00194440-10_SM_X-Series_Customer_en.pdf - 第328页
Settings Conveyor Settings 5.4.3 Setting the Fixed Conveyor Edge (from SW 701) 328 Service Manua l SIPLACE X Series Shaft fixtures (bearing flange) ▪ After teaching the fixe d con veyor side, you need to recalibrat e the…
Settings
5.4.3 Setting the Fixed Conveyor Edge (from SW701) Conveyor Settings
Service Manual SIPLACE X Series 327
Values
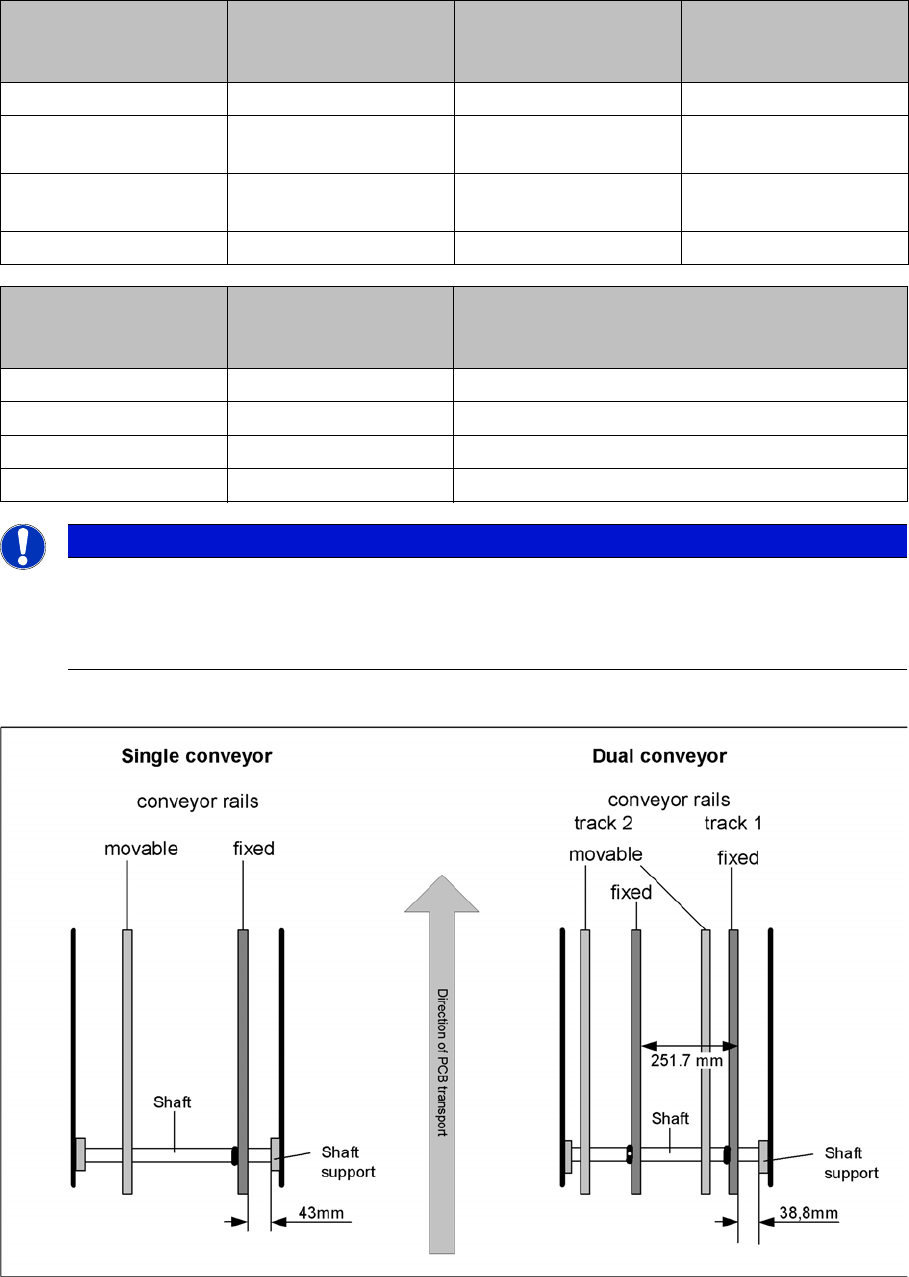
The measurement is performed between the side flange and the fitting flange of the mounting frame (see
also the "Example X-Series")
Example of X series
Setting the "fixed conveyor side" in SIPLACE X, HF series
Machine Single conveyor
Standard width
508 (460) mm
Dual conveyor
Standard width
250 (216) mm
Quad lane
Standard width
114 mm
HF series 19 (43) mm 4.5 (38.8) mm
X series / D3
up to July 2007
19 (43) mm 4.5 (38.8) mm
X series / D3
from July 2007
16 (40) mm 4.5 (38.8) mm 2 mm
X4I 16 (40) mm 4.5 (38.8) mm 2 mm
Machine Single conveyor
Standard width
460 mm
Dual conveyor
Standard width
216 mm
HS-60 34.5 mm 30.5 mm
S27 HM 34.5 mm 30.5 mm
D4 34.5 mm 30.5 mm
D1/D2 34.5 mm 30.5mm
NOTICE
Only with SITEST
The fixed conveyor side should be adjusted only with the SITEST software and the width ad-
justment devices. This ensures that the conveyor sides are in their correct positions (parallel)
i.e. that the conveyor runs straight.
