J-STD-004B-助焊剂要求中文版 - 第13页
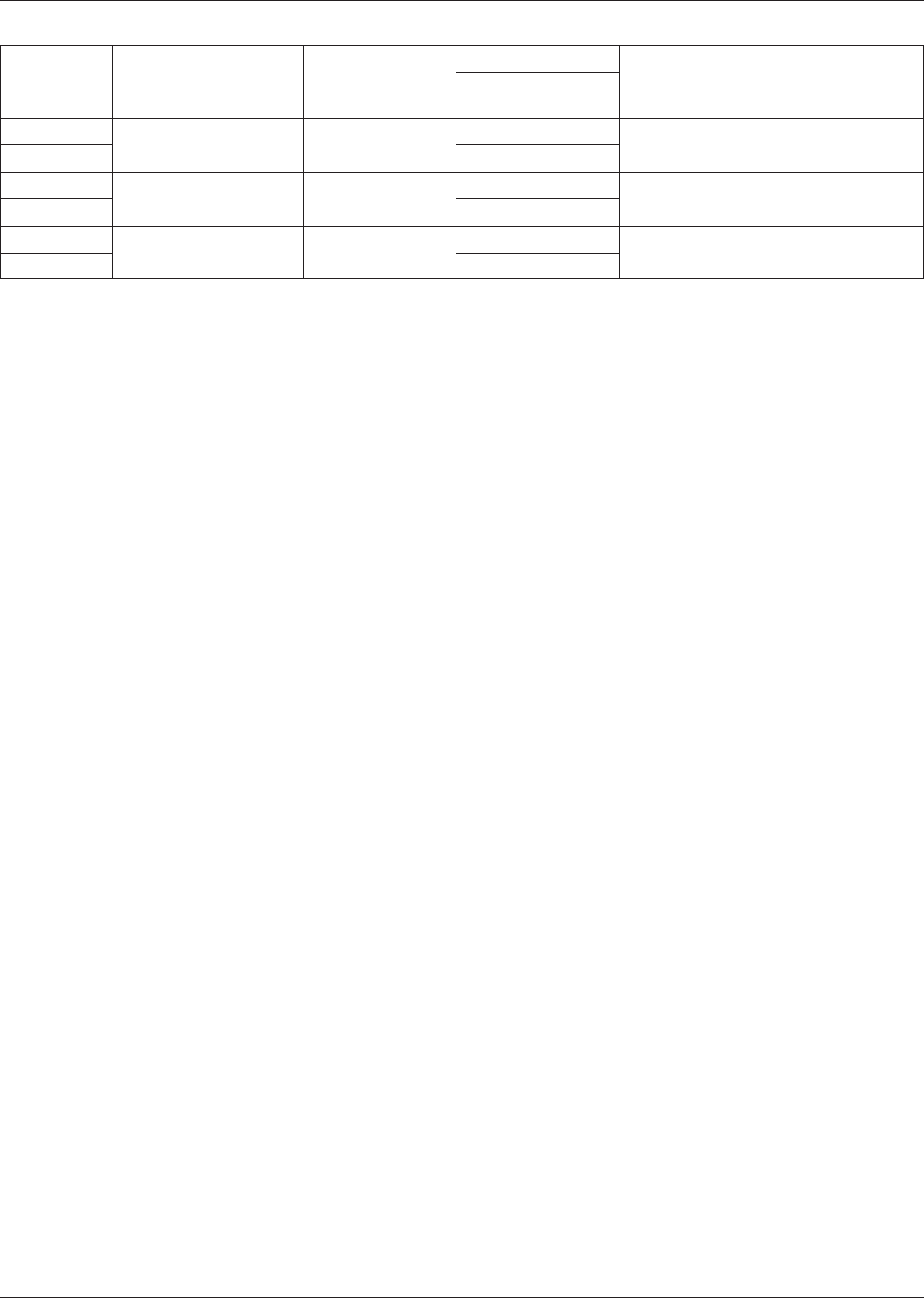
⽆腐蚀 观 察 不到腐蚀的 迹象 。 因 焊接 期 间 加 热 测试 板 时 , 将 有可能 使 初步 转变 的 颜色 加深, 如图 3-2 所示, 这种状况 可 忽略 。 轻微腐蚀 助焊剂 残留 物中 离 散 的白 色 或 有 色斑 点 、 或 颜 色 变 为 蓝绿色 但是 没有 铜 凹陷 的 现 象 被 看作 为 轻微 的腐蚀, 如图 3-3 所示。 IPC-004b-3-1 图3-1 通过铜镜测试所鉴定的助焊剂腐蚀性 L 型 无 …
3.3.1.2.1 助焊剂活性 应当根据助焊剂及其残
留物的腐蚀性和离子活性(表3-2)来鉴定助焊
剂的类型。助焊剂应当被鉴定为以下三种类型
之一。
L,0或1=助焊剂/助焊剂残留物活性低或无
M,0或1=助焊剂/助焊剂残留物活性中等
H,0或1=助焊剂/助焊剂残留物活性高
有些腐蚀性助焊剂可能会通过一项或多项L
型助焊剂测试。但如不能满足所有测试要求,
则该助焊剂将被归类为M型或H型。
3.3.1.2.2 卤化物含量 应当采用1或0表明助焊
剂中有或无卤化物,以鉴别助焊剂的类型,在
此,0.0%的卤化物含量定义为卤化物<0.05%。
卤化物存在与否应当按照表3-2和相应章节中的
测试方法确定有或无卤化物。这种方法可测定
离子卤化物的含量(见附录B-10)。
3.3.2 特性描述 作为鉴定过程的一部分,应当
在完成下列测定后,对助焊剂进行特性描述:
助焊剂固体含量、酸值、比重、粘度(膏状助
