ED-7306_E.pdf - 第12页
JEITA ED-7306 - 10 - Explanation This part of the document is not a specification but is intended for the ex planation of the specification and related issues. 1. Purpose of the establishment In an environment marked by …
JEITA ED-7306
- 9 -
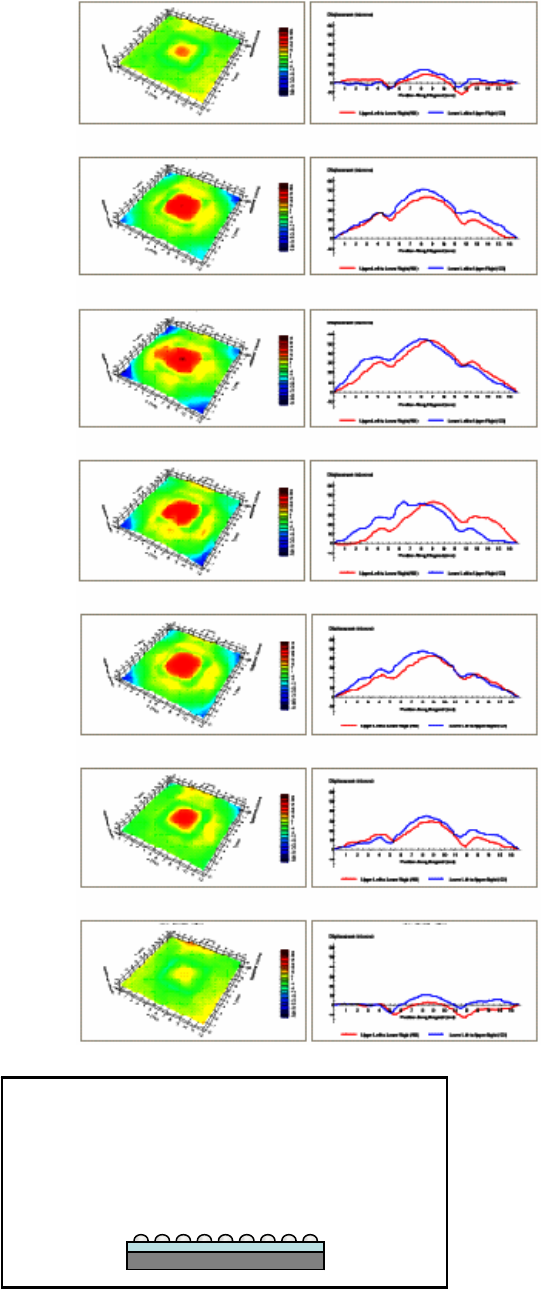
Fig. 8 Recommended datasheet
NOTE: The signs in the 3D plots and in the
diagonal profile are opposite from the
package warpage sign due to the dead
bug position in the measurement.
(150°C)
(Preheat temperature)
(For reference)
220°C
Melting point
260°C
Peak temperature
220°C
Solidification point
(150°C)
(Tg of PWB)
(For reference)
Room temperature
Room temperature
JEITA ED-7306
- 10 -
Explanation
This part of the document is not a specification but is intended for the explanation of the specification and
related issues.
1. Purpose of the establishment
In an environment marked by the higher-speed and miniaturizing trend of the electronic products, BGA
packages have been used in most of the electronic products thanks to the advantages of higher pin count
and compact body size features. Along with high volume usage of the BGA packages, analysis data of
soldering failures have accumulated and the package warpage at elevated temperature has been gaining
attention as a cause of these failures. This phenomenon is that the package warps during the rising
temperature of the reflow process and solder joints fail in an open or short mode, even if the package meets
the coplanarity requirement at room temperature.
Migration to thinner package body, finer pitch balls, and lead-free material has increased package warpage
during the reflow process and raised problems of open solder joints or solder bridges between balls. It is
known that the more a package is moisturized, the more the package warps. The Subcommittee reached
an agreement that the semiconductor suppliers shall specify the maximum permissible package warpages
at elevated temperature. It is similar to the package delamination specification at reflow stress. This
specification aimed at agreement of the common terms, unification of measurement methods, and
establishment of the criteria.
2. History of deliberation
In a past TSC had focused on the standardization of the dimensions of packages. The recent expansion of
the mission to the field of the package reliability has triggered the standardization activity on the package
warpage at elevated temperature, which has been requested by customers.
The standardization task force on the measurement method of the package warpage at elevated
temperature was formed on Jun. 23, 2005. The activity plan was to establish the standard of the package
warpage measurement by Apr. 2006 as phase 1 and the criteria of warpage by Dec. 2006 as phase 2. The
deliberation started from listing the factors that may affect the measurement methods and gathering
experimental data from the task force members. After the evaluation of the seriousness of the factors, the
specification was drafted. On the way of deliberation, the task force was informed the publication of “High
temperature package warpage measurement methodology”, JESD22B112, on Aug. 2005. The task force
discussed the measurement method based on this specification with the basic policy of maintaining
international harmonization.
JEITA ED-7306
- 11 -
3. Brief contents of deliberations
3.1 Measurement methods of the package warpage at elevated temperature
The task force reached an agreement on the following facts after reviewing the experimental data from
member companies:
- The absorption of moisture increases the magnitude of the warpage.
- There is stronger correlation of the magnitude of the warpage with the temperature rather than the
temperature profile including duration of heat stress or temperature ramp rate. Also if the temperature
profile in the measurement simulates the reflow temperature profile forcibly, high temperature ramp rate
may cause temperature overshoot or larger temperature difference between the top and bottom sides of
the package, which makes the measurement inconsistent. Therefore, the approximation of the
temperature profile to the reflow condition is not a high priority.
- The warpage data of remeasurement are usually consistent, but some reports claimed poor
reproducibility in remeasurement. Therefore, the repetition of the measurement cycles to the same
sample is not recommended.
- Warpage data measured by the shadow moiré method agreed with those measured by the laser
reflection method as far as the measuring zone was the same.
- It was confirmed that zero to five hours in waiting time after pretreatment until measurement did not
show any difference in measurements.
Based on these agreements in facts, the measurement methods and conditions of package warpage at
elevated temperature were specified.
3.2 Maximum permissible package warpage at elevated temperature
This specification was initially drafted as a standard of the measurement method of the package warpage,
and their criteria were planned to be specified in each package design guide. However, the Subcommittee
decided to specify the maximum permissible package warpage of BGA, FBGA, and FLGA in this
specification. It is because the comprehensive specification provides the overall explanations for the budget
allocation of the maximum relative displacement and well-aligned criteria by ball pitch.
For stackable packages, the premise of the budget allocation, 80 % of the maximum relative displacement
to package and 20 % to PWB, is not valid; therefore, they are out of the scope in this specification.
The task force drafted the specification based on the theoretical approach to the mechanisms of open
solder joints and solder bridges, as well as the experimental approach to those through soldering the
artificially warped package. Maximum permissible package warpage of BGA is given 80 % of the maximum
relative displacement that does not cause open solder joints or solder bridges. The other 20 % of the
displacement is reserved for a tolerance of the PWB warpage and the fluctuation of the paste thickness.
On the other hand, the maximum permissible package warpage of FLGA is defined to be 100 % of the
maximum relative displacement. It is defined to be the height of the molten solder paste, which does not
cause open-solder joints. Any tolerance is reserved for the warpage of PWB because the maximum
permissible warpage is already very close to the coplanarity requirements. It implies how difficult mounting
FLGA is. There are some means to generate some extra tolerance to allow some PWB warpage, such as
thick pre-coated terminals to reserve some collapse height of FLGA during reflow.
This specification does not refer to such an extent.