ED-7306_E.pdf - 第8页
JEITA ED-7306 - 6 - 5.2.2 The temperatures for measurements are - room temperature, - melting point, - peak tempe rature, - solidification point, and - room temperature after cool down. The melting point and the solidifi…
JEITA ED-7306
- 5 -
4. Sample
4.1 Sample size
At least three samples are required for each measurement condition.
4.2 Solder ball removal
If the measurement method of the package warpage requires the elimination of the solder balls from a
package, it is recommended to use mechanical removal rather than hot reflow. If the samples are prepared
without solder balls for the convenience of the measurement, the package shall be subjected to the thermal
history of the solder ball attachment process.
4.3 Pretreatment conditions
The bake and moisture soak conditions shall conform to the moisture sensitivity level specified in TEST
METHOD 301B, JEITA ED-4701/300. The peak temperature of the package warpage measurement shall
meet the specification of the product.
4.4 Maximum time after pretreatment until measurement
It is recommended to measure the warpage no longer than 5 hours after the pretreatment.
4.5 Repetition of the reflow cycles for the sample
The same sample shall not be subjected to the repetition of the reflow cycles. The sample can be subjected
to more than one cycle of reflow for remeasurement, only if reproducibility of test data was verified prior to
the test.
5. Measurement
5.1 General description
The package warpage is measured by “shadow moiré method” or “laser reflection method”.
Samples are subjected to heating and cooling while measuring the package warpage at the temperatures
specified in 5.2. The measurement points shall not be on the crown of solder balls but on the substrate
surface of the package. Only when the behavior of the top surface of the package (mostly marking surface)
is verified to coincide with that of the substrate surface, the measurement on the top surface is allowed.
5.2 Temperature profile and the temperatures for measurements
5.2.1 The temperature profile for the warpage measurement does not necessarily simulate that for
production. Higher priorities are placed on
- maintaining the temperature constant during the measurement,
- never exposing the samples more than necessary duration at high temperature. Samples shall be
proceeded to the next measurement as soon as possible,
- avoiding a temperature surge to prevent the overshoot, and
- minimizing the temperature difference between the top and bottom surfaces.
JEITA ED-7306
- 6 -
5.2.2 The temperatures for measurements are
- room temperature,
- melting point,
- peak temperature,
- solidification point, and
- room temperature after cool down.
The melting point and the solidification point are 220°C for Sn-3.0Ag-0.5Cu solder as a reference. Other
solder composites may take different temperatures. The peak temperature basically conforms to the
package classifications specified in TEST METHOD 301B, JEITA ED-4701/300, but to be exact, it shall
follow the supplier’s recommended max temperature.
5.2.3 It is recommended that a thermocouple of gauge 30 (φ0.25 mm) or flat tip type be used.
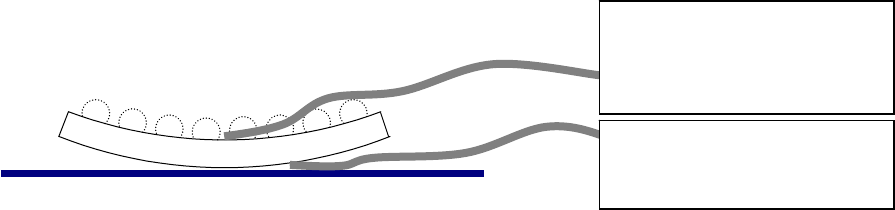
5.2.4 The thermocouple is attached on the center of the package body using either thermally conductive
epoxy or heat-resistant polyimide tape. When polyimide tape is used, thermally conductive sheet shall
be applied between the thermocouple bead and the package surface to enhance thermal conductivity
as a thermal interface material.
5.2.5 When a measuring instrument is being set up, the temperature of the molded side of the package
facing a heater is also measured. The temperature difference from the substrate surface shall
preferably be less than 10°C by adjusting the heating mechanism and the temperature profile.
