RS-1_QA表.pdf - 第68页
QA表 机种 ・ ATC本体与X轴的平行度 ・・・ ±0.05 mm ・ CAL板与X轴的平行度 ・・・ ±0.1 mm 为了使校准块第1标记与第2标记的位置关系不要大偏离。 对第2标记进行识别时标记不往中心去。 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ ・ 首先,为了达到ATC本体的平行度,在16号、30号插入偏差调整治具,用固定在贴装头上的杠杆千分表接触治具 圆柱面,调整到平行度为±0.05mm,再把ATC底座固…
QA表
机种
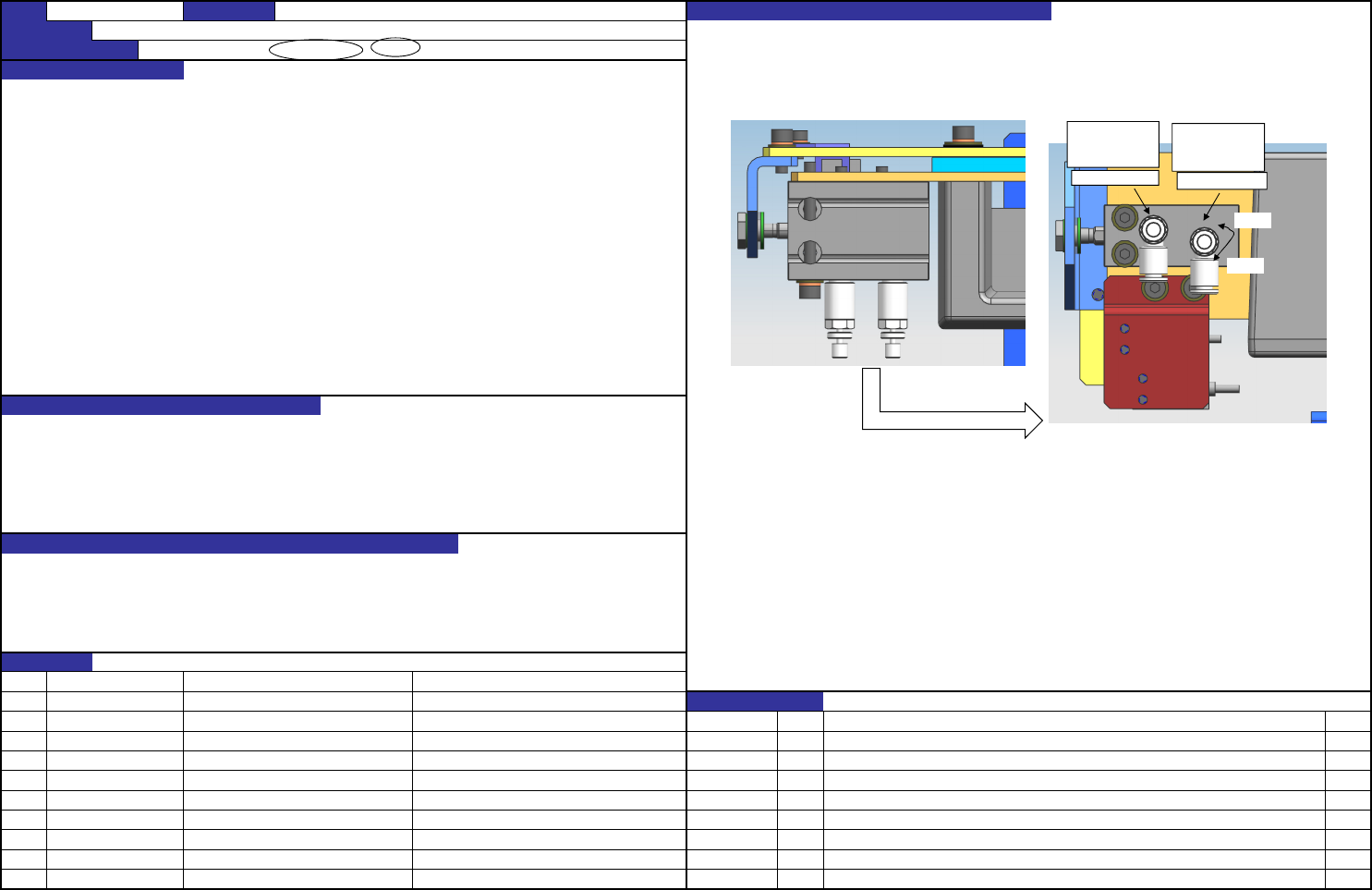
・转动速度控制器旋钮,把滑板的开闭时间调整成规格值。
(把旋钮从全闭转3圈)
・调整后固定旋钮。
・滑三板开闭时间・・・80±5msec
・滑板移动时间超过规定
・吸嘴更换错误
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
PC010508000 速度控制器
变更履历
日期
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能名称 速度控制器调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 ATC 确认方法及调整方法(故障处理方法)