Settings
Conveyor Settings 5.4.3 Setting the Fixed Conveyor Edge (from SW701)
328 Service Manual SIPLACE X Series
Shaft fixtures (bearing flange)
▪ After teaching the fixed conveyor side, you need to recalibrate the PCB reference corner, to prevent
fiducial errors during placement.
NOTICE
Versions
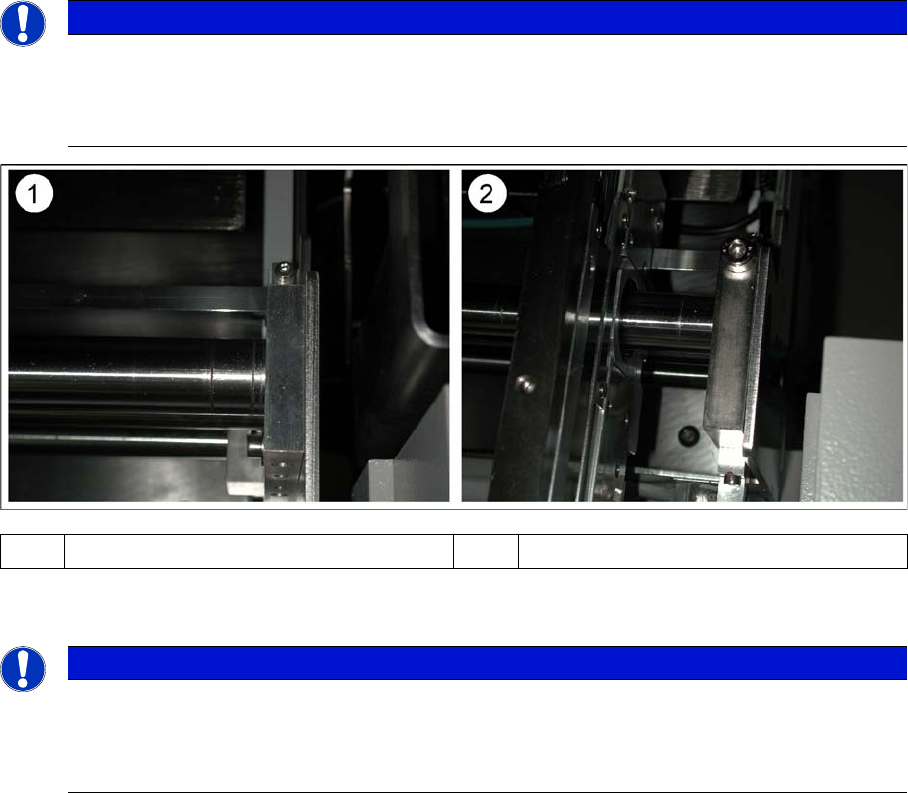
Since July 2007, X machines with single conveyors use a new version of the shaft fixtures
(bearing flange) with a width of 15 mm, instead of 12 mm. The setting for standard single con-
veyors changes with this new version, to 40 mm.
(1) Bearing flange – first version 12 mm (2) Bearing flange – new version 15 mm
NOTICE
Only with software
The fixed conveyor side may only be adjusted via software and with the width adjustment de-
vices. This ensures that the conveyor sides are in their correct positions (parallel) i.e. that the
conveyor runs straight.