Fig. 6 Thermocouple placement
5.3 Measurement method
5.3.1 Shadow moiré method
Solder balls shall be removed prior to the measurement on the substrate surface. Measurements are
conducted by placing the grating (low CTE glass with transparent and opaque stripes) parallel to the
sample. Then, the projection of light beam at an angle of approximately 45° through the grating produces
the stripe pattern on the sample. Observation of the stripe pattern through the grating results in the moiré
fringe pattern (geometric interference pattern). Image processing and the analysis of the patterns provide
the displacement from planarity over the substrate surface. The instrument is capable of setting the
measuring zone and measuring the warpage at elevated temperatures including the peak temperature.
Heater side
Package
Thermocouple on the substrate
side for temperature profile
control (warpage measurement
side)
Thermocouple on the molded
side for one time adjustment of
the temperature difference
JEITA ED-7306
- 7 -
5.3.2 Laser reflection method
Solder balls shall be removed when the solder ball pitch is not large enough for laser beam to measure the
warpage on the substrate surface. Samples are placed on the measurement table. The displacement from
the flatness is measured by the laser displacement sensor. The warpage is generally measured by
scanning the laser beam over the terminal lands or between balls throughout the measuring zone. The grid
pitch of the measurement points is preferably less than the solder ball pitch. The instrument is capable of
setting the measuring zone and measuring the warpage at elevated temperatures including the peak
temperature.
5.3.3 Data analysis (Data table, Diagonal scan graph, 3D plot graph)
The magnitude of the warpage is obtained from the data table of the measurements or 3D plot graph
(warpage distribution diagram over the measuring zone). Then the sign of the warpage (warpage direction)
is determined from the diagonal scan graph and precedes the value.
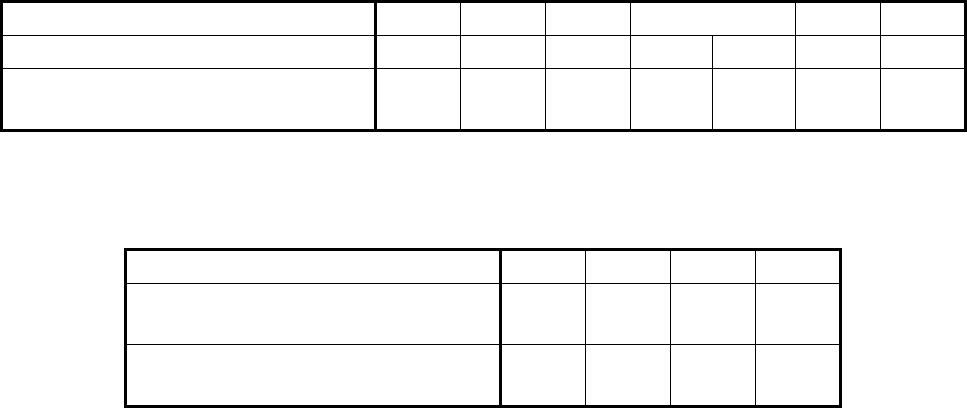
6. Maximum permissible package warpage at elevated temperature
The criteria of the maximum permissible package warpages for BGA and FBGA are specified in Table 1,
and those for FLGA are specified in Table 2.
Table 1 Maximum permissible package warpages for BGA and FBGA
Unit: mm
Solder ball pitch 0.4 0.5 0.65 0.8 1.0 1.27
Condition of ball height 0.20 0.25 0.33 0.35 0.40 0.50 0.60
Maximum permissible package warpage
(Absolute value)
0.10 0.11 0.14 0.17 0.17 0.22 0.25
Table 2 Maximum permissible package warpages for FLGA
Unit: mm
Land pitch 0.4 0.5 0.65 0.8
Condition of thickness of molten solder
paste
0.08 0.10 0.11 0.13
Maximum permissible package warpage
(Absolute value)
0.08 0.10 0.11 0.13