00195747-01_UM_D1_D2_SR605_CZ.pdf - 第312页
6 Rozší ř ení stanice Návod k obsluze SIPLACE D1/D2 6.17 Výv ě va Od verze software SR.605.xx Vydání 07/2008 CZ 312 6.17 Výv ě va Č íslo výrobk u 001 1901 7-xx Výv ě va Č íslo výrobk u 001 1989 9-xx P ř ipojovací sada vý…
Návod k obsluze SIPLACE D1/D2 6 Rozšíření stanice
Od verze software SR.605.xx Vydání 07/2008 CZ 6.16 Koplanární laserový modul
311
6
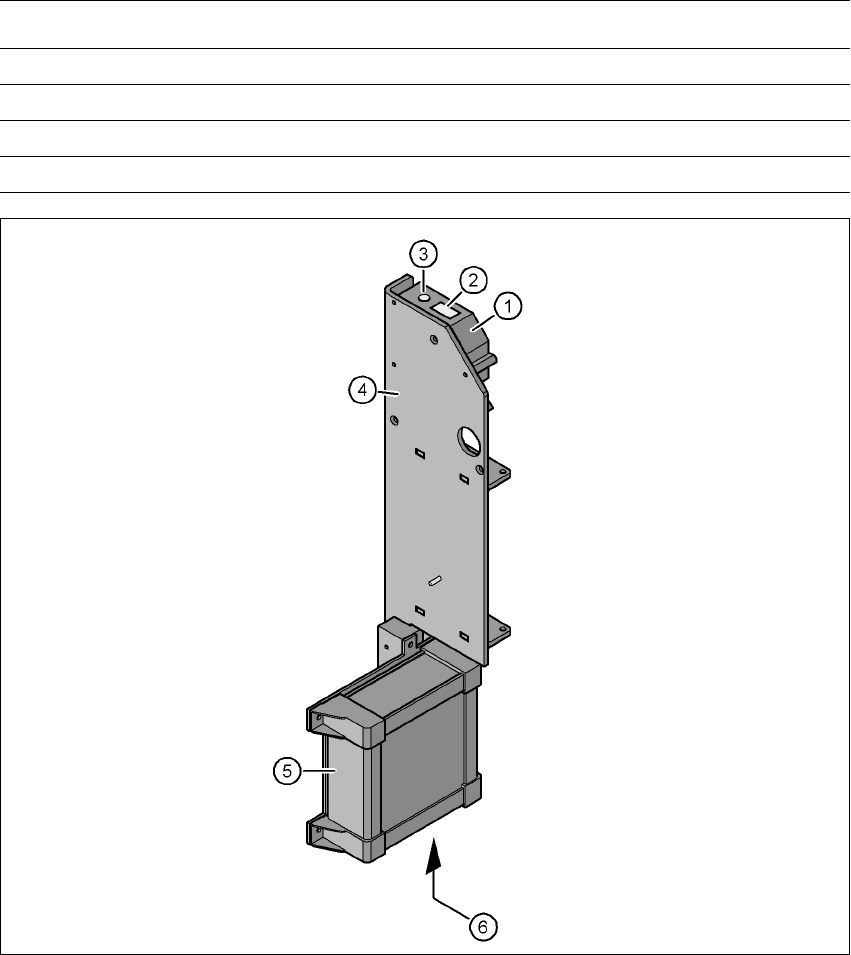
Obr. 6.16 - 5 Koplanární laserový modul
(1) Laserový senzor
(2) Detektor (snímač)
(3) Laserový zářič
(4) Montážní úhel
(5) Kontrolér
(6) LED-ukazatel, přípoje ke kontroléru
LED avg avg1 avg2
nesvítí nesvítí Žádné sdělení
červená nesvítí Sdělení 1
nesvítí červená Sdělení 2
červená červená Sdělení 3
6 Rozšíření stanice Návod k obsluze SIPLACE D1/D2
6.17 Vývěva Od verze software SR.605.xx Vydání 07/2008 CZ
312
6.17 Vývěva
Číslo výrobku 00119017-xx Vývěva
Číslo výrobku 00119899-xx Připojovací sada vývěvy D1/D2
Každá hlava Collect&Place má vývěvu, která zásobuje přidržovací a osazovací okruhy potřebným
podtlakem. Vývěva pracuje na základě Venturiho principu.
