00194440-10_SM_X-Series_Customer_en.pdf - 第302页
Settings Axis Control 5.2.4 C&P20 302 Service Manua l SIPLACE X Series 5.2.4.5 5 . 2 . 4 . 5 A x is C o n t r o l o f D P A x is Axis Control of DP Axis Checking the DP Axis Dynamics Measurement Setup The SIPLACE ser…
Settings
5.2.4 C&P20 Axis Control
Service Manual SIPLACE X Series 301
Checking the Z Axis Dynamics
Measurement Setup
The positioning time for the Z axis is 30 ms +/-3 ms (6 segment head) and 24 +/-1 ms DLM2 (for the 12
segment head) for 685 digits. The positioning time Z-C&P20 for 15 mm (equal to the DLM2 path) is
20 ms in both directions. For a path of 0-10000 digits (10 mm), the positioning time should be 16.7 ms.
Position the gantries so that the Z axis is above the calibration component position.
SITEST:
► Select C&P heads ==> Select head ==> Axis functions
==> Select Z axis ==> Axis continuous run Select and edit values in digits and accept. Target posi-
tion = 10000 digits (10 mm); Positioning type = absolute.
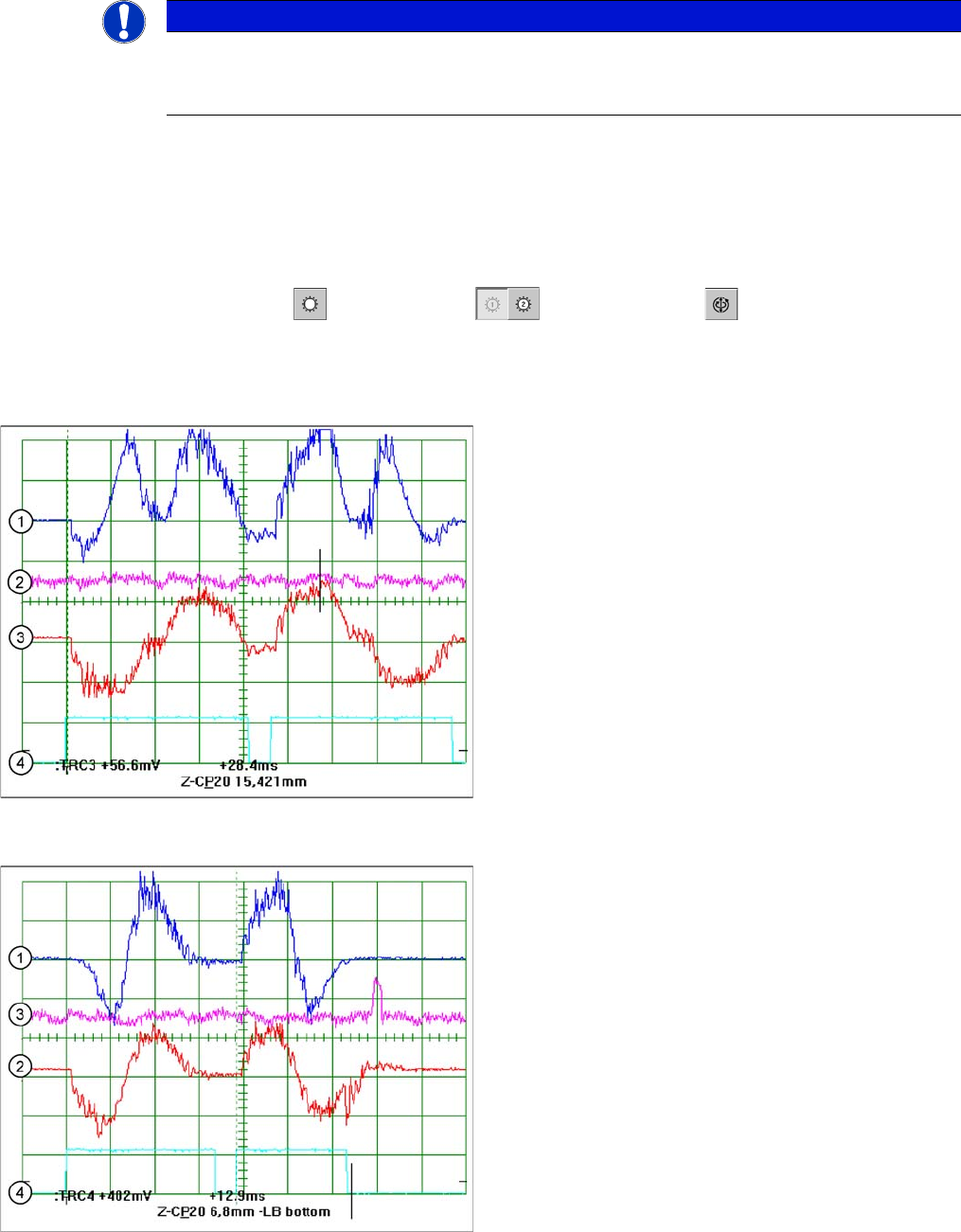
Signal Example C&P20 Z Axis with the Control Signal at Vnom. Output
NOTICE
Same measurement procedure
The measurement procedure follows the same preparations and procedures as for the star ax-
is.
