RS-1_QA表.pdf - 第80页
QA表 机种 根据MS参数中的VCS复合识别偏差来取得偏差,调整到成为规格值。 ・ 复合识别偏差 1,5贴装头: X +18.0 ± 0.5mm Y 0 ± 0.5mm 2,6贴装头: X + 6.0 ± 0.5mm Y 0 ± 0.5mm 3,7贴装头: X - 6.0 ± 0.5mm Y 0 ± 0.5mm 4,8贴装头: X -18.0 ± 0.5mm Y 0 ± 0.5mm 用于复合识别的识别偏差(照相机中心与各轴测定位置的偏移…
QA表
机种
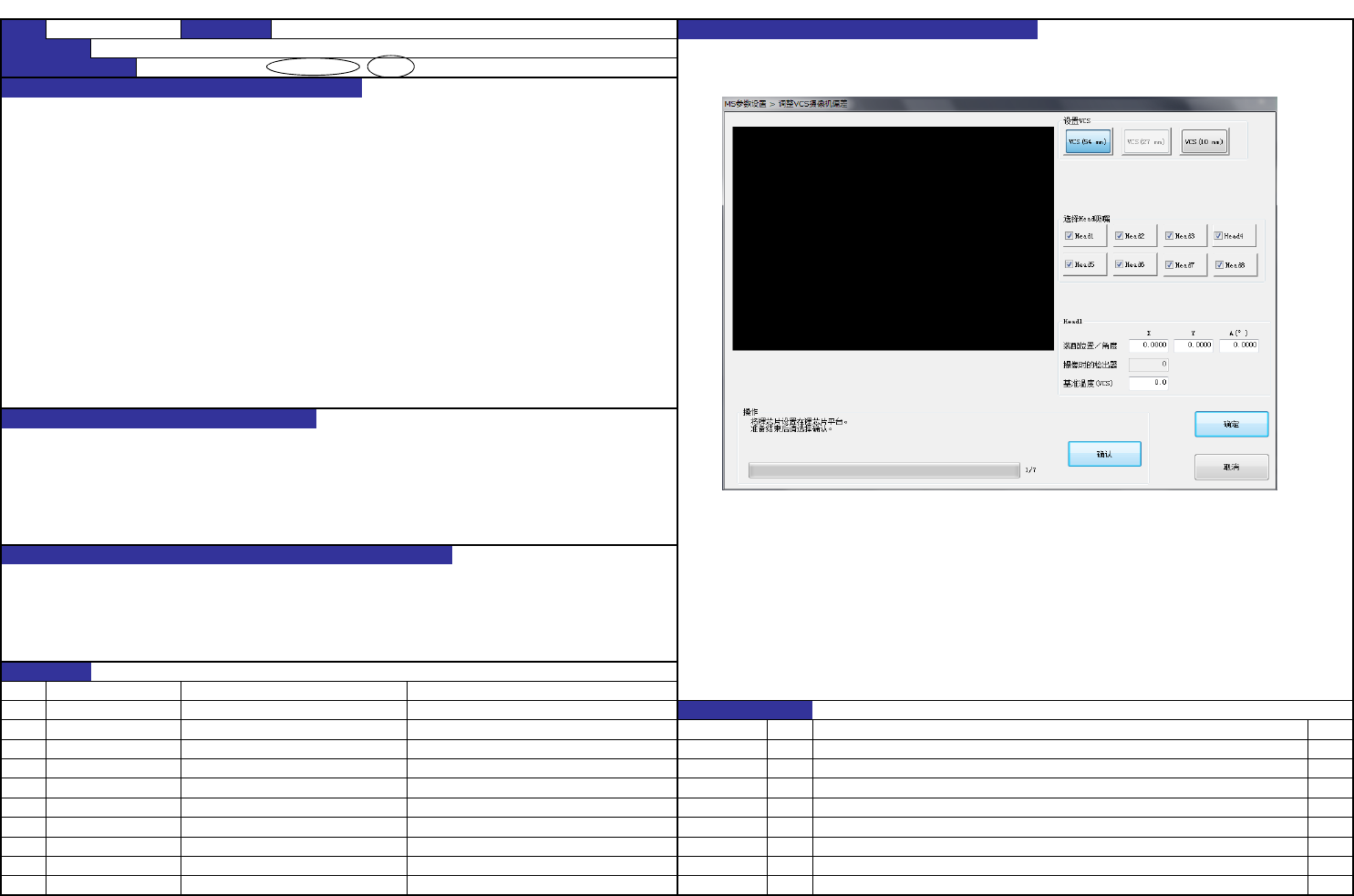
根据MS参数中的VCS照相机偏差来取得偏差,调整到成为规格值。
・VCS摄像机偏差(组装位置XY) ±3 mm
・VCS摄像机偏差(组装角度) ±0.5°
VCS摄像机对X、Y轴的组装角度、组装位置
组装位置:发生图像识别错误 (被识别元件不进入识别范围)
组装角度:贴片精度不良
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
变更履历
日期
预想故障(应规格调整值不良而发生的故障)
功能名称 VCS摄像机偏差
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和调整方法(故障处理方法)
功能作用(规格调整值的意义)
对象元件
货号 品名 有关质量特性
RS-1 装置名称 VCS 确认方法及调整方法(故障处理方法)
【 6 】- 8
QA表
机种
