RS-1_QA表.pdf - 第112页
QA表 机种 确认方法 以千分表测定,调整到测量头上面距座架安装面为 248±1mm。 座架安装面~测量头上面 : 248± 1mm (测量对象部分参照右图) 测定时元件的正确接触 测量元件时元件不接触电极,不能取得正确的值。 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 内容 变更履历 日期 货号 品名 有关质量特性 对象元件 预想故障(应规格调整值不良而发生的故障) 功能名称 测量头上面装置 质量保证类别 功能 ・ …
QA表
机种
确认方法
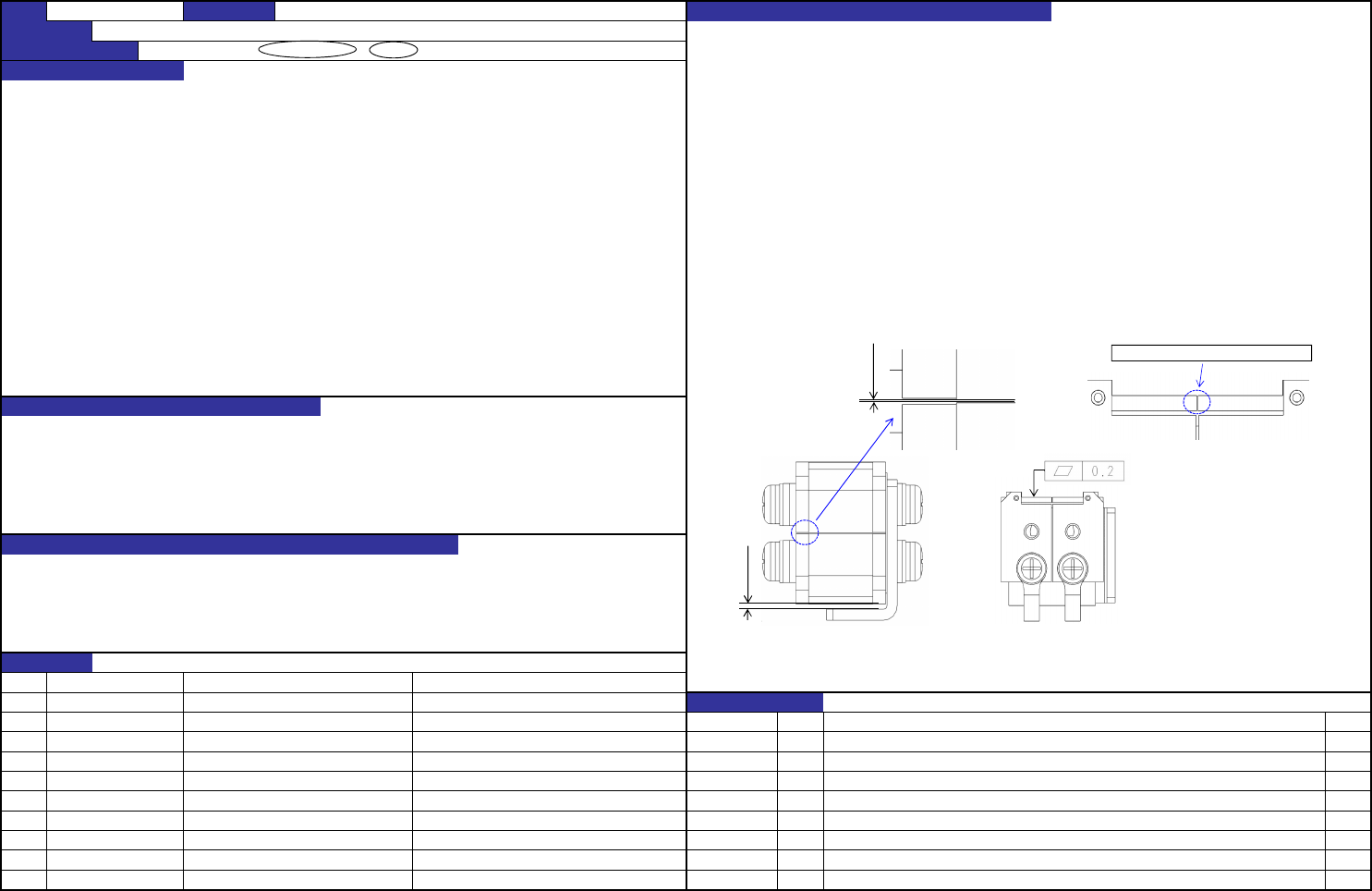
① 将厚薄规或与之相当的厚度插入空隙内进行确认。
② 将厚薄规或与之相当的厚度插入空隙内进行确认。
① 托架与测量头端面的距离:1.0±0.15mm 以万用表确认推入测量头时两测量头未接触而导通。
② 测量头之间的间隙:0.1±0.02mm ③ 以千分表确认
③ 测量头上面平面度:0.2mm ④ 把0.05mm的垫隙片紧贴测量头前端部,以目视确认。
④ 测量头高低差:0.05mm以内 并且,通过手感确认有无高低差。