Z axis dynamic signals for C&P20 -15.4 mm range
1. Motor phase current signal (
Vnom output
)
2. Uncommutated current signal V
reg
3. Deviation of position
4. End signal
15.4 mm (DLM2 path) positioning with the Z axis into free
space
Z axis dynamic signals for C&P20 - calibration tool pocket
1. Motor phase current signal (V
nom
output)
, positioning up in each case
2. Uncommutated current signal V
reg
, positioning downwards
3. Deviation of position
4. End signal
6.8 mm positioning with the Z axis into the calibration tool
pocket
Settings
Axis Control 5.2.4 C&P20
302 Service Manual SIPLACE X Series
5.2.4.5
5.2.4.5 Axis Control of DP Axis
Axis Control of DP Axis
Checking the DP Axis Dynamics
Measurement Setup
The SIPLACE service technician can use special software to start a continuous function run and can, for
example, check the positioning times of the individual DP drives in SITEST (service password).
SITEST:
► Select C&P heads ==> Select head ==> Axis functions
==> DP Select the axis ==> Select Axis continuous run and enter the values in 1/100° (start position
0 – target position 18000) position time = absolute
= Start
⇨ The value shown for each individual DP drive should be less than 300 ms at 180°.
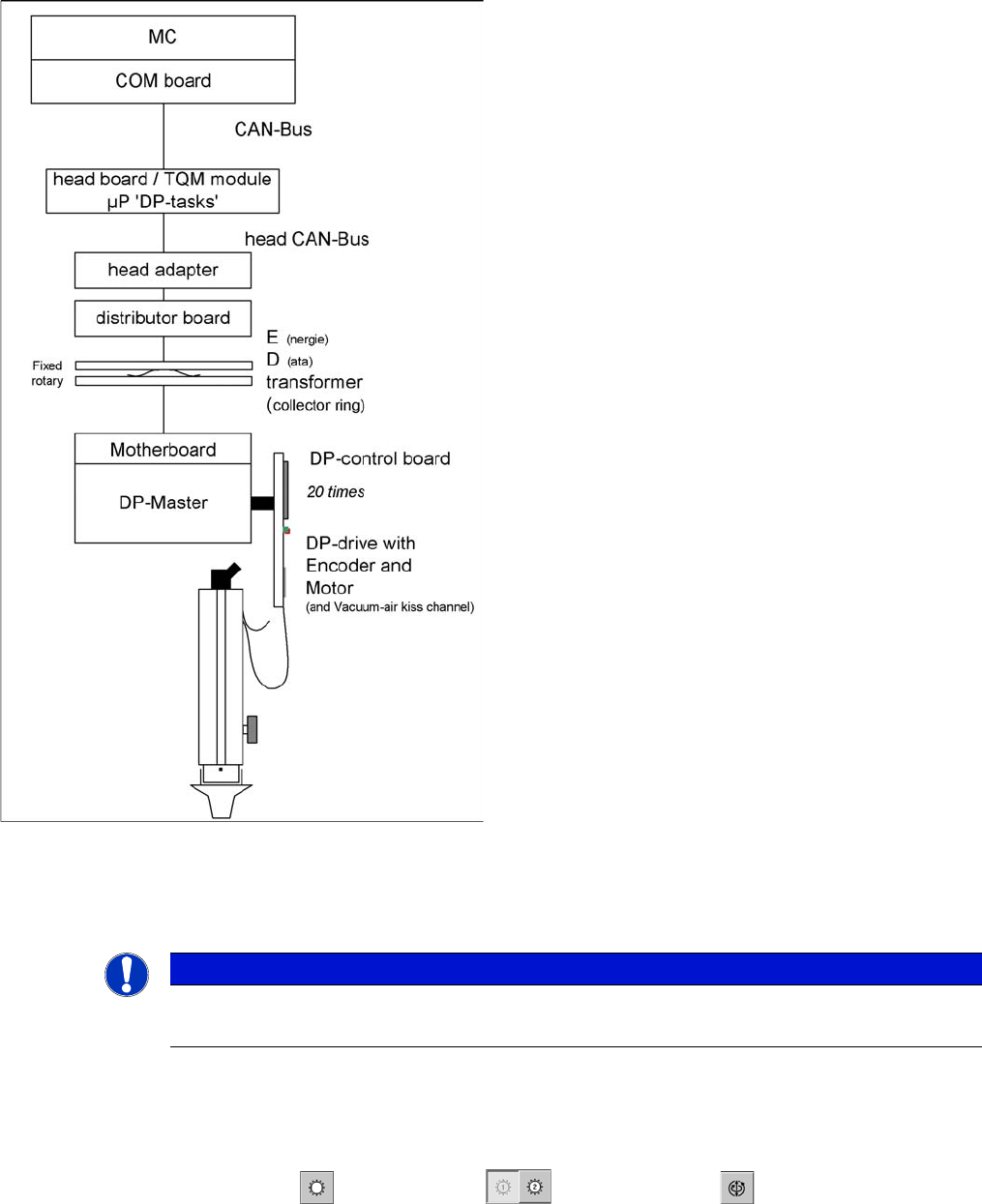
Axis control of DP axis for a C&P20 segment
The DP axis of the DLM2 head is driven via a DC servo
motor. The DP axes of the C&P20 segments are posi-
tioned by a DP masterboard and an "on board" direct
control unit. The control system uses CAN Bus at the re-
spective head board. The intermediate circuit voltage is
approx. 24 V. There is no swiveling in or out of a turning
station due to the direct drive in the segment drive motor.
The MC transmits the activation commands via the ma-
chine CAN Bus to the head processor.
