RS-1_QA表.pdf - 第21页
QA 表 机种 1 . 给装置接通电源,在进行原点复归动作前以手动进行确认。 2 . 将贴装头向左侧缓慢地移动,当接近传感器的 LED 亮灯时在该位置上停止。 3 . 向 X 方向动作时,测出 X 磁尺原点后传感器碰块应处于不会检测到接近传感器的位置。 4 .为 OFF 时,移动 X 极限传感器碰块的位置从新启动装置,从操作顺序 1 开始检查。 5 .如 为 ON ,再次从新启动装置。(原点复归不进行) 6 . 将贴装头向左侧缓慢地移动…
QA表
机种
确认方法
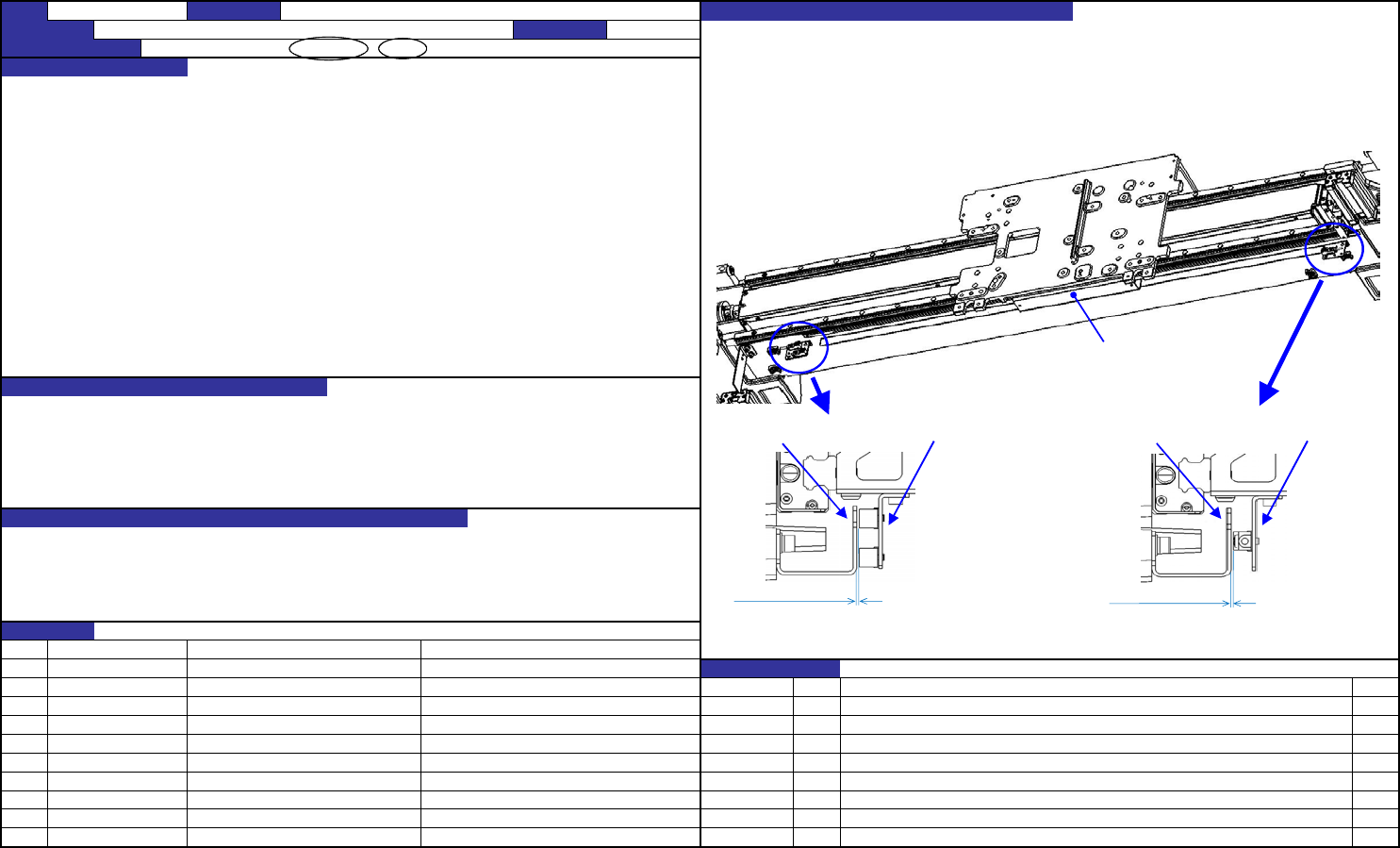
1. 测量各传感器(左1处,右1处)与X-LMT传感器碰块的距离,确认在0.8~1.5mm的范围内。
调整方法
各传感器与X_LMT感器碰块的距离在0.8~1.5mm的范围内(目标1.0mm) 1. 进行调整,使X-LMT传感器碰块与传感器表面的距离为0.8~1.5mm(目标1.0mm)。
原点及极限位置的检测
1. 原点复归不良
2. Y轴失控时伺服不断开,因超負荷而导致损坏
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1
装置名称
XY装置
确认方法及调整方法(故障处理方法)
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
传感器碰块位置(2/3)
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