调整CLOSE时间用
调整OPEN时间用
速(開)
遅(閉)
PC01058000
速度控制器
(出口节流)
PC01058000
速度控制器
(出口节流)
【 5 】- 2
QA表
机种
・ATC本体与X轴的平行度・・・±0.05 mm
・CAL板与X轴的平行度・・・±0.1 mm
为了使校准块第1标记与第2标记的位置关系不要大偏离。
对第2标记进行识别时标记不往中心去。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
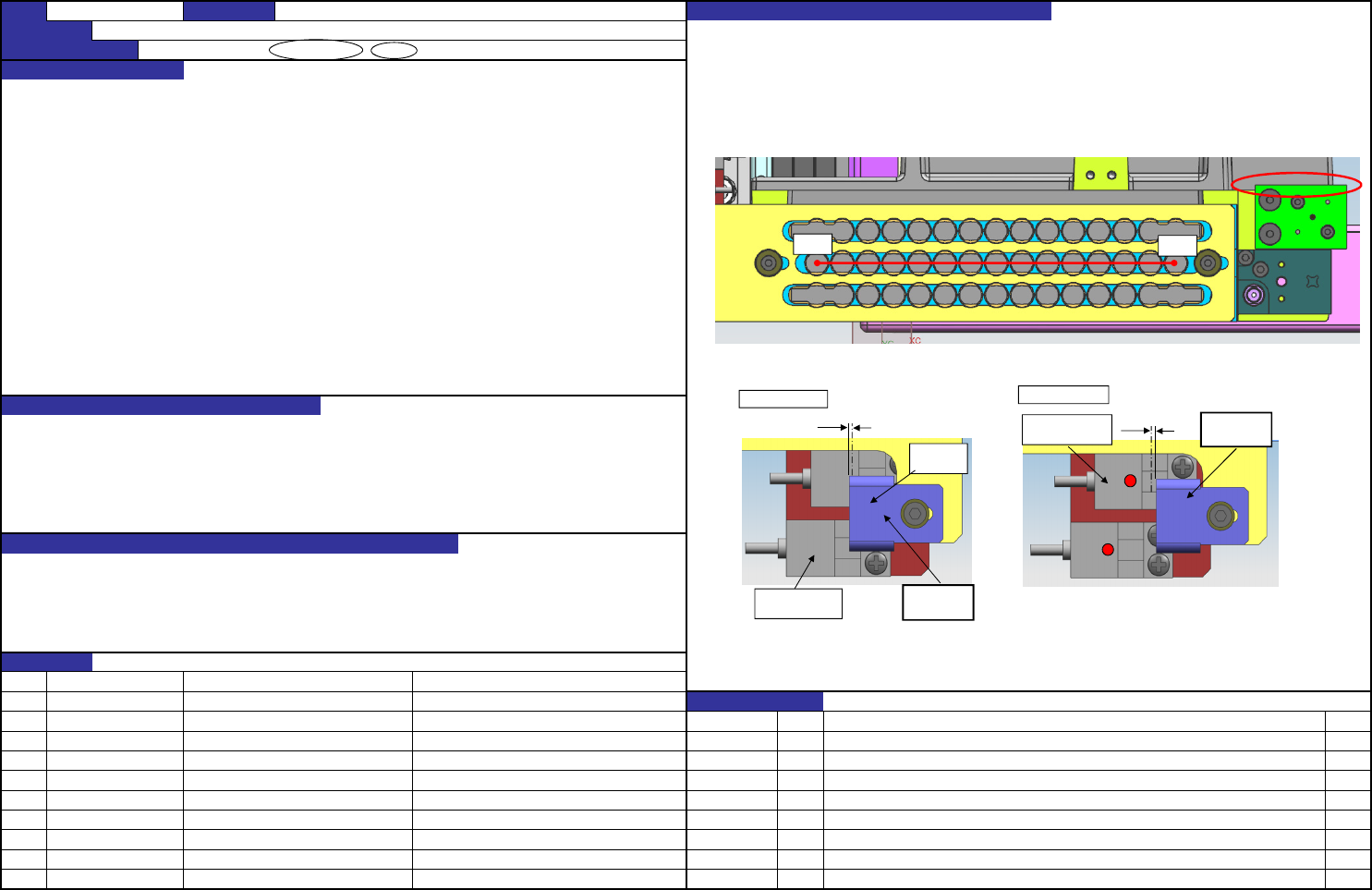
・首先,为了达到ATC本体的平行度,在16号、30号插入偏差调整治具,用固定在贴装头上的杠杆千分表接触治具
圆柱面,调整到平行度为±0.05mm,再把ATC底座固定到底座桥架上。
・接着将固定在贴装头上的杠杆千分表接触CAL板的端面(下图),调整CAL板使其平行度达到±0.1mm,再用M5×
14埋头螺钉予以固定。
内容
变更履历
日期
