RS-1_QA表.pdf - 第53页
QA表 机种 1.IN/OUT传感器之X轴方向的位置在组装时要做到A尺寸符合规格值。 1.IN传感器位置 : 9.5mm±2mm 2.OUT传感器位置 : 9.5mm±2mm 3.传感器灵敏度 要能够测知放置在传送通道传感器上的黑色环氧树脂玻璃布基板(无光泽)。 1.IN电动机启动触发的发生时机(生产线上游的机器→本贴片机基板传送时) 调整基板宽度方向检测位置(应对异形基板) 2.OUT电动机停止信号的触发时机 调整基板宽度方向检测位置…
QA表
机种
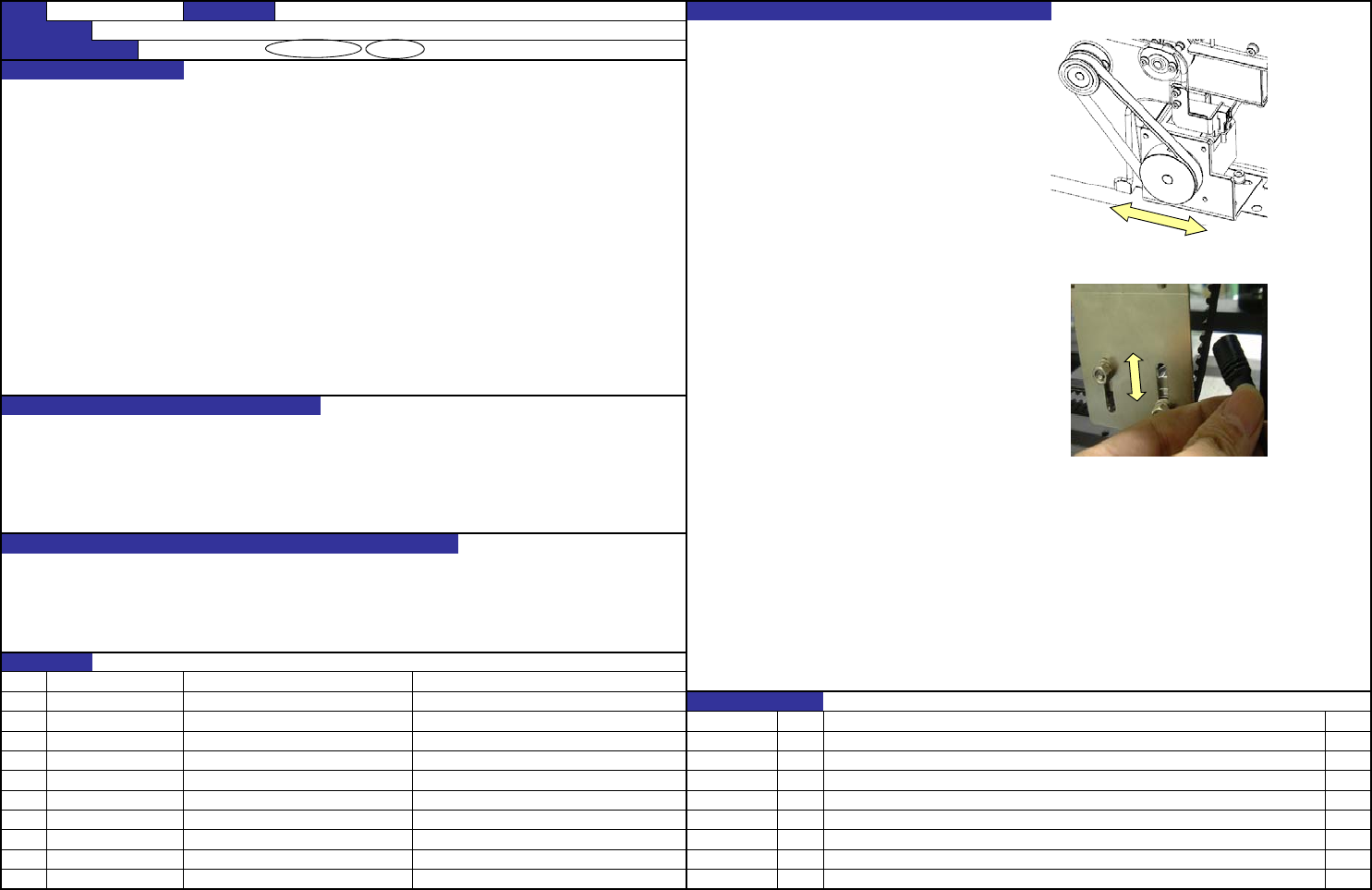
1.用UNITTA公司制造的声波式皮带张力计测定皮带中央部。
(Weight=002.1,Width=009.5,Span=0111)
1.AWC皮带的张力:25±2.5N 将电动机的安装位置向左右移动,调整到张力适宜。
2.同步皮带的张力:20~25.5N
2.同步皮带的张力调整
用UNITTA公司制造的声波式皮带张力计进行测定。
(Weight=004.0,Width=009.0,Span=0098)
改变皮带轮的位置进行调整。
