00194440-10_SM_X-Series_Customer_en.pdf - 第186页
Service Work Modular PCB Conveyor System 3.6. 19 Replacing and Teaching the So nar Sensor PXS24 0 (QC) [03069863-xx] 186 Service Manua l SIPLACE X Series 3.6.19 3 . 6 . 1 9 R e p la c in g a n d T e a c h in g t h e S o …
Service Work
3.6.18 Replacing the Conveyor Control Assembly [03071908-xx] Modular PCB Conveyor System
Service Manual SIPLACE X Series 185
Overview
Removal
► If possible, make a backup of the MA data from the old conveyor control (TSP).
► Switch off the machine.
► Mark all connections on the conveyor control (TSP), so that these can be easily allocated again later
on.
► Loosen all connections on the conveyor control (TSP).
► Remove the conveyor control (TSP) from the machine.
Installation
► Fit the new conveyor control (TSP) in the reverse order.
► Import the MA data back into the conveyor control (TSP). Either use the data saved before removal
or the last backup version.
► Then perform a function test.
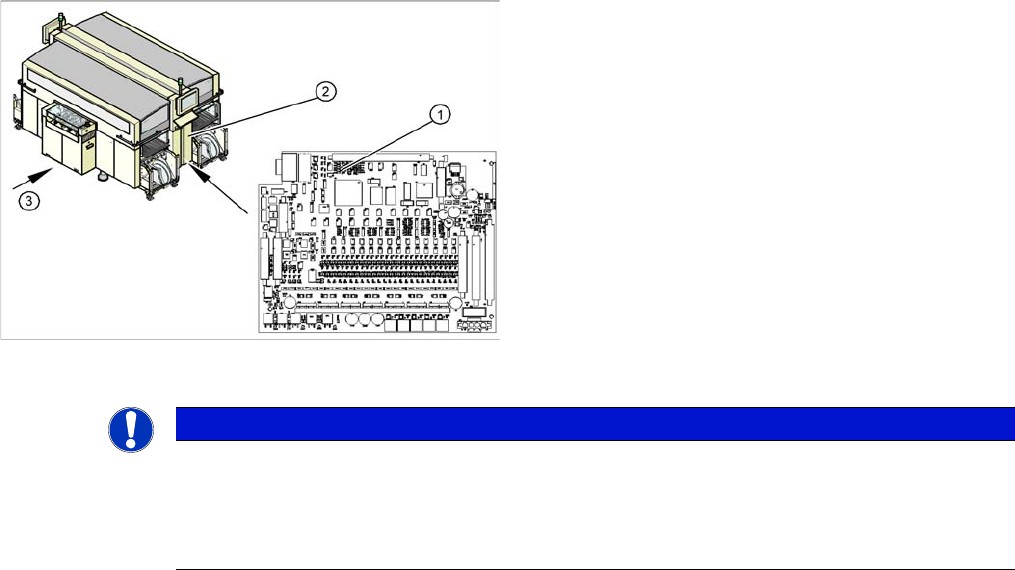
Access to conveyor control (here the example of an X4)
1. Conveyor Control TSP 301
2. Access to conveyor control
3. Transport direction
The TSP 301 conveyor control (1) is situated on the right
side of the middle section of the machine (2) (together
with the pneumatic unit). The conveyor control is secured
with a lockable door.
For terminal assignment details, please refer to the cur-
rent version of the circuit diagram folder for the relevant
machine.
NOTICE
MA data on the station computer
The current MA data are saved on the TSP (conveyor control).
► The machine data for the conveyor is saved with the other data in the SW70x.
► SW 60x: Perform a backup of this data at the station computer, at C:\Srcma.
Service Work
Modular PCB Conveyor System 3.6.19 Replacing and Teaching the Sonar Sensor PXS240 (QC) [03069863-xx]
186 Service Manual SIPLACE X Series
3.6.19
3.6.19 Replacing and Teaching the Sonar Sensor PXS240 (QC) [03069863-xx]
Replacing and Teaching the Sonar Sensor PXS240 (QC) [03069863-xx]
All sonar sensors used can be disconnected for replacement and dismantled from the assembly bracket.
Parts, equipment and tools
▪ Standard tool
▪ Setting gauge for sonar sensor (proximity switch) [03048764-xx]
▪ Programming cable for PXS240 sensor [03073330-xx]
▪ Sonar sensor PXS240 [03069863-xx]
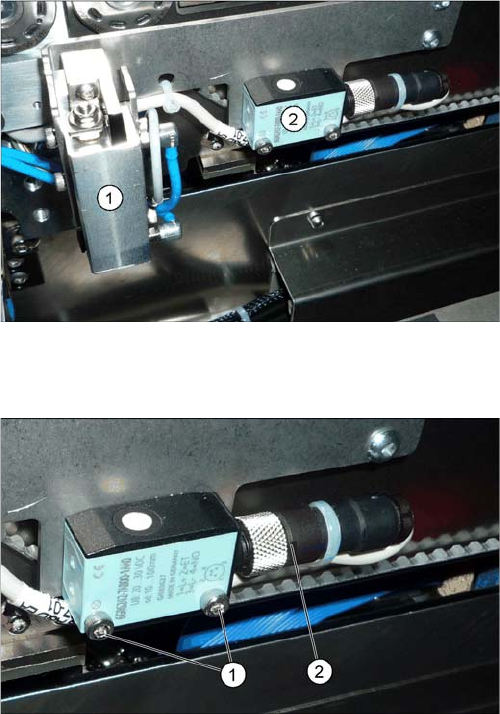
Overview
Removal/installation
1. PCB stopper
2. Ultrasonic sensor PXS240
► Loosen the screws (1) fastening the ultrasonic sen-
sors.