焊剂)和外观。
3.4 鉴定测试 对于鉴定测试,助焊剂供应商
应当按照3.4节列出的测试要求进行测试,并完
成鉴定测试报告(见附录A给出的报告实例),
用户应当得到所要求的鉴定测试报告。3.4.1节
的测试要求也可按表1-1所列出的助焊剂类型实
现对助焊剂的分类。3.4.2节的测试要求可对助
焊剂进行特性描述。表4-1列出了所采用的测试
方法。
3.4.1 分类测试
3.4.1.1 铜镜测试
应当按照IPC-TM-650测试
方法2.3.32(用来确定助焊剂腐蚀性的两种方法
中的其中一种)来确定助焊剂的腐蚀性。只有
当铜膜没有任何部分被完全除去时,助焊剂才应
当被归类为L型。如果有任何铜膜被除去,并 可
通过玻璃显示的背景证明,此助焊剂就不应当被
归为L型。如果只有助焊剂滴周围的铜膜被完全
除去(穿透小于50%),那么助焊剂就应当被归为
M型。如果铜膜被完全除去(穿透大于50%),助
焊剂
就应当被归为H型。图3-1为助焊剂活性分类
定性结果示例。
3.4.1.2 腐蚀测试 应当按照IPC-TM-650测试方
法2.6.15确定助焊剂残留物的腐蚀性。为了达到
这个测试方法的目的,应当采用下列有关腐蚀的
定义:“焊接后并暴露在上述环境条件下,铜、
焊料和助焊剂残留物之间发生的化学反应。”按
下列要求对腐蚀进行定性评定:
表3-2 助焊剂分类测试要求
助焊剂类型 铜镜 腐蚀
卤化物定量
1
通过100MΩ
SIR要求的条件
2
通过ECM
要求的条件
(Cl-,Br-,F-,I-)
(重量)
L0
没有铜镜穿透迹象 没有腐蚀迹象