对象元件
内容日期
40182883 X_LIMIT_SENSOR_DOG
变更履历
货号 品名 有关质量特性
0.8~1.5(目标1.0mm)
X_MINUS_LMT_SENSOR_ASSY
X_LMT_SENSOR_DOG
0.8~1.5(目标1.0mm)
X_PLUS_LMT_SENSOR_ASS
Y
X_LMT_SENSOR_DOG
X_LMT_SENSOR_DOG
【 1 】-14
QA表
机种
1.
给装置接通电源,在进行原点复归动作前以手动进行确认。
2.
将贴装头向左侧缓慢地移动,当接近传感器的LED亮灯时在该位置上停止。
3.
向X方向动作时,测出X磁尺原点后传感器碰块应处于不会检测到接近传感器的位置。
4.为OFF时,移动X极限传感器碰块的位置从新启动装置,从操作顺序1开始检查。
5.如为ON,再次从新启动装置。(原点复归不进行)
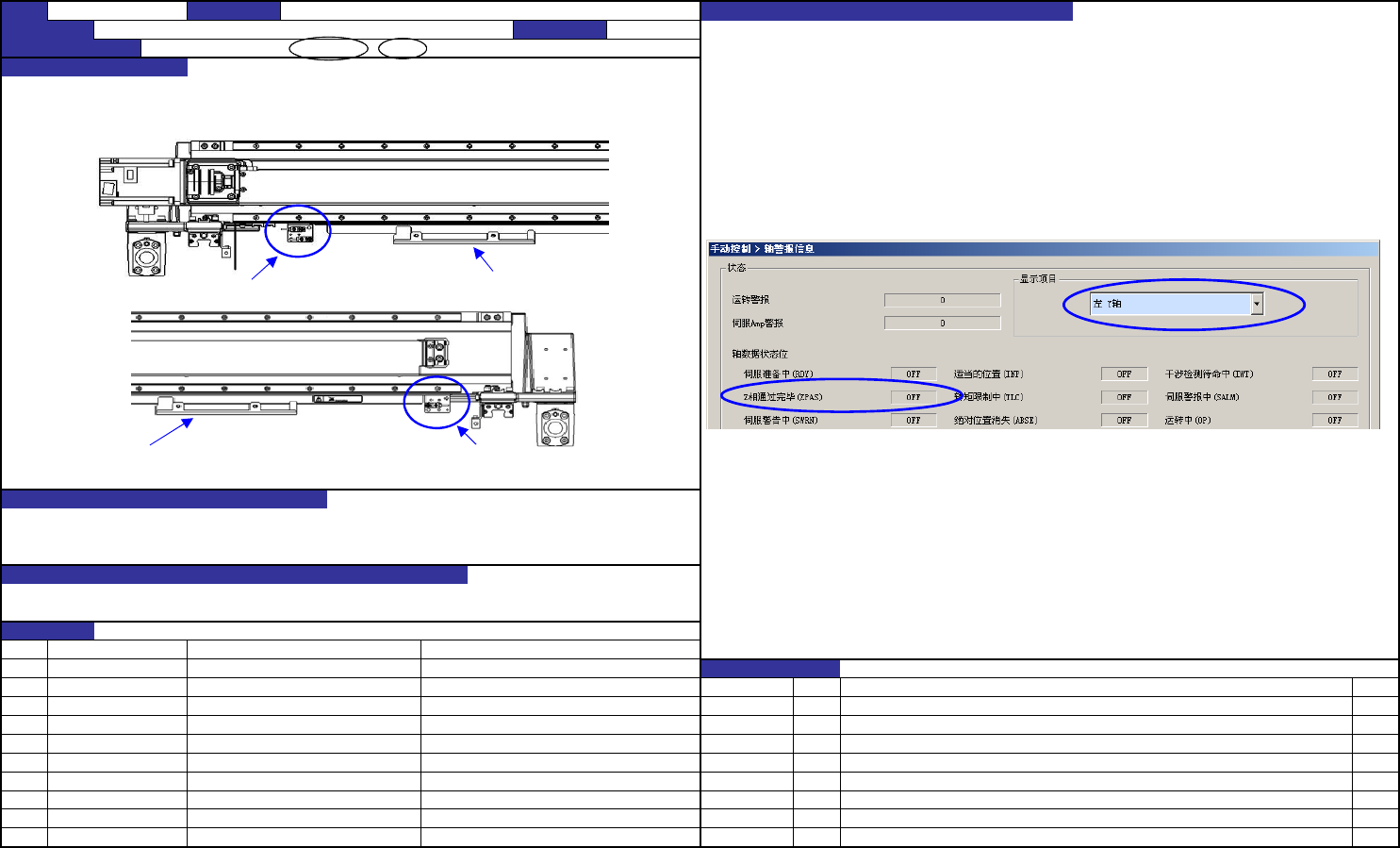
6. 将贴装头向左侧缓慢地移动,在“②Z相通过完毕(ZPAS)”为ON的位置上停止。
7.
确认接近传感器的LED未亮灯。
原点及极限位置的检测
1. 接通电源时在原点复归动作中发生错误
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
日期
货号 品名
功能作用(规格调整值的意义)
内容
对象元件
变更履历
有关质量特性
预想故障(应规格调整值不良而发生的故障)
确认方法及调整方法(故障处理方法)
功能名称
传感器碰块位置(3/3)
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
装置名称
XY装置
RS-1
质量特性(规格调整值)
通过手动控制→其他→驱动器状況→轴警报状況(下图),选择①X轴,确认
“②Z相通过完毕(ZPAS)”这一项目已为ON。
①
②
X_MINUS_LMT_SENSOR_ASSY
X_LMT_SENSOR_DOG
X_PLUS_LMT_SENSOR_ASSY
X_LMT_SENSOR_DOG
【 1 】-15
QA表
机种
1. X轴弯曲校正系数的取得
① 通过贴片精度最后工序中的精度检验表(Excel)的计算,取得校正系数。
② 读入在MSP设置要领书的“3.6 X轴弯曲修正”中取得的值。
1.影响Y方向的贴装精度。
2.特别是同时吸附时,影响吸附可靠性。
1.贴装精度恶化
2.发生吸附异常
3.由于吸附不良,发生芯片跳起,激光异常。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
RS-1
装置名称
XY装置
确认方法及调整方法(故障处理方法)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
X轴的真直
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
对象元件
内容日期
变更履历
货号 品名 有关质量特性
【 1 】-16