This activates via four DP tasks and the head CAN bus
system with activation commands, via the
▪ head adapter
▪ intermediate distributor,
▪ the collector rings of the E/D transformer at the moth-
erboard with the DP motor.
The DP motor control in the segment is handled at the DP
control board with the help of count pulse from the inte-
grated HALL incremental encoder.
NOTICE
No measuring points
There are no measurement points accessible on the C&P20 rotary drives.
Settings
5.2.5 TwinHead Axis Control
Service Manual SIPLACE X Series 303
5.2.5
5.2.5 TwinHead
TwinHead
5.2.5.1
5.2.5.1 Overview of Axis Control for Z and D Axes
Overview of Axis Control for Z and D Axes
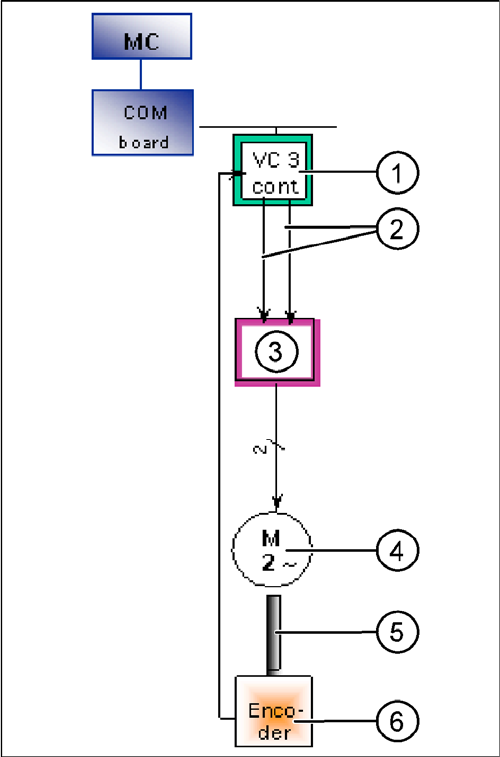
Axis control (shows D-axis as example)
The axis control system of the closed control loop for the
TwinHead consists of the following main components.
▪ Axis controller A363 with VC3 controller or A364
▪ Servo amplifier (SDS)
▪ Motor
▪ Position measurement system incremental scale and
encoder
1. Axis controller board A363 with VC3 controller (VC =
Velocity Commutation/speed commutation controller)
2. Control signals I nom "W" and I nom "U"
3. Servo amplifier function: motor current limiter dimen-
sioned by semiconductor or motor load - amplification
by axis controller signals. Determination of third mo-
tor current signal. Generation of three (2) AC motor
signals from the DC supply.
The Z/D servo output signals are directly connected
to the motors. This guarantees operator safety when
the safety covers are opened.
4. The Z axis has 3-phase AC motor with integrated
temperature sensor.
D axis has a 2-phase motor
5. The motor and the incremental encoder are fixed (rig-
id) to one another.
6. Incremental encoder: determines the exact position
of the axes, due to the track signals.