<0.05%
3
不清洗状态 不清洗状态
L1 ≥0.05且<0.5%
M0
穿透小于测试
面积的50%
轻微腐蚀可接受
<0.05%
3
清洗后或
不清洗状态
4
清洗后或
不清洗状态
4
M1 ≥0.5且<2.0%
H0
穿透大于测试
面积的50%
严重腐蚀可接受
<0.05%
3
清洗后 清洗后
H1 >2.0%
1. 该方法可确定离子卤化物的含量(见附录B-10)。
2. 如采用免清洗助焊剂组装印制电路板,且组装后进行了清洗,清洗后,用户应该验证SIR和ECM值。J-STD-001可用于工艺特性描述。
3. 测得的助焊剂固体含量中的卤化物重量百分比<0.05%时,则该助焊剂为无卤化物助焊剂。如清洗后,M0或M1助焊剂通过了SIR测试,
而不清洗则不能通过测试,那么这种助焊剂应当总是进行清洗。
4. 对于不需要去除的助焊剂,要求只在不清洗状态下进行测试。
IPC J-STD-004B 2008年12月
4
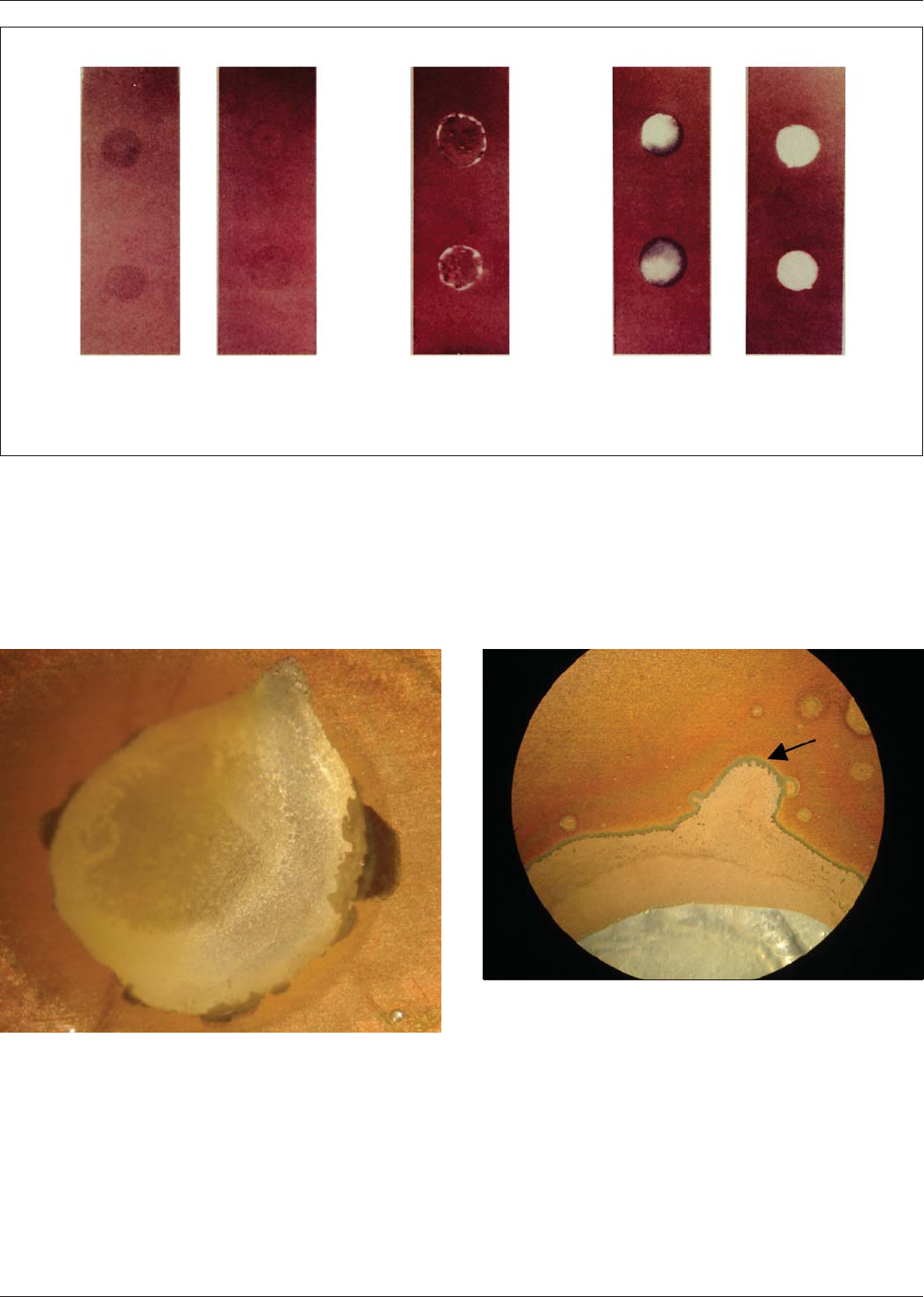
⽆腐蚀
观察不到腐蚀的迹象。因焊接期间加热测试板
时,将有可能使初步转变的颜色加深,如图3-2
所示,这种状况可忽略。
轻微腐蚀
助焊剂残留物中离散的白色或有色斑点、或颜
色变为蓝绿色但是没有铜凹陷的现象被看作为
轻微的腐蚀,如图3-3所示。
IPC-004b-3-1
图3-1 通过铜镜测试所鉴定的助焊剂腐蚀性
L型
无穿透
M型
穿透小于50%
H型
穿透大于50%
图3-2 ⽆腐蚀实例
图3-3 轻微腐蚀的实例
2008年12月 IPC J-STD-004B
