RS-1_QA表.pdf - 第60页
QA表 机种 1.在贴装头部安装杠杆千分表,把治具放在下图所示圆记号附近,进行测定、调整。(3处)(XL为4处) 1.支撑台的上面平面度 0.02mm (注:因机器移动、设置等重新测量平面度时要在0.1mm以下) 1.让支撑台上下移动。 ※调节螺丝拧松后,球螺丝有可能脱落,作业时请注意。 2.生产基板的钳夹稳定 ※进行支撑台的平整度调整时,在台位于-27mm的状态下手动操作。 1.负荷增加,妨碍支撑台的上下移动。 发生异常声音 基板钳夹…
QA表
机种
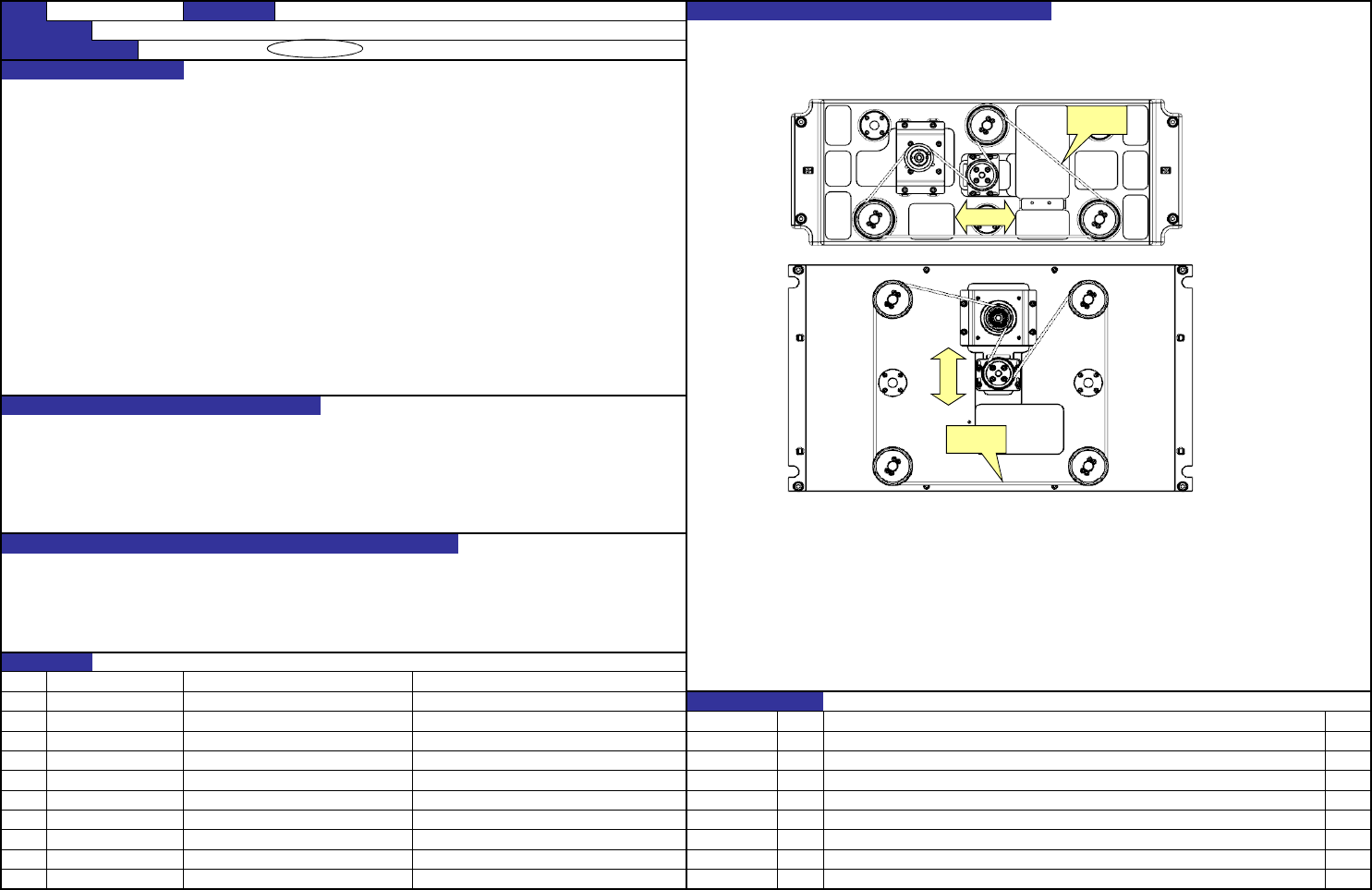
1.向音波式皮带张力计输入规定的数值,放到下列的位置进行测定。
调整时,请拧松编码器的固定螺丝,移动调整。
1.支撑台驱动用同步皮带张力: 45N±5N
Weight=002.5
Width=009.0
Span=0261
【XL】
Weight=002.5
Width=009.0
Span=0333 【XL】
1.传导BU马达的驱动力,让支撑台上下移动。
1.支撑台上下不动作。发生异常声音。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1 装置名称 基板传送 确认方法及调整方法(故障处理方法)
预想故障(应规格调整值不良而发生的故障)
