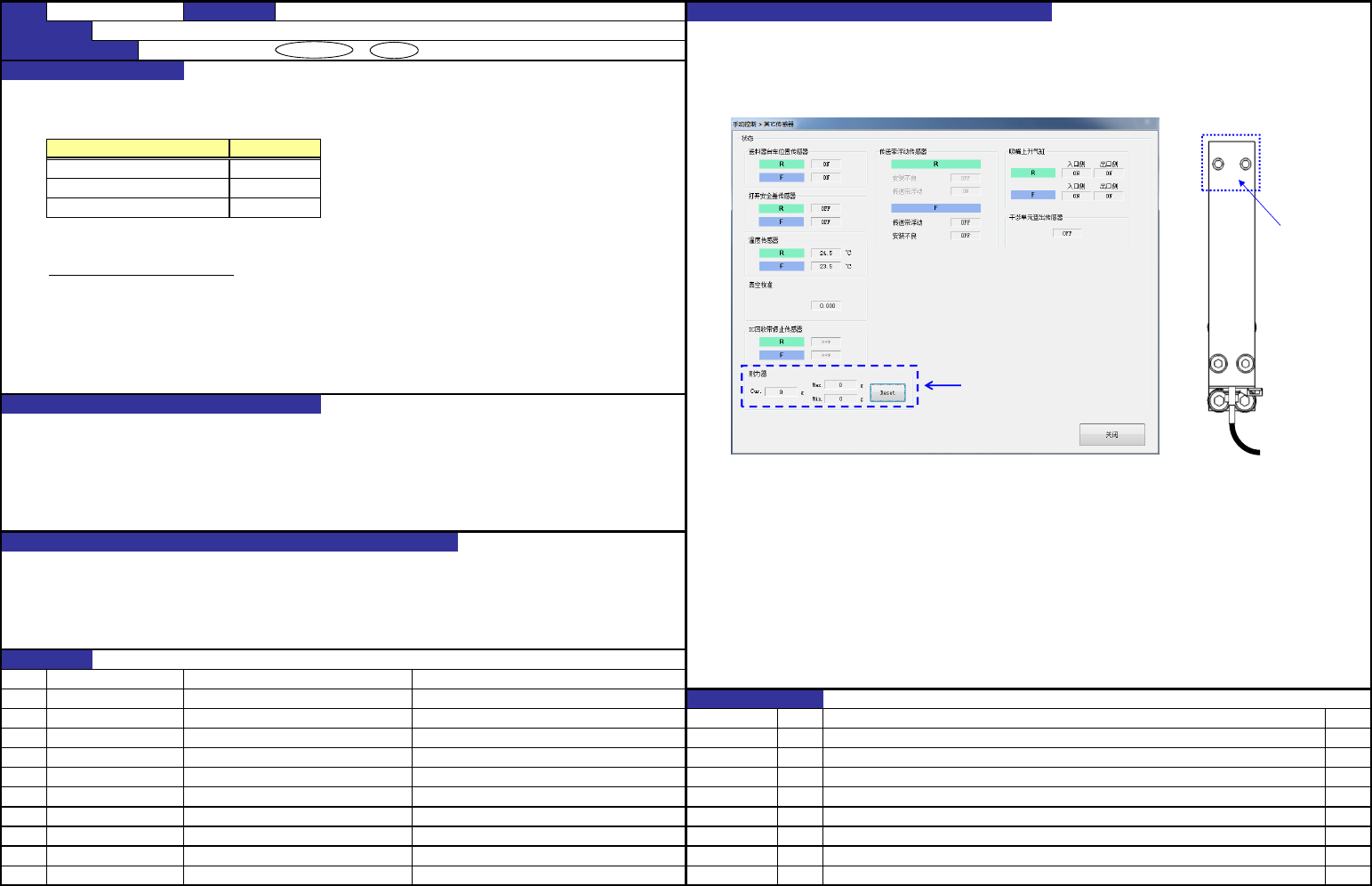
确认方法
通过手动控制菜单【其它传感器】确认各载荷条件下的检测载荷。
按照各载荷条件(参照下述)进行载荷的检测。
单位:g
检测载荷超出规格值时,请从新取得测力器参数。
※ 维护 → MS参数 → 测力器参数
保证载荷控制功能的精度
1. 由于不能正确进行载荷控制导致贴装元件的损伤。
2. 进行载荷控制吸嘴的合格判断时,将合格吸嘴判断为不良。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
确认方法及调整方法(故障处理方法)
功能名称 检测载荷的确认
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
载荷条件 检测载荷
不放任和东西状态下的载荷 0+15
RS-1 装置名称 测力传感器
预想故障(应规格调整值不良而发生的故障)
放1kg砝码时的载荷 1000±100
放3kg砝码时的载荷 3000±300
功能作用(规格调整值的意义)
货号 品名 有关质量特性
对象元件
内容
40132977 基准砝码_1000g
40133150 测力传感器
变更履历
40132976 基准砝码_2000g
日期
测力器检测载荷
载荷检测位置
20mm×20mm
【 11 】- 1