5
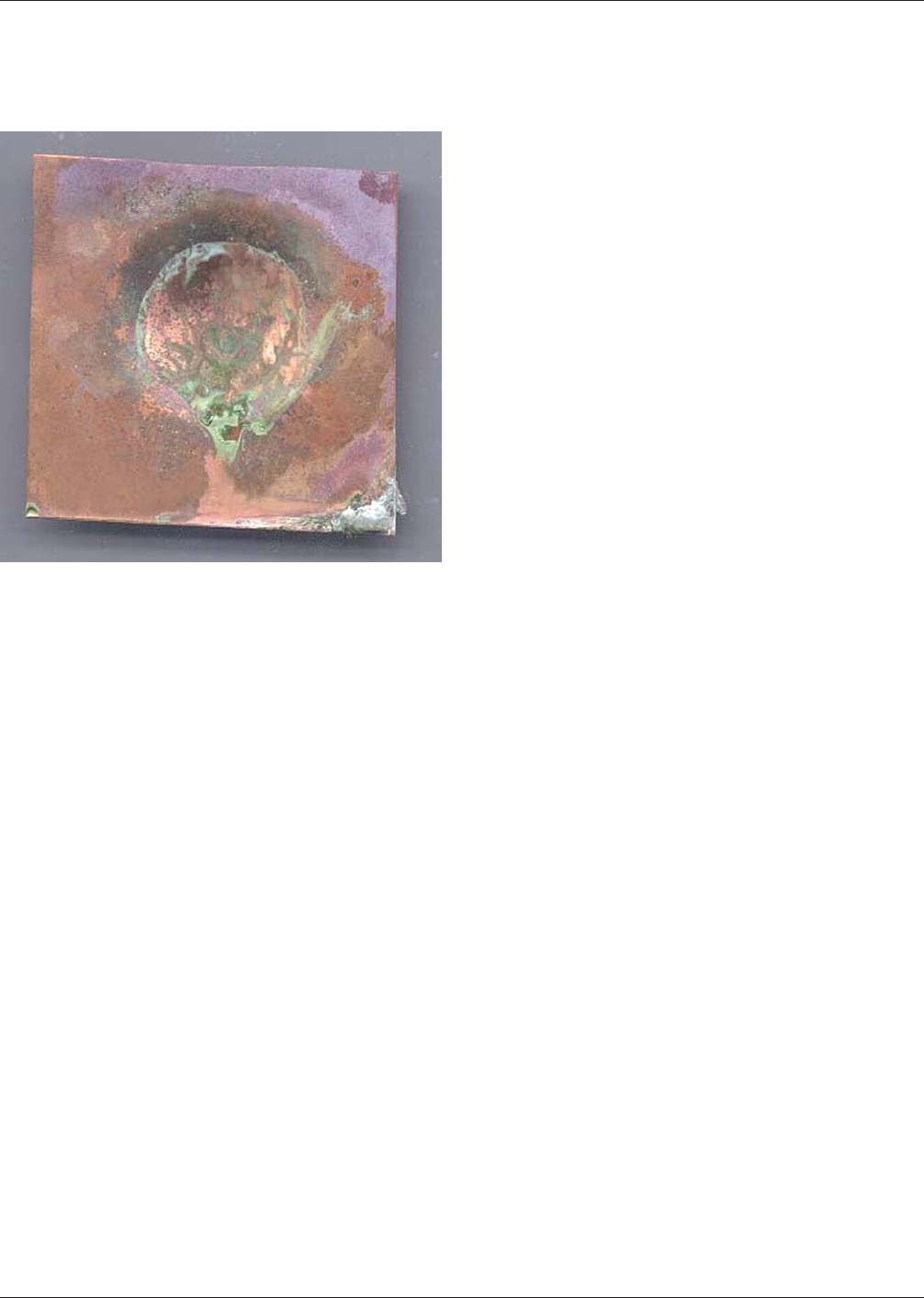
严重腐蚀
随着蓝绿色污点/腐蚀的扩展,能够观察到铜面
板凹陷,则视为严重腐蚀,如图3-4所示。
3.4.1.3 卤化物含量定量测试 应当采用卤化物定
量测试确定液态助焊剂或萃取的助焊剂溶液中
氯化物(Cl-)、溴化物(Br-)、氟化物(F-)和
碘化物(I-)的浓度。按照3.4.2.1节要求确定固体
含量。助焊剂中卤化物的总含量为Cl-、Br-、F-和
I-测量值的总和。卤化物含量以卤化物在助焊剂
固体(非挥发物)成分中的氯化物当量百分比来
表示。应当按照IPC-TM-650测试方法2.3.28.1确
定氯化物、溴化物、氟化物和碘化物的总含量。
3.4.1.4 SIR测试 除测试时间应当为七天外,
应当按照IPC-TM-650测试方法2.6.3.7来确定助
焊剂的SIR要求。应当按照IPC-TM-650,测试方
法2.6.3.3,采用具体产品的再流焊接或者波峰焊
接曲线制备SIR图形。
3.4.1.4.1 报告SIR测试结果 说明SIR测试结果
时,供应商应当明确指明SIR测试前是否要求清
洗及所采用的清洗工艺类型(见附录A鉴定测试
报告)。
通过SIR测试的标准是:
• 所有测试图形上的所有SIR测量值都应当大于
100MΩ。
• 不应当有使导体间距减少超过20%的电化学迁
移(枝晶生长现象)。
• 不应当有导体腐蚀*
*注:梳形电路导体一极有轻微的变色是可接受
的。
3.4.1.5 电化学迁移(ECM)测试 应当按照IPC-