为了在0201元件中正确测量
测量元件电阻值、元件电容时不能测定正确的值。
测量后元件落下
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
变更履历
日期
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 CVS 确认方法及调整方法(故障处理方法)
功能名称 测量头装置
②
0.1±0.02
①
1.0±0.15
③
测量头前端彼此之间的高低差为0.05以下
④
【 12 】- 1
QA表
机种
确认方法
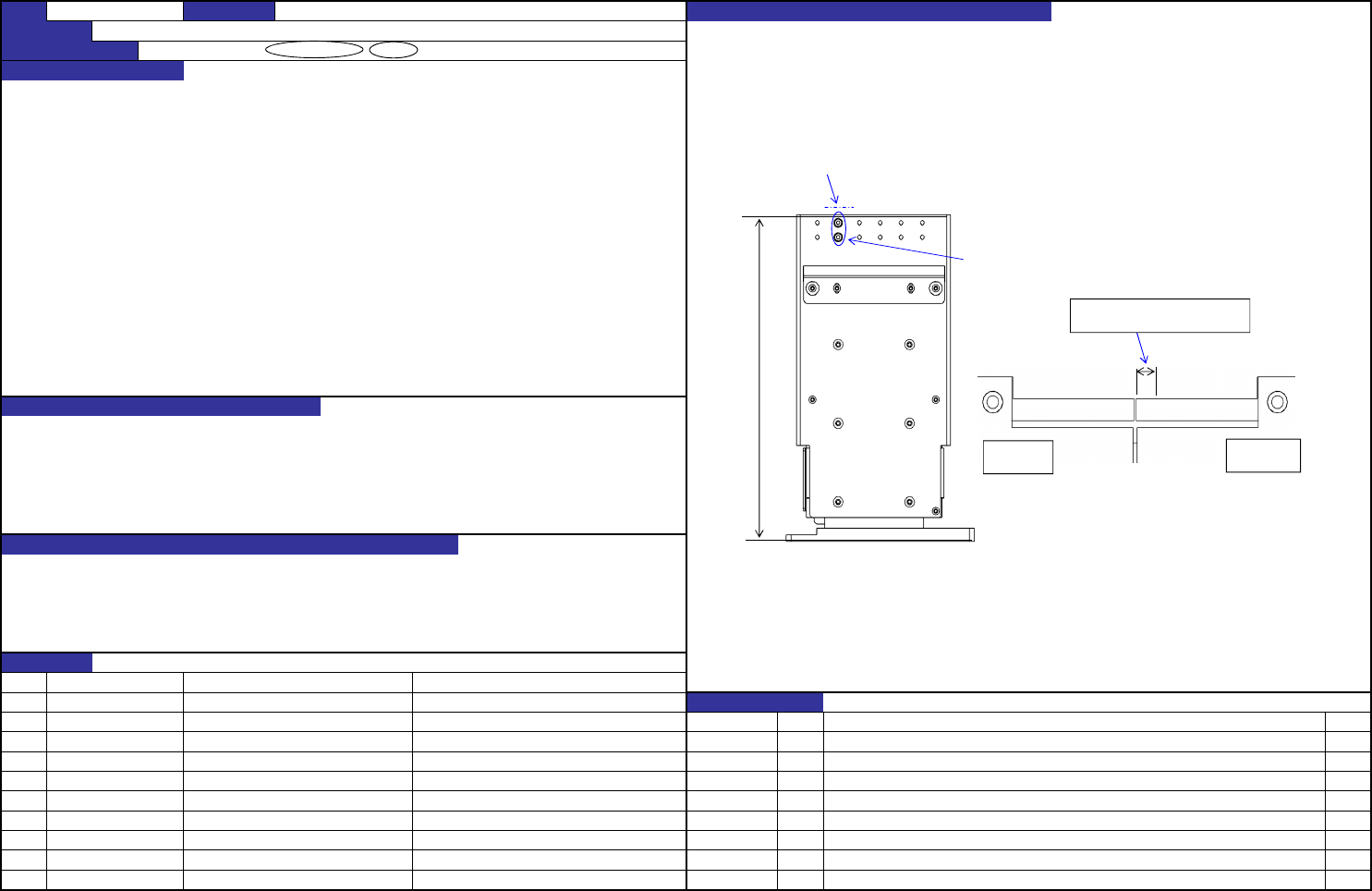
以千分表测定,调整到测量头上面距座架安装面为248±1mm。
座架安装面~测量头上面 : 248±1mm
(测量对象部分参照右图)
测定时元件的正确接触
测量元件时元件不接触电极,不能取得正确的值。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
变更履历
日期
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能名称 测量头上面装置