► Unscrew the press fit connection (2) from the sonar
sensor.
Service Work
3.6.19 Replacing and Teaching the Sonar Sensor PXS240 (QC) [03069863-xx] Modular PCB Conveyor System
Service Manual SIPLACE X Series 187
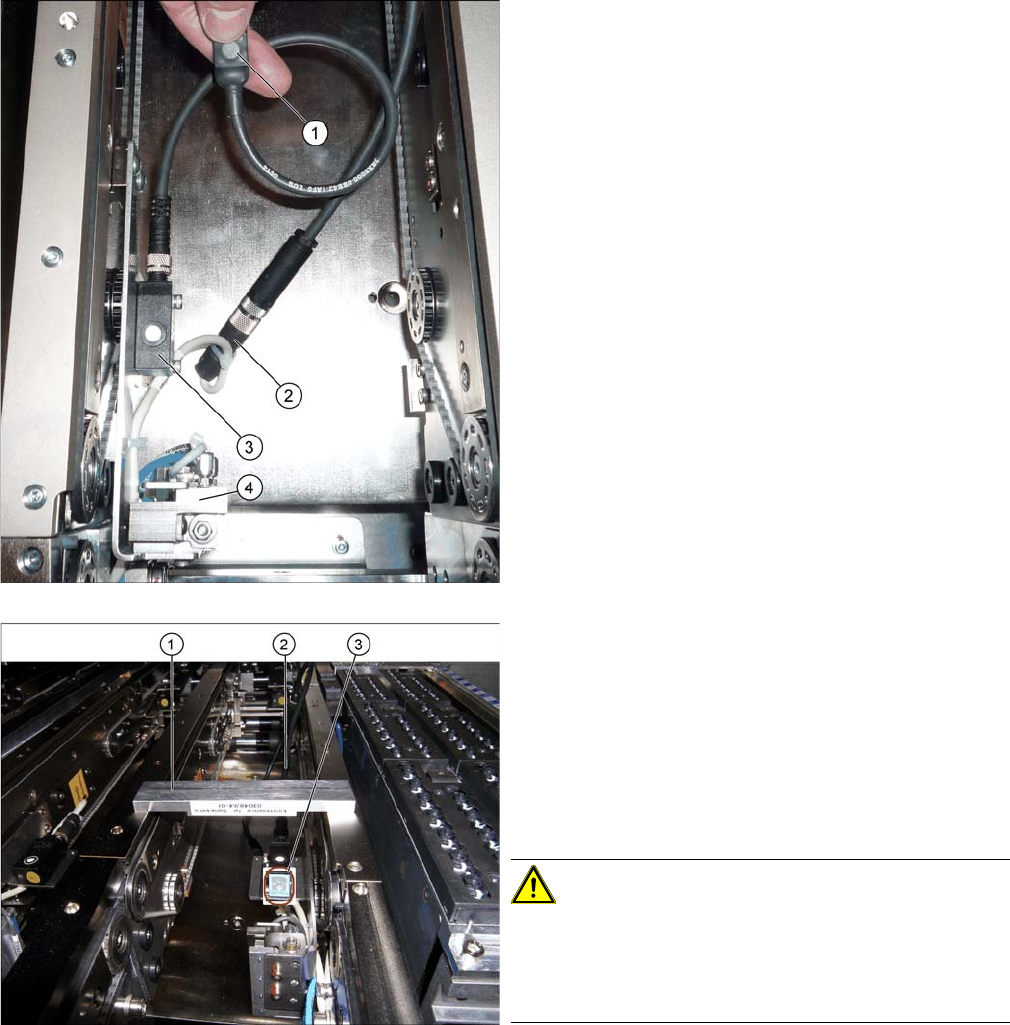
1. Programming cable for PXS240 ultrasonic sensor
2. Press-fit connection for the ultrasonic sensor
3. Ultrasonic sensor PXS240
4. PCB stopper
► Fit the new sonar sensor.
► Connect the programming cable between the sonar
sensor and the connection at the machine end.
Fitted sonar sensor with programming cable and setting
gauge
1. Setting gauge
2. Programming cable (fitted)
3. LED on ultrasonic sensor
► The distance to the PCB is defined with the setting
gauge.
Position the setting gauge over the conveyor, so that
it is above the reception area of the ultrasonic sensor.
CAUTION!
Make sure that the gauge is used the right way round.
This gauge can be used for different conveyor types.
Make sure that the gauge is always used the right way
round.
► To teach, press the button on the programming cable
for approx. three seconds, until the LED on the sen-
sor (3) begins to flash.
The switching threshold is now set accordingly.
► Loosen the programming cable connections and con-
nect the sonar sensor directly to the connection at the
machine end.
► Remove the setting gauge.