00195721-0102_UM_X-Serie_SR605_DE - 第459页
Betriebsanleitung SIPLACE X-Serie 6 Stationserweiterungen Ab Softwareversion SR.605.xx Ausgabe 07/2 008 DE 6.19 3D-Koplanaritäts- Lasermodul 459 tomaten mit dem Achsei nschub A363 ist nicht mö glich. – An jedem Automaten…
6 Stationserweiterungen Betriebsanleitung SIPLACE X-Serie
6.19 3D-Koplanaritäts-Lasermodul Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE
458
6.19.3 Technische Daten
6
6.19.4 Einschränkungen
– Die Beinchen- oder Ballerkennung kann sich verschlechtern, wenn die Oberfläche oxidiert
oder glänzend ist.
– Folgende Bauelemente lassen sich nicht vermessen: PLCC, SOJ, Buchsen, Chip, Bare Die,
Moulded, Melf, ECV, DPack, CCGA, Abschirmbleche, BE mit Anschlüssen nur an der Unter-
seite
6.19.5 Installationshinweise
Beachten Sie folgende Punkte, wenn Sie das 3D-Koplanaritäts-Lasermodul installieren:
– Das 3D-Koplanaritäts-Lasermodul kann nur an SIPLACE-Automaten installiert werden, die
mit dem Achseinschub A364 und dem Box-PC ausgestattet sind. Eine Nachrüstung auf Au-
Bauelemente QFP, SO, BGA, Gullwing, Stecker
Genauigkeit
a
± 15 μm (3σ), ± 20 μm (4σ)
Maximale BE-Größe 50 x 50 mm²
Maximale BE-Höhe 17 mm
Gehäuseformen BGA
min. Balldurchmesser
min. Ballabstand
min. Anzahl der Balls
400 μm
800 μm
6
Gehäuseformen Gullwing
min. Beinchenbreite
b
min. Beinchenabstand
min. Anzahl der Beinchen
300 μm
500 μm
5
Maximale Steckergröße 120 x 20 mm²
Stecker (Gullwing)
min. Beinchenbreite
b
min. Beinchenabstand
min. Anzahl der Beinchen
300 μm
500 μm
5
Bestückkopftyp TwinHead
Laserschutzklasse
3D-Koplanaritätssensor
Bestückautomat
3B
2
a) Pro Ball/Beinchen
b) Für kleinere Beinchenbreiten kontaktieren Sie bitte Ihren lokalen Produktmanager
Betriebsanleitung SIPLACE X-Serie 6 Stationserweiterungen
Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE 6.19 3D-Koplanaritäts-Lasermodul
459
tomaten mit dem Achseinschub A363 ist nicht möglich.
– An jedem Automaten kann nur ein Koplanaritäts-Lasermodul installiert werden. Das 3D-Ko-
planaritäts-Lasermodul kann also nicht zusammen mit dem bisherigen Modul (siehe Ab-
schnitt 6.18
, Seite 451) betrieben werden.
– Das 3D-Koplanaritäts-Lasermodul kann nur an Stellplatz 3 installiert werden.
– Das 3D-Koplanaritäts-Lasermodul kann nur zusammen mit dem TwinHead betrieben wer-
den.
– Das 3D-Koplanaritäts-Lasermodul kann nicht gerüstet werden, wenn in diesem Bestückbe-
reich ein Collect & Place Kopf installiert ist.