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 CVS 确认方法及调整方法(故障处理方法)
248±1
在狭缝部至FRONT(-)侧测量头的
2mm的範围内测量
FRONT(-)侧
测量头
REAR(+)侧
测量头
测量头上面狭缝部
测量头
【 12 】- 2
QA表
机种
确认方法
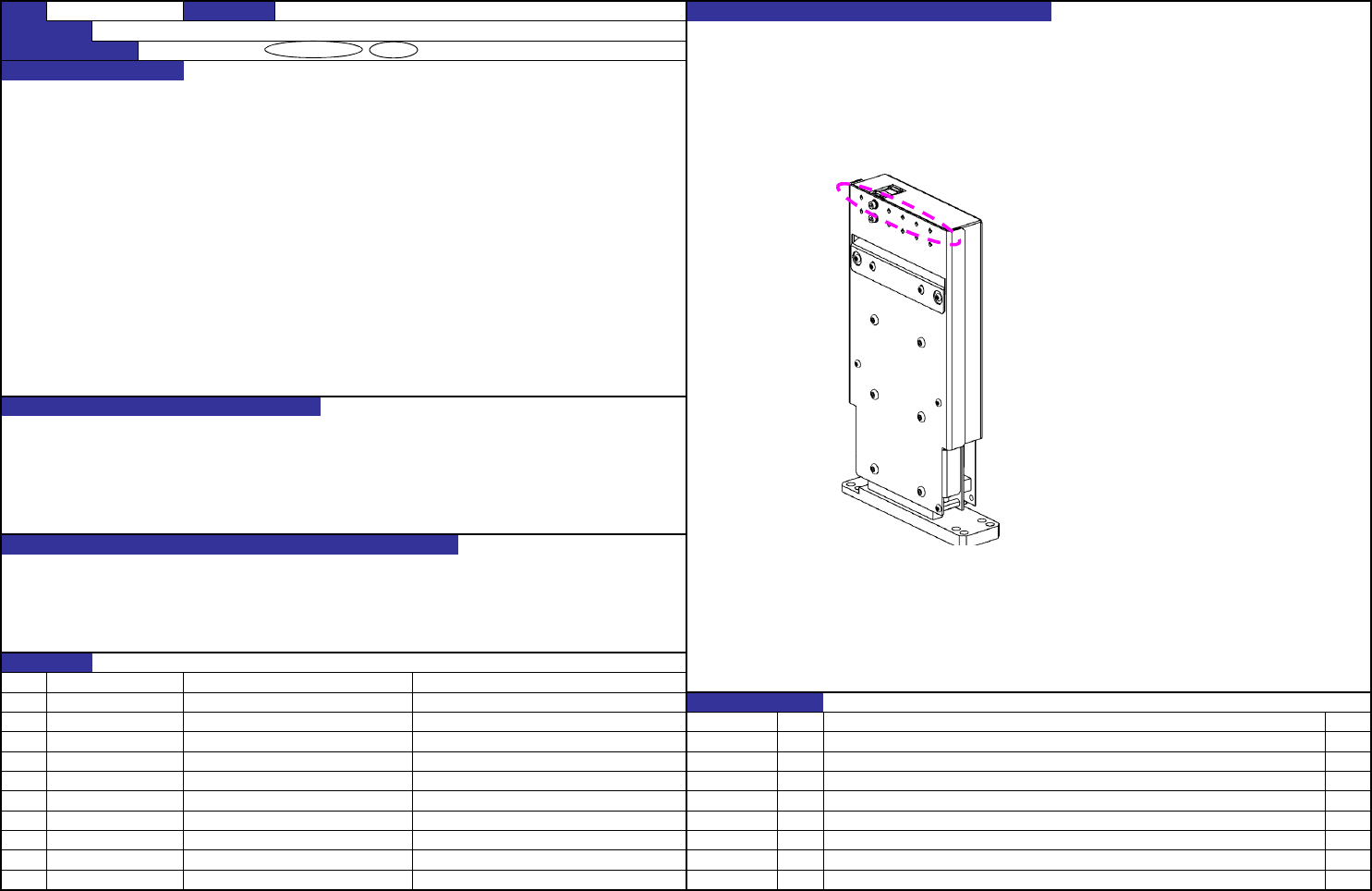
把千分表安装在贴装头上,调整到CVS装置的下图所示部分与X轴的平行达到0.05mm以内。
CVS装置与X轴的平行度 : 0.05mm以内
取得与X轴(贴装头)的平行,以此达到正确的测定。
元件测定失误导致生产节拍变慢
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
变更履历
日期
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能名称 测量头上面尺寸
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 CVS 确认方法及调整方法(故障处理方法)
【 12 】- 3