使左右空转皮带轮的高度均等,注意不要与周围干渉。
1.连接AWC电动机与皮带轮的皮带有适宜张力
2.连接左右螺旋轴的同步皮带有适宜张力
1.同步皮带齿轮部磨损
2.同步皮带跳齿引起动作不良
3.发生故障騒音
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
功能名称 可动侧轨道的稳定(AWC电动机相关的调整)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 基板传送 确认方法及调整方法(故障处理方法)
对象元件
内容
E2160725000 AWC BELT(E)
变更履历
40199981 TIMING BELT_AWC
日期
有关质量特性
【 4 】- 7
QA表
机种
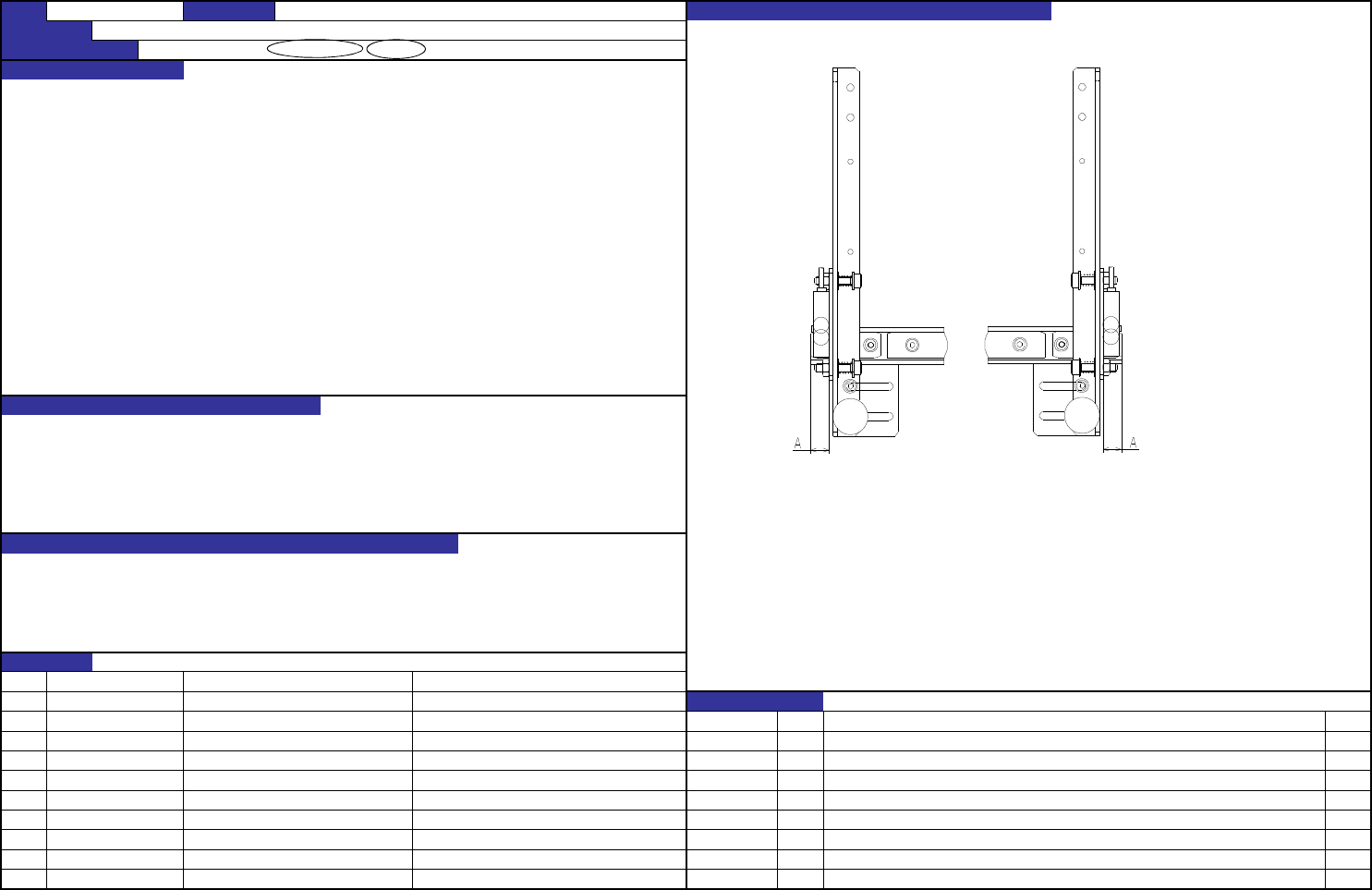
1.IN/OUT传感器之X轴方向的位置在组装时要做到A尺寸符合规格值。
1.IN传感器位置 : 9.5mm±2mm
2.OUT传感器位置 : 9.5mm±2mm
3.传感器灵敏度
要能够测知放置在传送通道传感器上的黑色环氧树脂玻璃布基板(无光泽)。