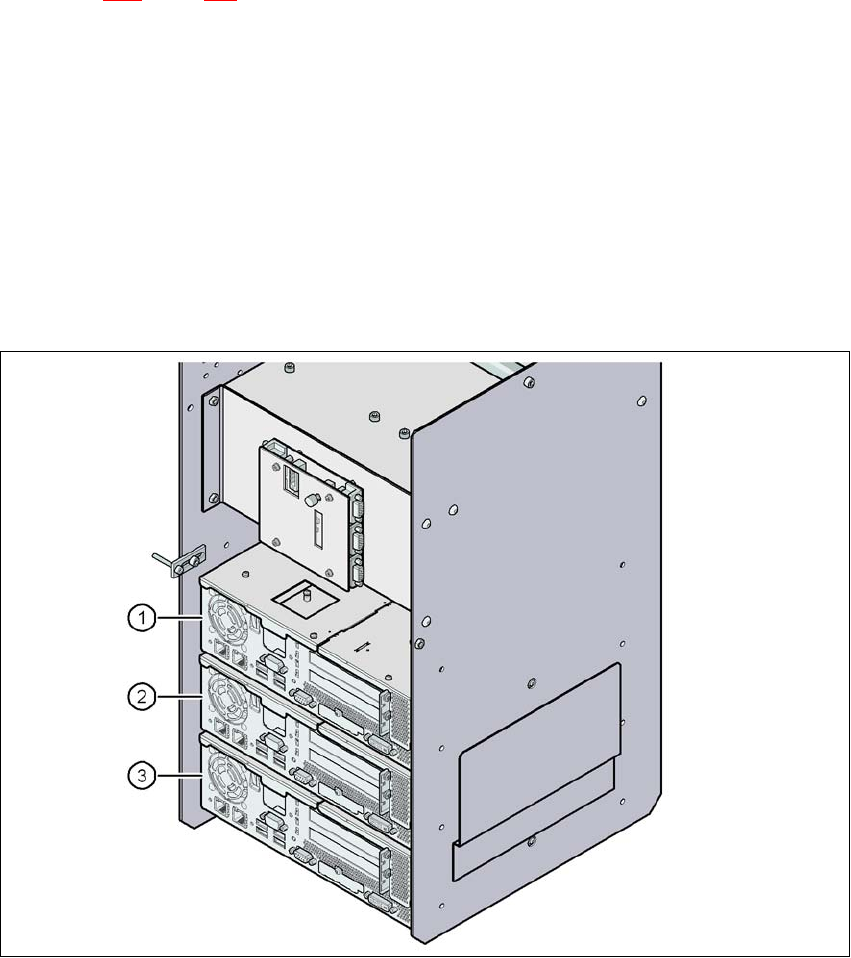
6.19.6 Analyserechner
Ein Box-PC dient als Analyserechner. Er ist zusammen mit dem Steuerrechner und dem Maschi-
nencontroller an der Eingabeseite untergebracht.
6
Abb. 6.19 - 2 Box-PC für das 3D-Koplanaritäts-Lasermodul
(1) Steuerrechner
(2) Maschinencontroller
(3) Analyserechner des 3D-Koplanaritäts-Lasermoduls
6 Stationserweiterungen Betriebsanleitung SIPLACE X-Serie
6.20 SIPLACE Productivity Lift Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE
460
6.20 SIPLACE Productivity Lift
Artikel-Nr. 00119314-xx Productivity Lift Unterflurstrecke Doppeltransport
Artikel-Nr. 00116325-xx Productivity Lift HV-Shuttle mit Doppeltransport Notlaufband
Artikel-Nr. 00116310-xx Productivity Lift HV-Shuttle mit Einfachtransport Notlaufband
Artikel-Nr. 00119316-xx Productivity Lift Unterflurstrecke Einfachtransport
Artikel-Nr. 00116326-xx Productivity Lift V-Shuttle mit Einfachtransport Notlaufband
Artikel-Nr. 00116316-xx Productivity Lift Zubehörpaket 1 (1 x pro Linie bei Verwendung eines
offenen Transportbandes ohne Sicherheitsabdeckung vor oder nach
einem SIPLACE Productivity Lift
Artikel-Nr. 00116317-xx Productivity Lift Zubehörpaket 2 (1 x pro Linie bei Verwendung eines
Transportbandes mit Sicherheitsabdeckung vor oder nach einem
SIPLACE Productivity Lift
Artikel-Nr. 00119635-xx Productivity Lift Zubehörpaket HF-, X-Serie (zum Einbinden des Be-
stückautomaten in den Sicherheitskreis des SIPLACE Productivity
Lift)
6.20.1 Konzept der Parallelbestückung
In der Regel sind Bestücklinien in Serie angeordnet und seriell miteinander verkettet. Das
Bestückprogramm wird sequenziell abgearbeitet, während die Leiterplatten von einer Maschine
zur nächsten transportiert werden. Dies bedeutet, dass die Bestückung einer Leiterplatte auf
unterschiedliche Automaten verteilt ist.
Bei der parallelen Verkettung werden die Bestückinhalte einzelner Automaten zusammengefasst.
Mehrere Automaten arbeiten dasselbe Bestückprogramm ab. Sie bestücken alle Bauelemente
auf einer Maschine, die in der seriellen Verarbeitung auf mehrere Automaten verteilt sind. Ist die
Kapazität eines Automaten ausgelastet, werden die Leiterplatten zum nächsten Automaten mit
demselben Bestückprogramm transportiert und dort bestückt. Diese Kombination von Maschinen
mit gleichem Bestückinhalt wird als Gruppe oder Cluster bezeichnet.
6.20.2 Realisierung der Parallelbestückung
Da Linien mit parallel angeordneten Automaten sehr viel mehr Stellflächen beanspruchen, wurde
das Konzept der Parallelbestückung mit Unterflurtransport und Horizontal-/Vertikal-Lift (HV-
Shuttle) realisiert. Dabei sind die Automaten immer noch in Serie angeordnet, doch über Liftein-
heiten und Unterflurtransporte wird ein Parallelbetrieb der Linie ermöglicht. Auf diese Weise bleibt
die Kompaktheit der SIPLACE-Linien nahezu erhalten.