J-STD-004B-助焊剂要求中文版 - 第16页
4.1.2 测试设备和检验设施 供应商 应当 建 立 并 维护 或指 定一 些 具 有 足够 精 度 、 质 量和数量的测 试 / 测量 设备 和 检 验 设施 , 以 允许完 成所要求的 检 验。供应商 应当 按照 ISO 10012-1 和 /或 ANSI- NCSL-Z540-1 建 立 和 维护 用以控 制测量测试 设备 精 度 的 校 正 系统。 4.1.3 检验条件 除 非本标准有 其 他规定, 否则 应当 按照 第 3 章…

3.4.2.3 助焊剂⽐重的确定 应当按照ASTM D-
1298(静态法)评定液态助焊剂的比重。
3.4.2.4 膏状助焊剂粘度 应当按照IPC-TM-650
测试方法2.4.34.4评定膏状助焊剂的粘度。
3.4.2.5 外观 应当检查助焊剂材料的透明度
及是否存在沉淀物。
3.5 可选测试 用户与供应商可协商确定是否
要求可选测试,可选测试也可用作质量符合性
检查。
3.5.1 卤化物定性测试(可选)下列各项测试是
用户为确定液态助焊剂或萃取的助焊剂溶液
中是否存在卤化物的最常用测试方法,以明确氯
化物(Cl-)、溴化物(Br-)、氟化物(F-)和碘
化物(I-)的浓度。
3.5.1.1 通过铬酸银法测试氯化物和溴化物 可
按照IPC-TM-650测试方法2.3.33确定是否存在氯
化物和溴化物。
3.5.1.2 通过点测试法测试氟化物 可按照IPC-
TM-650测试方法2.3.35.1确定是否存在氟化物。
3.5.2 SIR测试(可选) 当采购文件有要求及用
户与供应商协商确定时,还可采用一个或多个
下列测试方法测量SIR。
• IEC 61189-5
• Bellcore GR-78-CORE,13.1.3节
• ISO 9455-17
3.5.2.1 报告可选SIR测试⽅法的SIR值 说明SIR
测试结果时,供应商应当明确指明可选SIR测试
前所采用的清洗工艺类型(见附录A鉴定测试报
告)。
3.5.3 防霉测试(可选) 当采购文件中有规定
时,应当按照IPC-TM-650测试方法2.6.1评定助
焊剂的防霉性。
3.6 质量符合性测试 为了评估助焊剂产品的一
致性,应当根据助焊剂供应商的技术数据表,
完成下列测试。
3.6.1 酸值的确定 应当按照IPC-TM-650测试
方法2.3.13评定液态助焊剂的酸值。
3.6.2 助焊剂⽐重的确定 应当按照ASTM D-
1298(静态法)评定液态助焊剂的比重。
3.6.3 膏状助焊剂粘度 应当按照IPC-TM-650