功能名称 基板钳夹的稳定(支撑台的动作)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
BU_TIMING_BELT_XL
日期
货号 品名 有关质量特性
对象元件
内容
40071334 BU_TIMING_BELT
变更履历
40215088
測定位置
弱
強
測定位置
弱
強
【 4 】- 14
QA表
机种
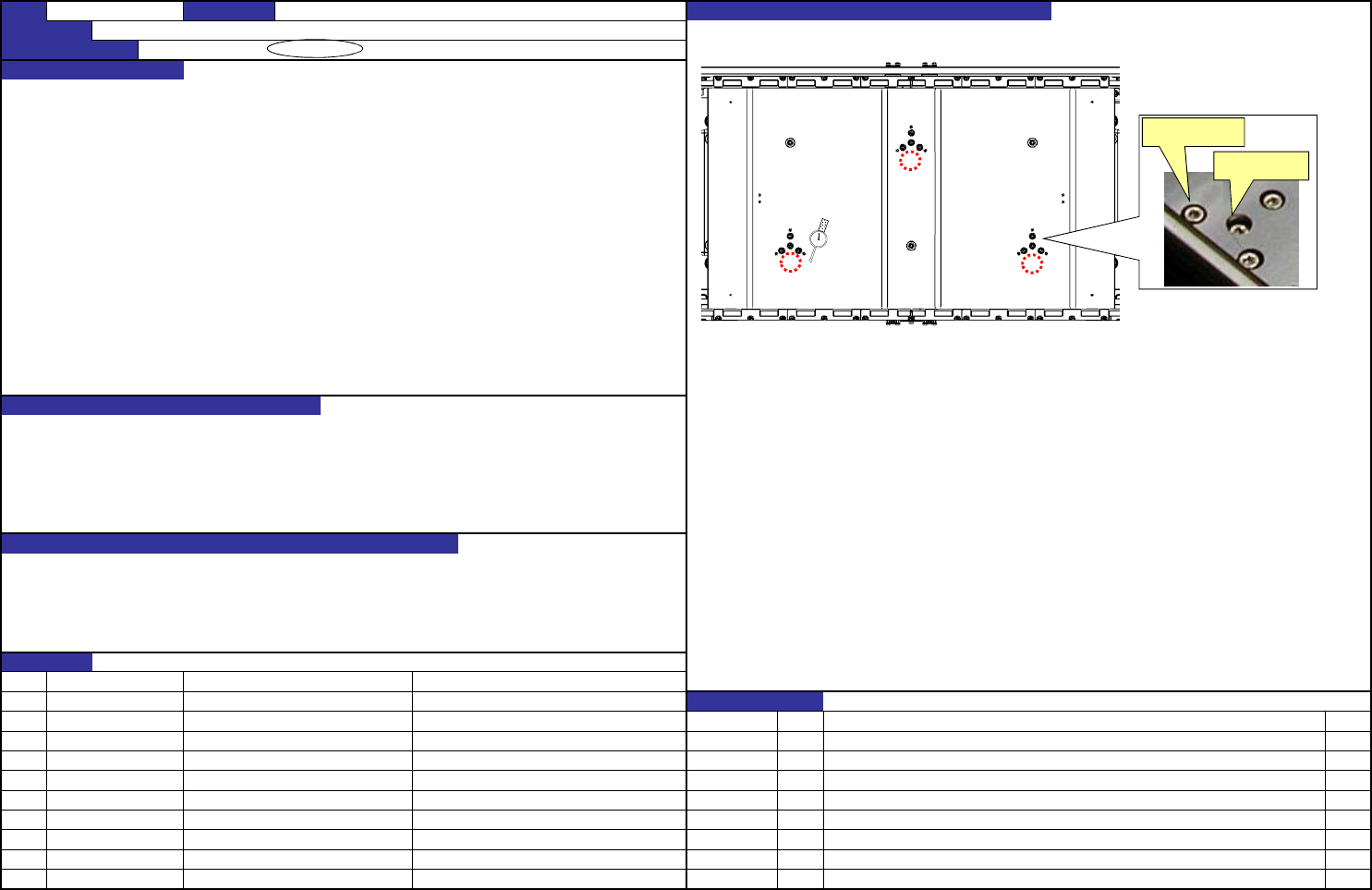
1.在贴装头部安装杠杆千分表,把治具放在下图所示圆记号附近,进行测定、调整。(3处)(XL为4处)
1.支撑台的上面平面度
0.02mm (注:因机器移动、设置等重新测量平面度时要在0.1mm以下)
1.让支撑台上下移动。 ※调节螺丝拧松后,球螺丝有可能脱落,作业时请注意。
2.生产基板的钳夹稳定 ※进行支撑台的平整度调整时,在台位于-27mm的状态下手动操作。
1.负荷增加,妨碍支撑台的上下移动。
发生异常声音
基板钳夹不稳定(根据位置)。
2.基板钳夹尺寸不同情况不同。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 基板钳夹的稳定(支撑台的平面)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
松开固定螺丝,转动中央的调节