Spotřeba tlakového vzduchu automatu D2 je asi 485 Nl/min. To znamená, že napájení tlakovým
vzduchem musí na to být dimenzováno. Pokud nestačí kapacita na místě u provozovatele, vyvo-
lává to značné investiční náklady. Z tohoto důvodu nabízíme vývěvu, aby bylo dosaženo požado-
vaného vakua.
Další výhody použití vývěvy jsou:
–Spotřeba tlakového vzduchu automatu se sníží asi na polovinu.
– Redukuje se vstupní tlak.
– Automat lze snadno integrovat do stávajících linek.
–Běžné provozní náklady se sníží podle výše nákladů na energii.
Vývěva je bezúdržbová a 100%ně bez oleje. Její kapacita dostačuje pro napájení přidržovacích
obvodů hlavy Collect&Place.
Osazovací automat Spotřeba
a
tlakového vzduchu automatu
a) Za normálních atmosférických podmínek při 20°C a 1013 hPa
SIPLACE D1
Bez vývěvy
S vývěvou
345 Nl/min (C&P/P&P)
205 Nl/min (C&P/P&P)
SIPLACE D2
Bez vývěvy
S vývěvou
485 Nl/min (2 x C&P)
205 Nl/min (2 x C&P)
Návod k obsluze SIPLACE D1/D2 6 Rozšíření stanice
Od verze software SR.605.xx Vydání 07/2008 CZ 6.18 SIPLACE "výtah" produktivity
313
6.18 SIPLACE "výtah" produktivity
6.18.1 Koncepce paralelního osazování
Osazovací linky jsou zpravidla uspořádány do série a navzájem sériově zřetězeny. Program osa-
zování je sekvenčně zpracováván, během transportu desky od jednoho stroje k dalšímu. Toto
znamená, že osazování desky je rozděleno na různé automaty.
6
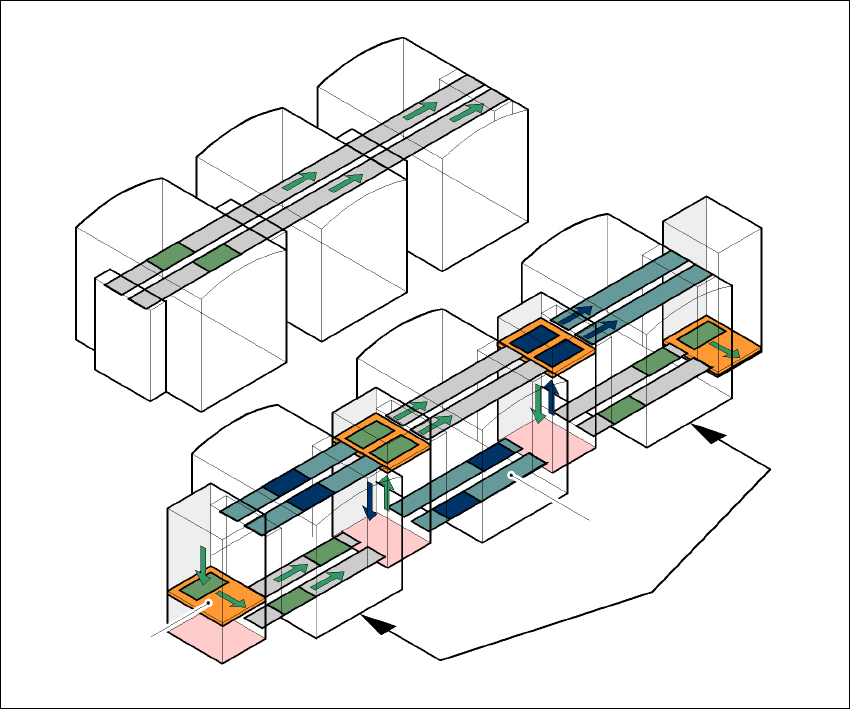
Obr. 6.18 - 1 Srovnání sériových a paralelních linek
Při paralelním zřetězení jsou obsahy osazování jednotlivých automatů shrnuty. Více automatů
zpracovává stejný osazovací program. Na jednom stroji se osazují všechny součástky, které jsou
při sériovém uspořádání rozděleny na více automatů. Je-li kapacita jednoho automatu vytížena,
jsou desky transportovány k dalšímu automatu se stejným osazovacím programem a tam osazo-
vány. Tato kombinace strojů se stejným osazovacím obsahem se označuje jako skupina nebo
cluster.
Sériová linka
Paralelní linka
Podzemní
transport
Skupina (Cluster)
Horizontální-/
vertikální výtah