测试方法2.4.34.4评定膏状助焊剂的粘度。
3.6.4 外观 应当检查助焊剂材料的透明度及
是否存在沉淀物。
3.7 性能测试 用户与供应商协商确定时,下列
测试可用于确定助焊剂的性能。
3.7.1 润湿称量测试 如有规定,应当按照IPC-
TM-650测试方法2.4.14.2评定助焊剂的润湿性。
测试结果评定指南见附录B。
3.7.2 铺展测试-液态助焊剂 可按照IPC-TM-650
测试方法2.4.46通过助焊剂润湿/铺展测试(静
态法)确定焊料的铺展。测试结果评定指南见
附录B。
4 鉴定和质量保证规定
4.1 检验职责
助焊剂供应商负责进行本标准
规定的除性能检验外的所有检验项目,性能检
验是用户的职责。助焊剂供应商可用自己的或
任何其他适用设备完成本标准规定的检验,除
非用户不批准。用户可保留进行任何本标准所
列出检验的权利,为了保证供货及服务符合规
定的要求,这些检验项目被确信是必需的。
4.1.1 符合职责 本标准中涉及的材料应当满足
3.4节的所有要求。本标准规定的检验项目,除
性能检验外,应当成为供应商整个检验系统或
质量程序的一部分。供应商有责任确保交付给
用户验收的所有产品或供应品符合合同或采购
订单的所有要求。
4.1.1.1 质量保证系统 当用户要求时,应当根
据ISO 9001,ISO/TS16949(IATF 0043973),或
用户与供应商协商同意的其他程序,建立并维
护用于本标准所涉及材料的质量保证系统。
2008年12月 IPC J-STD-004B
7

4.1.2 测试设备和检验设施 供应商应当建立并
维护或指定一些具有足够精度、质量和数量的测
试/测量设备和检验设施,以允许完成所要求的
检验。供应商应当按照ISO 10012-1和/或ANSI-
NCSL-Z540-1建立和维护用以控制测量测试设备
精度的校正系统。
4.1.3 检验条件 除非本标准有其他规定,否则
应当按照第3章 规定的测试条件完成所有的检
验。
4.2 检验分类 本标准指定的检验分为下列三
类:
1. 鉴定检验(3.4节)
2. 质量符合性检验(3.6节)
3. 性能检验(3.7节)
4.3 鉴定检验 应当在用户可接受的实验室中,
对采用正常生产所用设备和程序生产出的样品
进行鉴定检验。
4.3.1 样品⼤⼩ 样品大小应当适合于被检验
的助焊剂形态和要进行的检验。
4.3.2 例⾏检验程序 样品应当经受表4-1要求
的检验。
4.3.3 重新鉴定 如果用于最初鉴定样品的原
始配方中的任何材料发生变化,供应商应当负
责重新鉴定该产品。这种变化也包括4.3.3.1节列