螺丝调整高度。
固定螺丝(3处)
调节螺丝(3处)
【 4 】- 15
QA表
机种
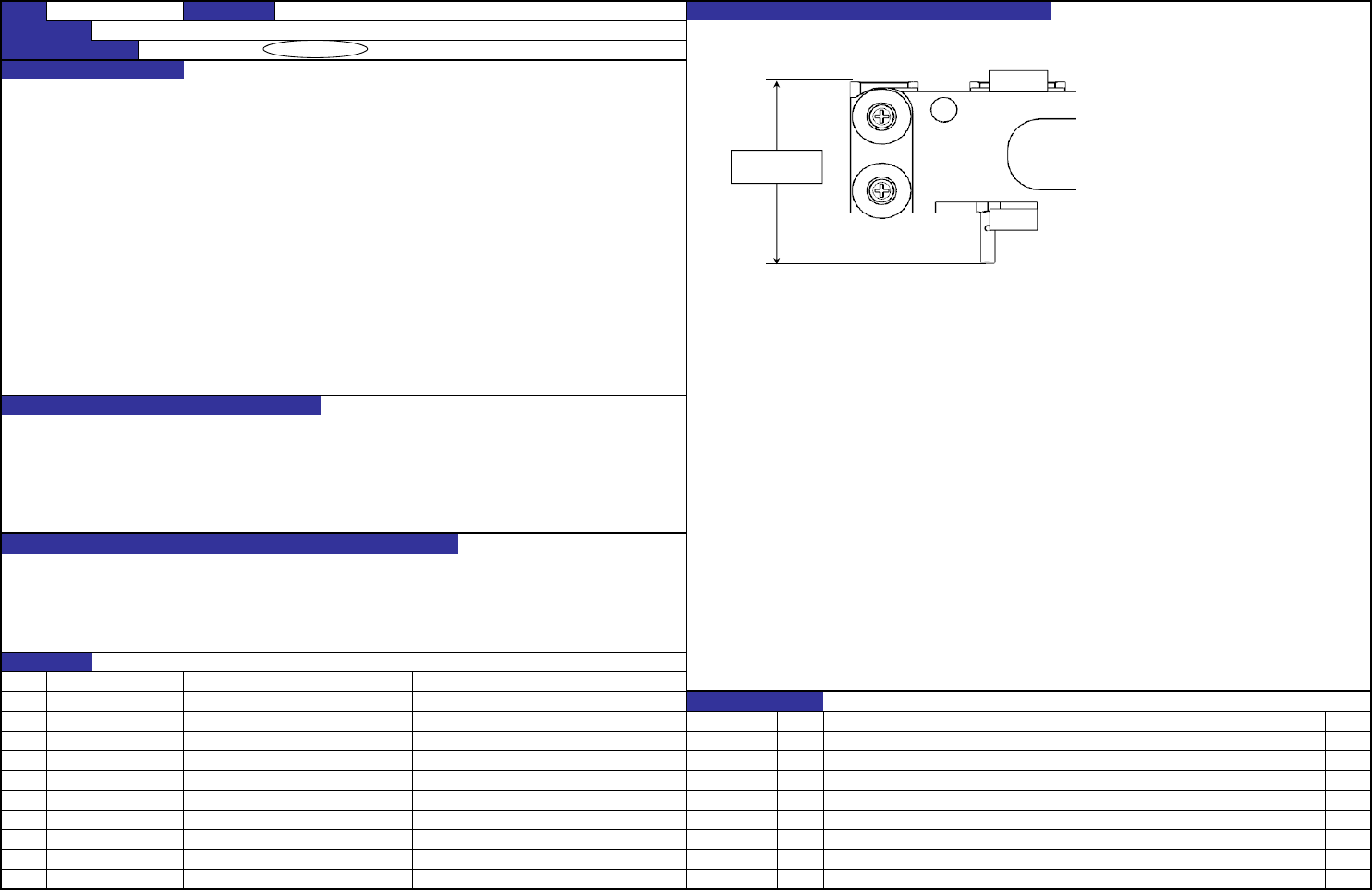
1. 用MS参数:支撑台偏移来调整夹紧轴的凸量。
1.传送轨道CA、CB到夹紧轴的凸量
从传送轨道CA、CB的PWB内侧安装面到夹紧轴前端的距离: 59.0(+0.5/0)mm
2.传送高度偏差调整时的传送轨道CA、CB两端的松动: 0.5mm以内
2. 使传送宽度成为370mm,通过支撑台偏移实施调整。
※请按照下一页的支撑台调整操作顺序进行调整。
1.基板钳夹的前后左右压入量的调整
2.与「1」相同。
1.基板四角的钳夹量(压入量)不一致。
钳夹好的部位→发生松动贴装不稳定。 钳夹强→钳夹压力集中,有损坏基板等危险。
如达规格值以下,有支承销刺破基板的可能。
2.与「1」相同。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 基板夹紧的稳定(上限高度的设定)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40183077 CLAMP_SHAFT
变更履历
NM6040001SC NUT M4X0.7 TYPE1
日期 内容
59.0(+0.5/0)
钳夹轴
传送轨道
【 4 】- 16