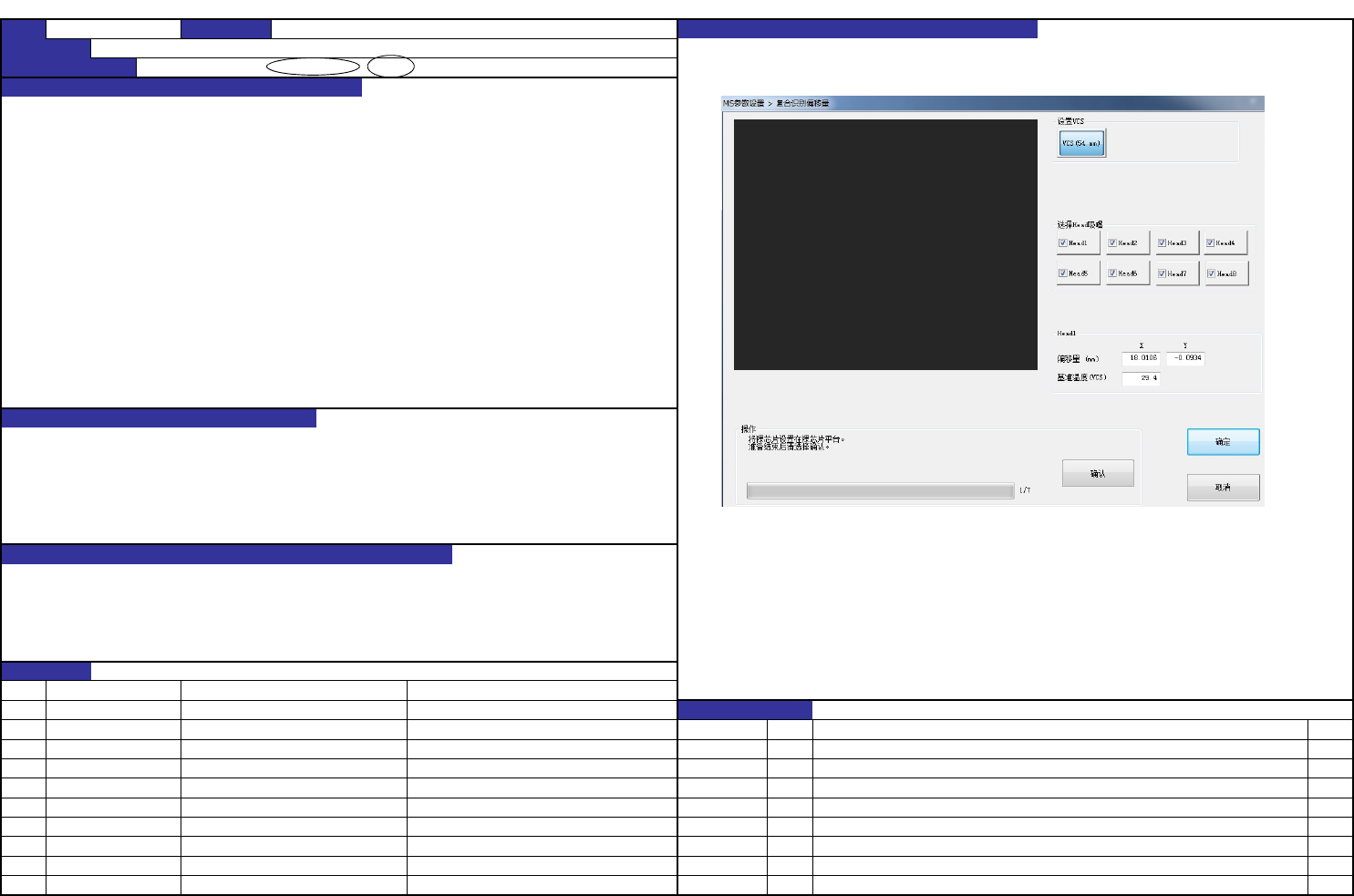
根据MS参数中的VCS复合识别偏差来取得偏差,调整到成为规格值。
・复合识别偏差
1,5贴装头: X +18.0 ± 0.5mm Y 0 ± 0.5mm
2,6贴装头: X + 6.0 ± 0.5mm Y 0 ± 0.5mm
3,7贴装头: X - 6.0 ± 0.5mm Y 0 ± 0.5mm
4,8贴装头: X -18.0 ± 0.5mm Y 0 ± 0.5mm
用于复合识别的识别偏差(照相机中心与各轴测定位置的偏移量)
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1 装置名称 VCS 确认方法及调整方法(故障处理方法)
功能名称 VCS复合识别偏差
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和调整方法(故障处理方法)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
变更履历
日期 内容
对象元件
货号 品名 有关质量特性
【 6 】- 9
QA表
机种
利用VCS焦点调整治具的调整方法
① 在图像电路板电源OFF的状态下,用摄像机电缆连接摄像机和图像电路板。
・VCS焦点调整值
② 用视频电缆连接监视器和图像电路板。
③ 将摄像机和对焦目标设置在治具上,使图像成为竖条纹。
最大值 调整值 ④ 将照明、图像电路板、控制电脑、监视器的电源置于ON。
⑤ 在控制电脑上启动Cmdcom32,开始焦点值的输出。
