00195747-01_UM_D1_D2_SR605_CZ.pdf - 第25页
Návod k obsluze SIPLACE D1/D2 1 Úvod Od verze software SR.605.xx Vydání 07/2008 CZ 1.2 Linková koncepce 25 1.2 Linková koncepce 1.2.1 Popis doporu č ené koncepce linky 1 Flexibilita, modularit a, kompaktnost a vysoká hus…
1 Úvod Návod k obsluze SIPLACE D1/D2
1.1 Popis stroje Od verze software SR.605.xx Vydání 07/2008 CZ
24
– používání neautorizovaného příslušenství a přídavných modulů.
– ovládání osazovacích automatů nekvalifikovaným personálem.
– provoz osazovacího automatu bez ochrany proti zásahu ("Dummy-Feeder"), pokud nejsou
osazena všechna parkoviště podavači.
– nejednoznačné přiřazení elektrických přívodních vedení ke každému automatu, jakož i k
instalovanému příslušenství.
–současný pobyt více než jedné osoby na jednom stanovišti vozíku součástek při doplňování
výstroje.
1.1.10 Údaj o emisi hluku
1.1.11 Důležité pokyny pro likvidaci materiálů nebo dílů stroje s ohledem na životní
prostředí
Pro automaty SIPLACE jsou používány pouze látky, materiály a díly, které lze snadno oddělovat
a snadno likvidovat s ohledem na životní prostředí.
POKYN 1
Za odbornou a životnímu prostředí neohrožující likvidaci zařízení, provozních látek a spotřebních
a opotřebitelných dílů je zodpovědný výhradně provozovatel zařízení.
→ Dodržujte přitom národní, zákonné podmínky pro likvidaci odpadu a ochranu životního pro-
středí.
1.1.12 Elektromagnetická kompatibilita (EMC)
Osazovací automaty SIPLACE jsou vyrobeny a vyzkoušeny pro profesionální použití v průmyslo-
vých oblastech. V jiných oblastech nemusí být garantována elektromagnetická kompatibilita s
ohledem na emisi rušících signálů.
1.1.13 Poznámka k originálnímu příslušenství SIPLACE
→ Používejte pouze originální náhradní díly a autorizované příslušenství od firmy ASM Assem-
bly Systems GmbH & Co. KG. Použití jiných dílů ovlivňuje bezpečnost a zaniká také nárok na
ručení za z toho vzniklé následky.
Hladina maximálního hluku 74 dB (A)
Návod k obsluze SIPLACE D1/D2 1 Úvod
Od verze software SR.605.xx Vydání 07/2008 CZ 1.2 Linková koncepce
25
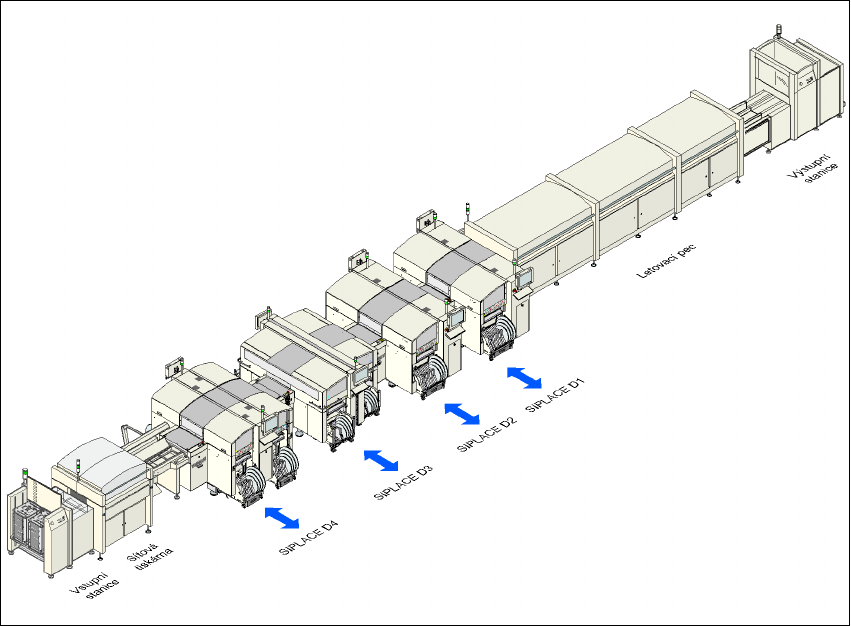
1.2 Linková koncepce
1.2.1 Popis doporučené koncepce linky
1
Flexibilita, modularita, kompaktnost a vysoká hustota výkonu jsou přednosti koncepce SIPLACE.
Umožňuje individuální konfiguraci výrobní linky ze stejných a odlišných modulů. Pokud se mění
požadavky na výrobu, lze jednotlivé osazovací systémy díky jejich kompaktnosti rychle a bez vel-
kých nákladů nově kombinovat.
1
Obr. 1.2 - 1 Linková koncepce (příklad)
1
Skupina SIPLACE nabízí vhodný osazovací systém pro každý výkonnostní požadavek:
Automaty SIPLACE D-série osazují velké IC, Flip-Chip, Bare Die a exotické součástky (OSC).
Při velmi vysokém osazovacím výkonu pokrývají spektrum součástek od 01005 do 85 x 85 mm² /
125 x 10 mm².
1 Úvod Návod k obsluze SIPLACE D1/D2
1.2 Linková koncepce Od verze software SR.605.xx Vydání 07/2008 CZ
26
1.2.2 Linka SIPLACE a softwarová řešení
SIPLACE nabízí komplexní řešení založené na modulárních softwarových nástrojích pro SMT
stroje, linky a management výroby: SIPLACE software suite.
1.2.2.1 Definice výrobku, optimalizace a řízení linky
Bezporuchové zavedení výroby v co nejkratším čase a optimální využití výrobních linek jsou pod-
statné pro nejvyšší výkony ve výrobě. Za pomoci programů SIPLACE software suite můžete výro-
bu jednoduše programovat, vytvořené programy optimalizovat a v rámci příslušné SMT výrobní
linky ideálně vybalancovat.
1.2.2.2 Kontrola výroby & kontrola procesů
Aby bylo dosaženo stanovených výrobních cílů, je důležité permanentně hlídat a kontrolovat
výrobní zařízení. V SIPLACE software suite jsou k tomu skupinám uživatelů přiřazené monitoro-
vací produkty, které ihned informují o překročení mezních hodnot na stroji nebo na výrobní lince.
1.2.2.3 Ověření správnosti výstroje & Traceability
Chyby ve výstroji vedou k sériovým chybám. Uživatelsky přátelské SIPLACE software programy
pomáhají vyvarovat se takových chyb a zaručují tak vysokou kvalitu ve výrobě elektroniky.
1.2.2.4 Přehled výhod programů SIPLACE software suite:
– Rychlé programování a rychlé rozeznávání chyb
– Snižování časů při změnách a prostojů
– Optimální vytížení výrobní linky
– Informace z výrobního procesu v reálném čase
– Nejrychlejší rozdělení informací
– Optimální nasazení zdrojů
–Včasná informace o tom, kdy musí být doobjednán materiál pro výrobu
– Koordinace údržby