1.IN电动机启动触发的发生时机(生产线上游的机器→本贴片机基板传送时)
调整基板宽度方向检测位置(应对异形基板)
2.OUT电动机停止信号的触发时机
调整基板宽度方向检测位置(应对异形基板) 2.先将传感器的灵敏度调整旋钮逆时针转动一下,再慢慢地顺时针转动,当检测到指定的基板时即停止。
3.对基板颜色的应对
1.IN电动机启动滞后→増加传送需时
进来的基板在传送皮带上卡住,产生振动,贴装元件发生偏移。
2.停止得晚时:向生产线下游机器冒进
停止得早时:向生产线下游机器进给不足导致传送需时増加。如C・OUT和OUT传感器同时启动ON,会发生错误。
3.因颜色引起基板检测故障的发生。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1 装置名称 基板传送 确认方法及调整方法(故障处理方法)
预想故障(应规格调整值不良而发生的故障)
功能名称 传送基板位置的识别(IN・OUT传感器相关)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
货号 品名 有关质量特性
对象元件
内容
变更履历
日期
【 4 】- 8
QA表
机种
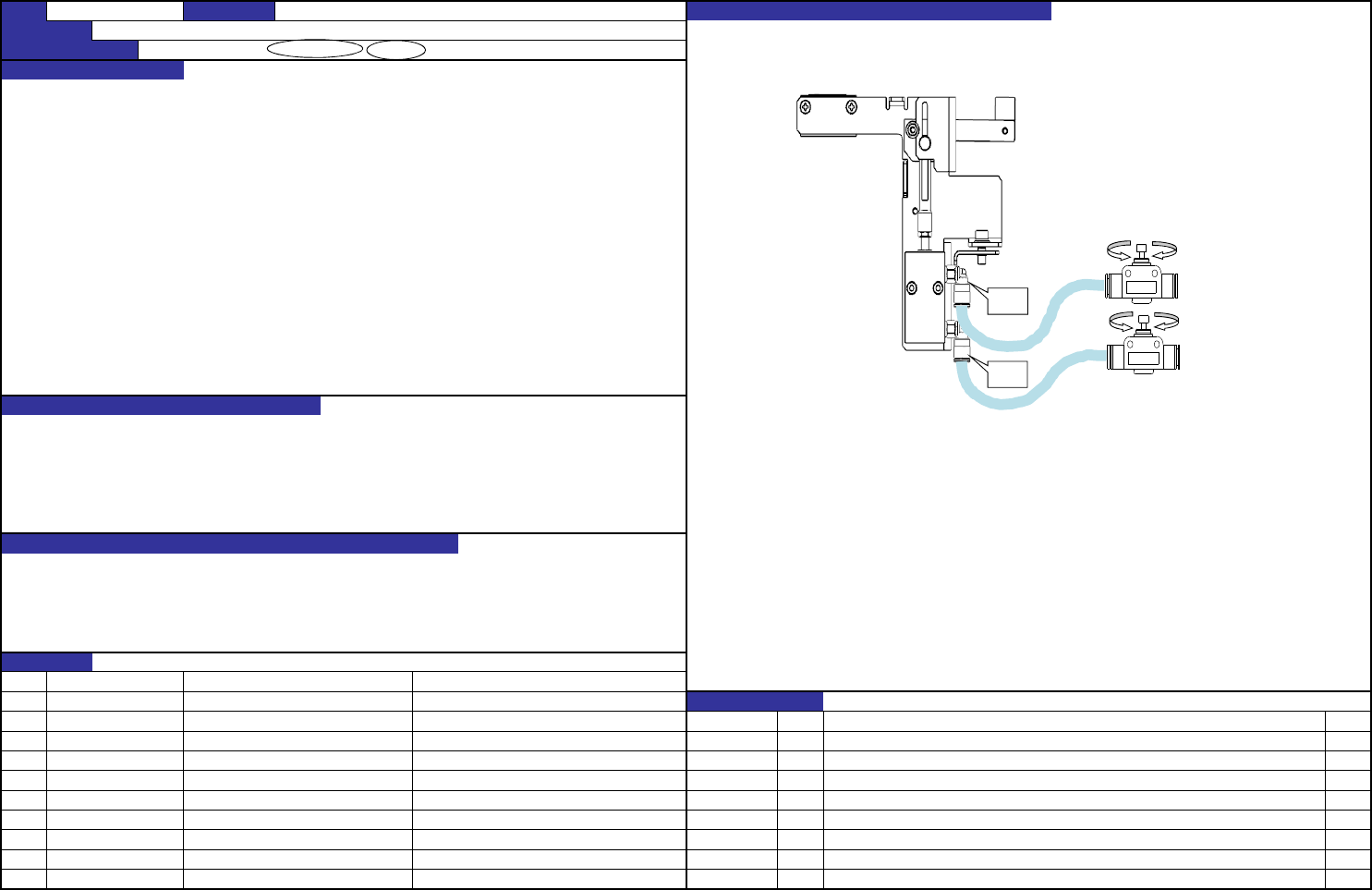
1.调整A侧的速度控制器时,先把螺丝旋紧到全闭,再倒转指定的圈数。
调整后用锁定螺母固定。
1.速度控制器开度:A侧 从全闭到打开2圈。
:B侧 从全闭到打开2圈。
2.限动器板的动作要平稳。
1.使基板限动器以合适的速度动作。 2.使空气开关ON/OFF,监察限动器板的行动。
2.保持基板限动器的动作速度。防止与其他元件发生干渉。 限动器板支点部分的粘结剂溢出、润滑脂不足。
要注意止动销之导向长孔部的卡顿等。
1.速度慢:基板到达限动器时动作不结束。
速度快:损坏限动器的托架等。可靠性降低。
2.限动器不移动到合适位置,贴片位置发生偏离。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
功能名称 X方向的基板定位(限动器相关)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 基板传送 确认方法及调整方法(故障处理方法)
对象元件
内容
变更履历
日期
货号 品名 有关质量特性
A侧
B侧
【 4 】- 9