RS-1_QA表.pdf - 第31页
【 2 】- 7 QA表 机种 确认方法 应在下图的状态下以3N(0.3kgf)以下的力向左右移动。 (方法与以前的GX-6方式相同。) 应在右图的状态下以3N(0.3kgf)以下的力向左右移动。 调整方法 拧松螺丝,移动Z滑动支架,重新固定。 影响Z的稳定时间(稳定特定)。 元件吸附错误 LA测定异常 贴装精度不良 NO ① ② ③ ④ ⑤ ⑥ NO. 担当人 ⑦ ⑧ ⑨ ⑩ 内容 预想故障(应规格调整值不良而发生的故障) 对象元件 …
【 2 】- 6
QA表
机种
确认方法
把治具吸嘴安装到吸嘴套轴,半管接头供给0.5MPa的空气,在前端不应漏空气。
把治具吸嘴安装到吸嘴套轴,从半管接头供给0.5MPa的空气,半管接头到前端
调整方法
不应漏气。
大大影响元件吸附,吸嘴更换,贴装精度。
元件吸附错误
吸嘴更换异常
贴装精度恶化
NO
①
②
③
④
⑤
⑥
NO. 担当人
⑦
⑧
⑨
⑩
功能名称
漏气
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
RS-1
装置名称
贴装头
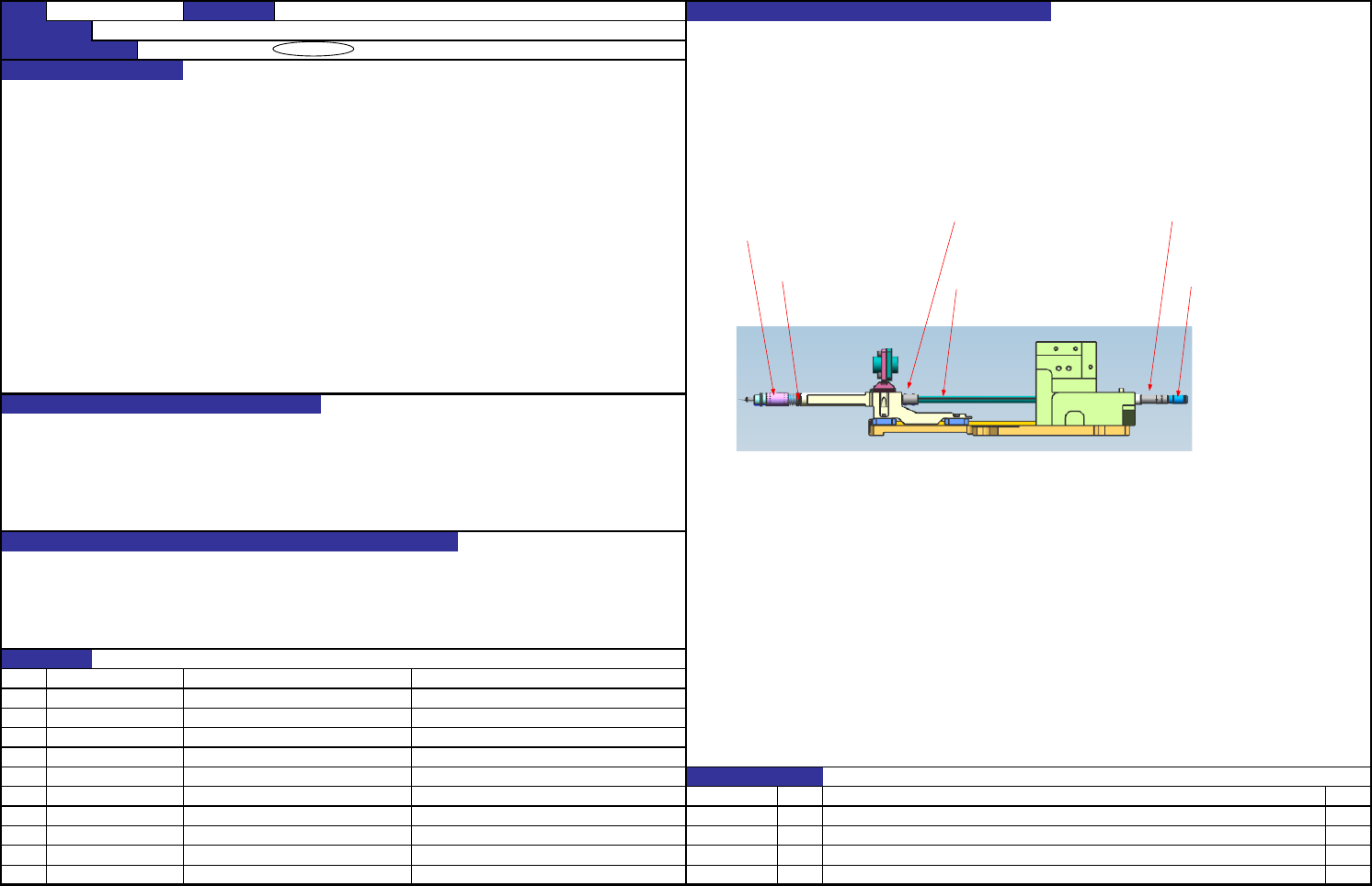
确认方法及调整方法(故障处理方法)
根据操作规程进行半管接头与回转接头松动的检查、回转接头与滚珠花键装配的检查、滚珠花键与联轴节装配的
检查、联轴节与Z滑动轴装配的检查、吸嘴套螺丝装到Z滑动轴上的装配。
40182491
回转接头
PJ301040505
半管接头
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40182860
Z滑动轴
变更履历
40001139
吸嘴套螺丝
日期
40182865
联轴节H
40182490
滚珠花键
内容
联轴节
Z滑动轴
吸嘴套丝
滚珠花键
回转接头
半管接头
【 2 】- 7
QA表
机种
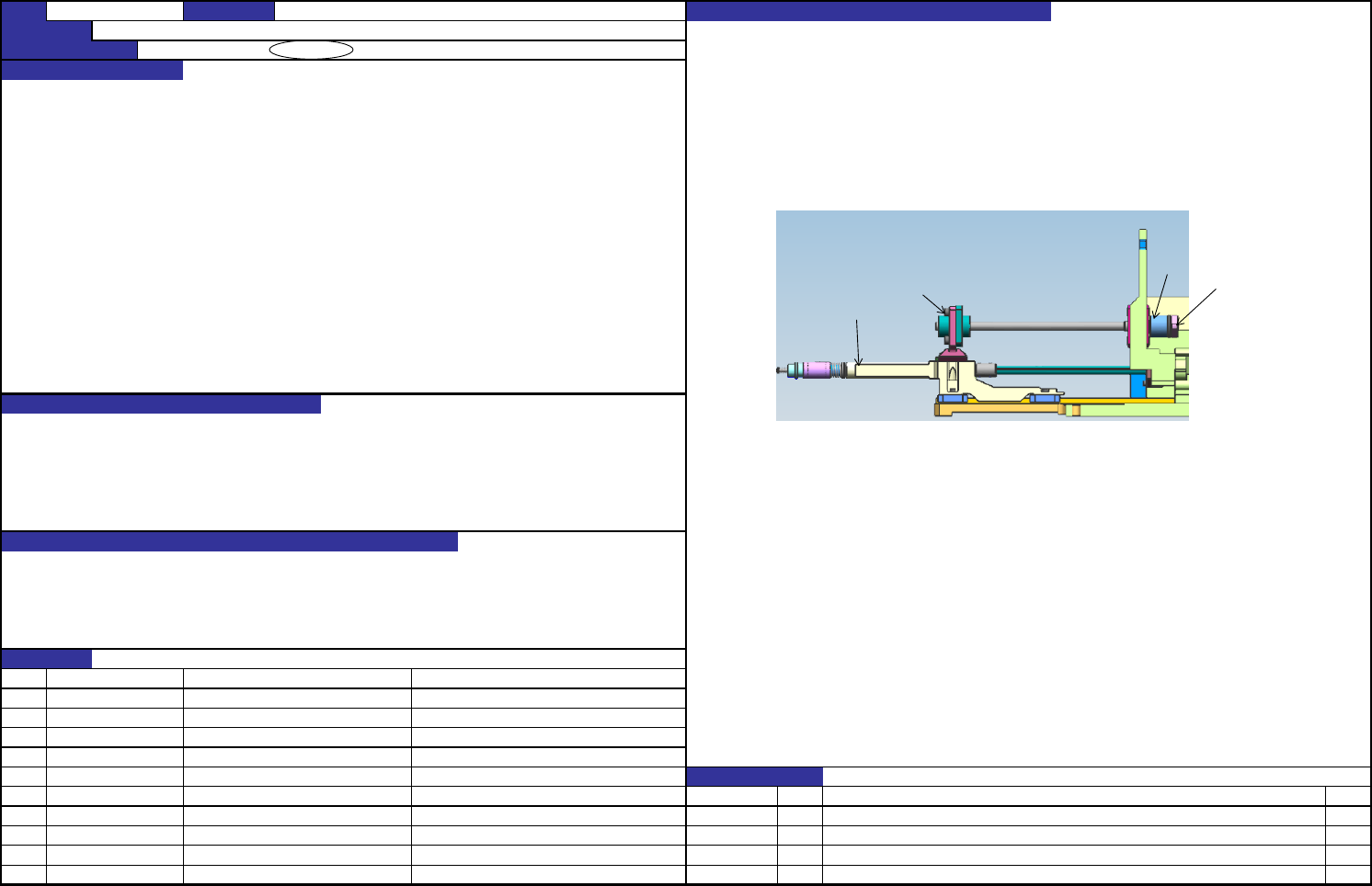
确认方法
应在下图的状态下以3N(0.3kgf)以下的力向左右移动。