54mm VCS 4000以上 各最大值的95%以上 (操作的详细说明请参照Cmdcom32.exe操作顺序书)
⑥ 检查监视器的图像,确认窗口内的测定区域内没有纯白色的部分。
27mm VCS 2200以上 各最大值的95%以上 (根据需要调整照明的亮度或位置,使能看清竖条纹。)
⑦ 松开镜头的螺丝,将镜头的对焦环旋转90°以上,调查焦点值的最大值。
10mm VCS 200以上 各最大值的95%以上 ⑧ 以最大值的位置为中心,左右旋转对焦环,确认可到最大值的一半左右。
⑨ 在焦点值达最大值的位置上旋紧镜头的螺丝,固定对焦环。
⑩ 旋紧螺丝后,焦点值应是旋紧螺丝前之最大值的95%以上。
并且,确认是左面的规格值范围。(根据需要从新调整对焦环的位置。)
⑪ 将照明、图像电路板、控制电脑、监视器的电源置于OFF,再卸下摄像机。
VCS摄像机焦点良好
小间距元件时会发生识别错误。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
40133149 VCS摄像机
40109807 ST镜头
变更履历
40109808 OP镜头
日期
预想故障(应规格调整值不良而发生的故障)
功能名称 VCS焦点调整(组装)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和调整方法(故障处理方法)
功能作用(规格调整值的意义)
对象元件
货号 品名 有关质量特性
RS-1 装置名称 VCS 确认方法及调整方法(故障处理方法)
【 6 】- 10