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能名称 ATC、CAL板的位置调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 ATC 确认方法及调整方法(故障处理方法)
滑板为OPEN时
LED熄灭之后
再向左1mm
40045502
ATC OPEN传感器
1
40045978
传感器DOG
滑板为CLOSE时
LED亮灯之后
再向右1mm
40045503
ATC CLOSE传感器
1
16
30
【 5 】- 3
【 5 】- 4
QA表
机种
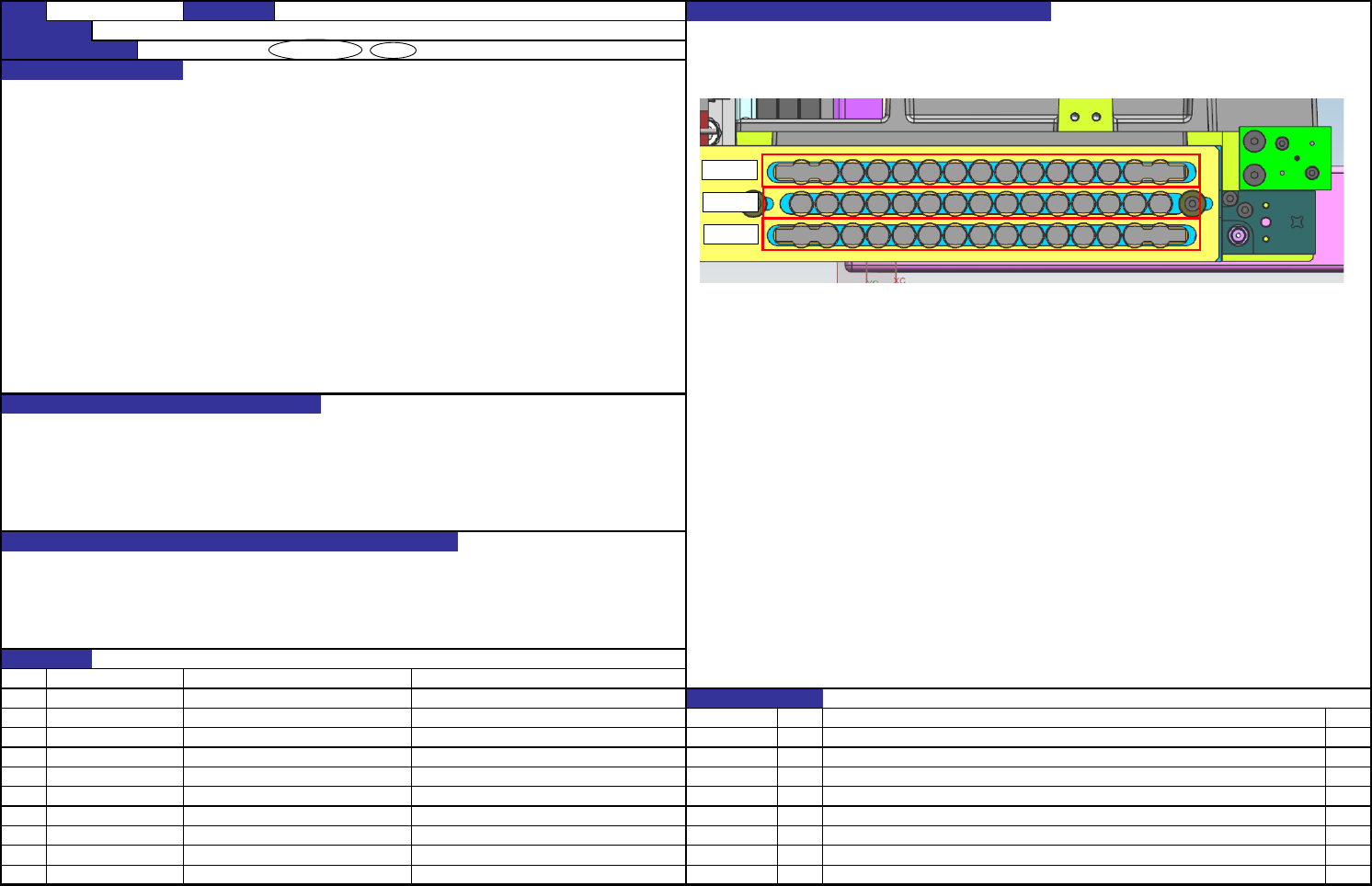
・根据MS参数中的ATC偏差取得偏差值,确认每一列的差。
・ATC偏差(组装位置)…同列内的差在0.1 mm以内
防止吸嘴凸缘碎裂。
对同时更换吸嘴的可靠性产生很大影响。
吸嘴凸缘碎裂。
不能同时更换吸嘴。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
货号
品名
有关质量特性
变更履历
RS-1
装置名称
ATC
确认方法及调整方法(故障处理方法)
功能名称
ATC偏差
质量保证类别
功能・ 安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
日期
内容
1-15
16-30
31-45