(方法与以前的GX-6方式相同。)
应在右图的状态下以3N(0.3kgf)以下的力向左右移动。
调整方法
拧松螺丝,移动Z滑动支架,重新固定。
影响Z的稳定时间(稳定特定)。
元件吸附错误
LA测定异常
贴装精度不良
NO
①
②
③
④
⑤
⑥
NO. 担当人
⑦
⑧
⑨
⑩
内容
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
功能名称
Z轴负荷
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1
装置名称
贴装头
确认方法及调整方法(故障处理方法)
变更履历
日期
Z滑动支架
锁定螺母
Z皮带轮
螺丝
【 2 】- 8
QA表
机种
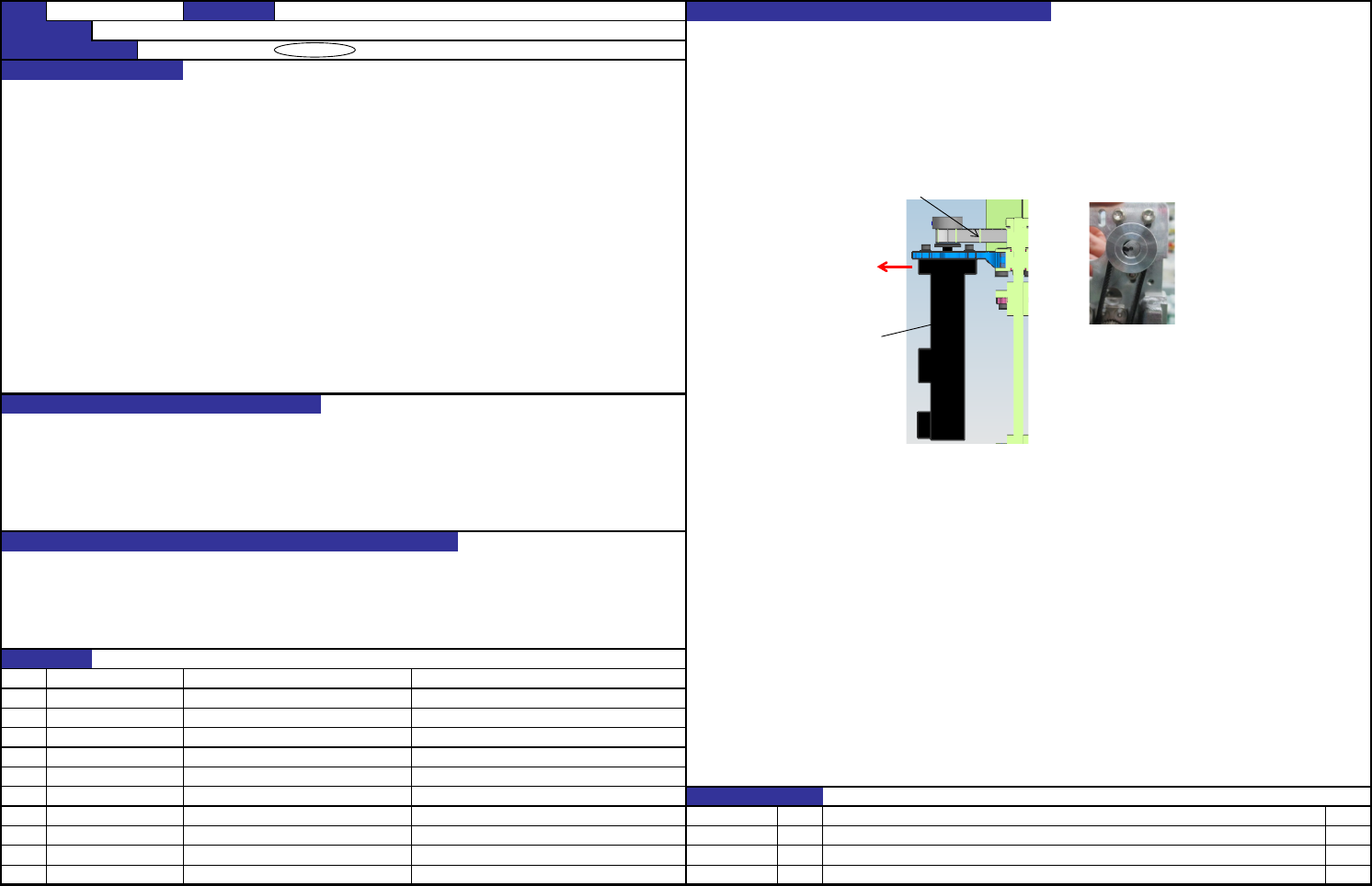
确认方法
以张力计测量同步皮带Z的张力。
调整方法
把同步皮带Z调整到适当张力。 使Z轴向上限限位移动。此时,电动机轴之记号的位置应是9点钟方向。
适宜张力 张力计设定值
10.5±1
Weight: 0.9 g/m
Width: 8.0 mm
Span: 45.0 mm
但是在厂区内再次实施张力调整时,也要调整到适宜张力值。
影响Z的稳定时间(稳定特性),大大影响贴装精度。
贴装精度恶化。
LA测定异常
NO
①
②
③
④
⑤
⑥
⑦
NO. 担当人
⑧
⑨
⑩
40134136
同步皮带Z(跑合运转后)
40136334
Z轴电动机
日期
内容
RS-1
装置名称
贴装头
确认方法及调整方法(故障处理方法)
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能名称
Z皮带张力
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
即使是在装配工厂环境里已调整到适宜张力的皮带,由于交货后的厂区环境(温度、湿度)、运行时间关系,张
力值也会发生偏差。为此,对在厂区内确认张力时的容许值设置如下。
厂区中确认张力的容许值 : 6.0~13.0 N
变更履历
Z电动机
同步皮带Z
9点钟