Settings
5.4.3 Setting the Fixed Conveyor Edge (from SW701) Conveyor Settings
Service Manual SIPLACE X Series 329
5.4.3.2
5.4.3.2 Connecting the Dual Conveyor Lifting Tables
Connecting the Dual Conveyor Lifting Tables
► Remove the lifting table plate on conveyor lane 2 in PA1 and on lane 1 in PA2.
► Loosen the lockscrew(s) (4) and use a screwdriver to push the hexagonal circlip over the shaft on
lifting table 1.
► Perform lifting table connection for all placement areas (arrangement rotated by 180°.)
► Configure the new conveyor mode in SIPLACE Pro
NOTICE
Why is “Alternative Components” a topic for our customers?
This option is a mechanical necessity when you use the dual conveyor as a single conveyor.
The two lifting tables move parallel when they are connected.
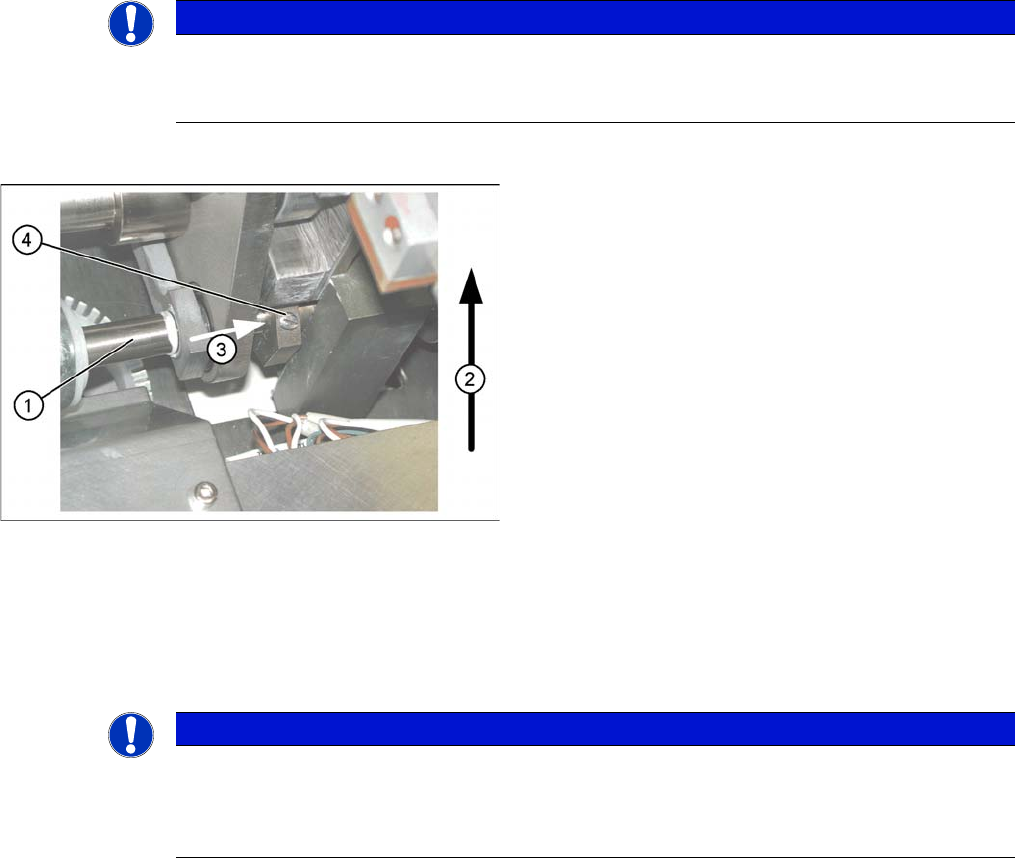
Connecting lifting tables (e.g. PA1 conveyor lane 2
▪ The drive shaft (1) is connected to the piston rod of
the pneumatic cylinder. This shaft is connected with
the shaft of the lifting table from conveyor lane 1. The
lifting table drive shaft also has an additional rod with
a hexagonal circlip. This rod is pushed over the shaft
of lifting table 1.
▪ Direction of transport (2).
▪ Direction (3) in which the hollow shaft from lifting ta-
ble 2 (1 in PA 2) is to be moved to lifting table 1 (2 in
PA 2).
▪ Lock screws (4).
NOTICE
Station software
When converting the dual conveyor to a single conveyor (flexible dual conveyor), connect and
disconnect the lifting tables when requested to do so by the station software. This function is
supported by SIPLACE Pro .