TM-650测试方法2.6.14.1评定助焊剂对电化学迁
移的抵抗能力,测试温度为65 °C±2 °C,相对湿
度为88.5%±3.5%RH。应当按照IPC-TM-650测试
方法2.6.3.3,采用具体产品的再流焊接或者波峰
焊接曲线制备ECM(电化学迁移)测试图形。
3.4.1.5.1 报告ECM测试结果 说明ECM测试结
果时,供应商应当明确指明ECM测试前是否要
求清洗及所采用的清洗工艺类型(见附录A鉴定
测试报告)。
应当根据测试方法报告绝缘阻抗初始值
(IR
初始
,96小时稳定期后的测量值)和绝缘阻
抗最终值。通过ECM测试的标准是:
• IR
最终
≥IR
初始
/10,即施加偏压后的平均绝缘
阻抗不应当降低至小于绝缘阻抗初始值的十分
之一。
• 不应当有使导体间距减少超过20%的电化学迁
移(枝晶生长现象)。
• 不应当有导体腐蚀*
*注:梳形电路导体一极有轻微的变色是可接
受的。
3.4.2 特性描述测试 对于产品的最初鉴定要
求进行该测试,应当在产品数据表中提供此类
信息。
3.4.2.1 助焊剂固体(⾮挥发物)含量的确定 应当
依据IPC-TM-650测试方法2.3.34或供应商与用户
的协议确定液态助焊剂残留固体量。对于固体
含量小于10%的助焊剂,固体含量与供应商标称
值的误差不应当大于10%,所有其他助焊剂,助
焊剂的固体含量与供应商标称值的误差不应当
大于5%。
3.4.2.2 酸值的确定 应当按照IPC-TM-650测
试方法2.3.13评定液态助焊剂的酸值。
图3-4 严重腐蚀实例
IPC J-STD-004B 2008年12月
6