出的配方变化。
4.3.3.1 构成材料变化的配⽅变化 导致助焊剂
性能发生变化的任何配方、工艺,或生产地点
的变化,都应当被考虑为材料的变化,这些变
化包括但不仅限于下列变化:
•去除、增加或替代助焊剂配方中的任何成分、
挥发物或非挥发物。
• 被推荐的再流焊和波峰焊曲线的技术规范发生
变化(如:从有铅变为无铅)。
• 卤化物含量或腐蚀性成分的任何变化。
• 原配方中任何成分的重量的变化。
4.3.3.2 ⽣产地点变更 如果助焊剂的生产地点
发生了变化,应当要求重新鉴定该助焊剂。
4.4 质量符合性检验 为确保制程受控及产品
在技术规范限值内,材料供应商应当完成为颁
发符合证书所必需的检验。
4.4.1 抽样计划 统计抽样及检验应当符 合
4.1.1.1节的要求。
4.4.2 拒收批次 要鉴别、分离和控制不符合
规定要求或疑似不符合要求的产品,以防止无
意识使用或交付。
4.5 性能检验 性能检验是非强制性的检验,可
由用户与供应商协商确定。
IPC J-STD-004B 2008年12月
8
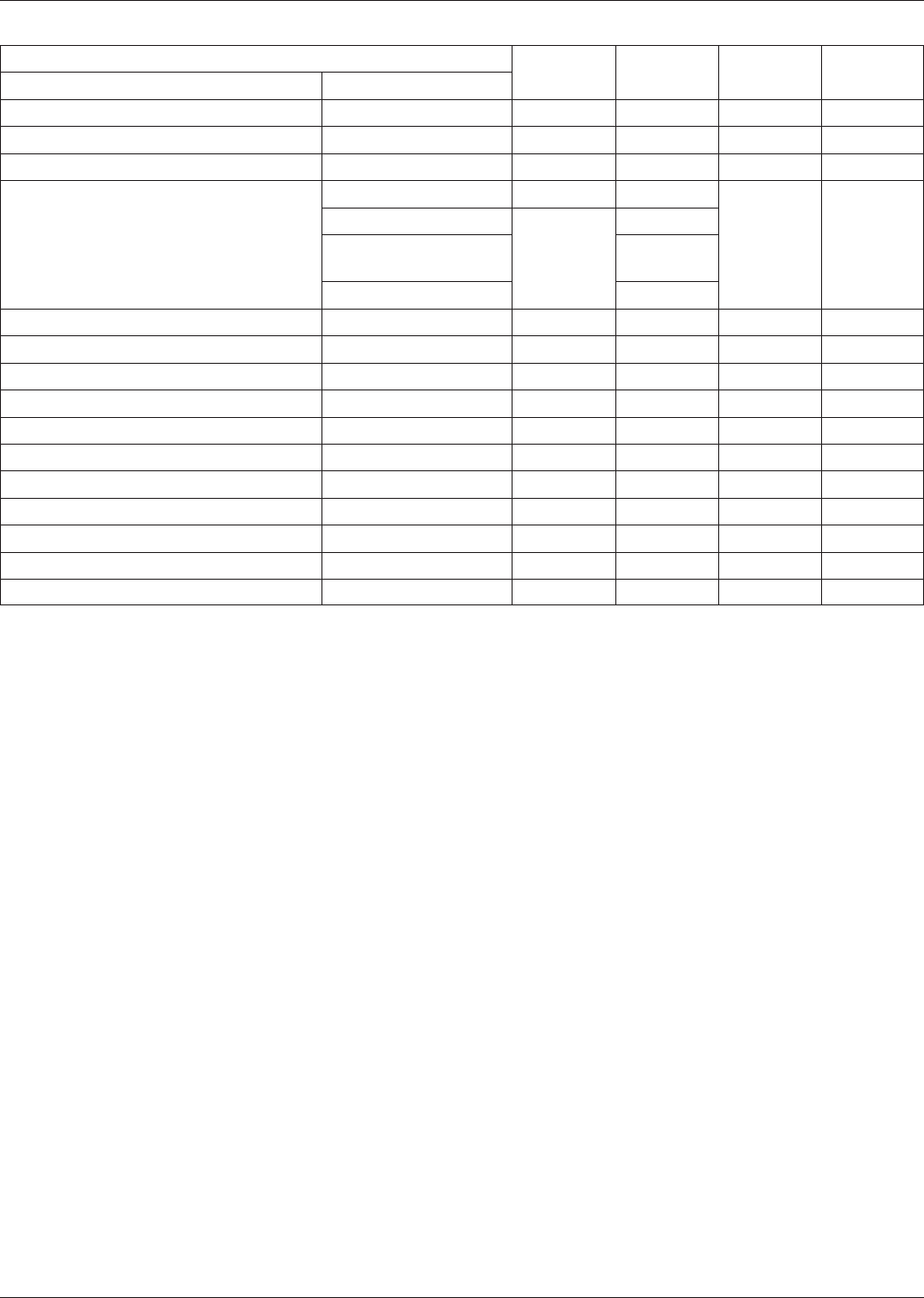
表4-1 助焊剂的鉴定、质量符合性及性能测试
测试⽅法
参见章节 鉴定 质量符合性 性能名称 IPC-TM-650或其他⽅法
铜镜测试 2.3.32 3.4.1.1 R
腐蚀 2.6.15 3.4.1.2 R
卤化物定量测试 2.3.28.1 3.4.1.3 R
表面绝缘阻抗
2.6.3.7 3.4.1.4 R
IEC 61189-5
3.5.2
O
Bellcore-GR-7
8-CORE, 13.1节
O
ISO 9455-17 O
电化学迁移 2.6.14.1 3.4.1.5 R
助焊剂固体含量,非挥发物的确定 2.3.34 3.4.2.1 R
酸值的确定 2.3.13 3.4.2.2 R R
助焊剂比重的确定 ASTM D-1298 3.4.2.3 R R
膏状助焊剂的粘度 2.4.34.4 3.4.2.4 R R
外观 3.4.2.5 R R
卤化物定性测试,铬酸银 2.3.33 3.5.1.1 O O
卤化物定性测试,氟化物点 2.3.35.1 3.5.1.2 O O
防霉测试 2.6.1 3.5.3 O
润湿称量测试 2.4.14.2 3.7.1 O O
铺展测试,液态助焊剂 2.4.46 3.7.2 O O
R=要求的
O=可选的
1. 对于被用于评定性能的那些测试,必须在助焊剂原态或必需重新评定其性能时完成测试,应该对比原态测试和重新测试的结果。
2008年12月 IPC J-STD-004B
9