NXT-III-IIIC 系统手册.pdf - 第259页
6. 运用各种功能时的操作 SYS-NXT3c-007S0 238 NXT III/NXT IIIc 系统手册 6.2.2 使双模组处于唤醒状态时的注意事项 变成唤醒状态的操作,与通常的 模组相同,按下 POWER 按钮进行。 但是,如果已传送了双模组用的 Job 时,如果只启动一方的模组,也不会变成唤醒状态 。 等到启动另一方的模组时,显示 以下的画面。 启动后,显示出与通常生产相同 的画面。 01SYS-0713 01SYS-065…
SYS-NXT3c-007S0 6. 运用各种功能时的操作
NXT III/NXT IIIc 系统手册 237
6.2 双模组生产
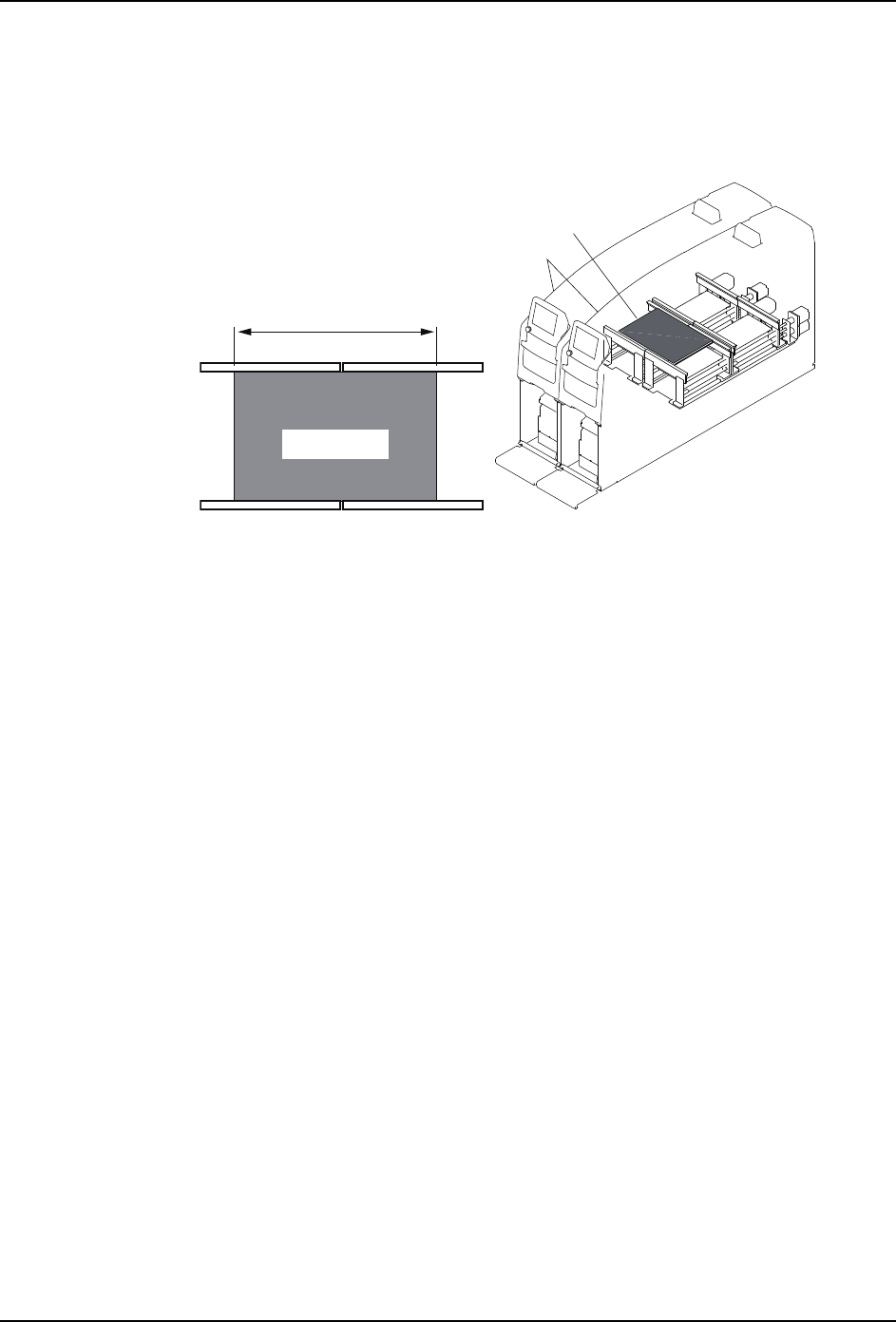
M3-3 模组的生产适用于长度不超过 250 mm 的电路板,或者 305 mm 以下的但贴装范围不超
过 250 mm 的电路板。但是,使用相邻的 M3-3 模组协调后进行贴装,能够适用于超过这些条
件的电路板的生产。
a. 对应长度 (X 方向)为 250.01mm 以上的电路板。
b. 如果是宽度 (Y 方向)为 280.00mm 以下的电路板,可以使用轨道 1 和轨道 2 进行双
轨道生产。
c. 在轨道 1 和轨道 2 中可以按照各自不同的 Job 进行生产。
d. 在轨道 1 和轨道 2 中可以按照相同的 Job 进行生产。
6.2.1 生产条件
生产线构成
a. 电路板搬运方向,对应了从右到左 (正流向)和从左到右 (逆流向)。
b. 成为双模组的模组各自使用相同类型的贴装工作头进行生产,使用不同类型的贴装
工作头开始生产可能会造成吸嘴与贴装完毕的元件的干扰。
c. 侧面隔板和侧面安全门围住的 2 个模组可以进行双模组生产。侧面隔板隔开的 2 个
模组不可以进行双模组生产。
不支持的功能
a. 基准定位点读取异常时的电路板载入重试功能在双模组生产时不会动作。如果发生
读取错误,进行错误停止。
b. 手动模式中的指令没有支持双模组。需要同时操作 2 个模组。
01SYS-0909S
ঠ㒘
⬉䏃ᵓ
250.01 mm ҹϞ
⬉䏃ᵓ

6. 运用各种功能时的操作 SYS-NXT3c-007S0
238 NXT III/NXT IIIc 系统手册
6.2.2 使双模组处于唤醒状态时的注意事项
变成唤醒状态的操作,与通常的模组相同,按下 POWER 按钮进行。
但是,如果已传送了双模组用的 Job 时,如果只启动一方的模组,也不会变成唤醒状态。
等到启动另一方的模组时,显示以下的画面。
启动后,显示出与通常生产相同的画面。
01SYS-0713
01SYS-0653
SYS-NXT3c-007S0 6. 运用各种功能时的操作
NXT III/NXT IIIc 系统手册 239
6.3 供料器阻断功能
是一种在验证功能 ON 状态下进行生产的时候,停止使用需要维修保养的供料器并指示操作
者进行供料器更换的功能。由此,能够减少与供料器有关的错误发生。
另外,对于没有实施维修保养的供料器,即使进行验证也不会通过。
备注 )使用该功能时,必须安装 Fujitrax Verifier 的选项产品 [Advanced Maintenance]。
6.3.1 供料器更换向导
生产期间,当存在超出了在 Advanced Feeder Maintenance (Fujitrax Verifier)中设定
的维修保养条件的供料器时,机器就会停止使用供料器,并且向导操作者进行供料器更换。
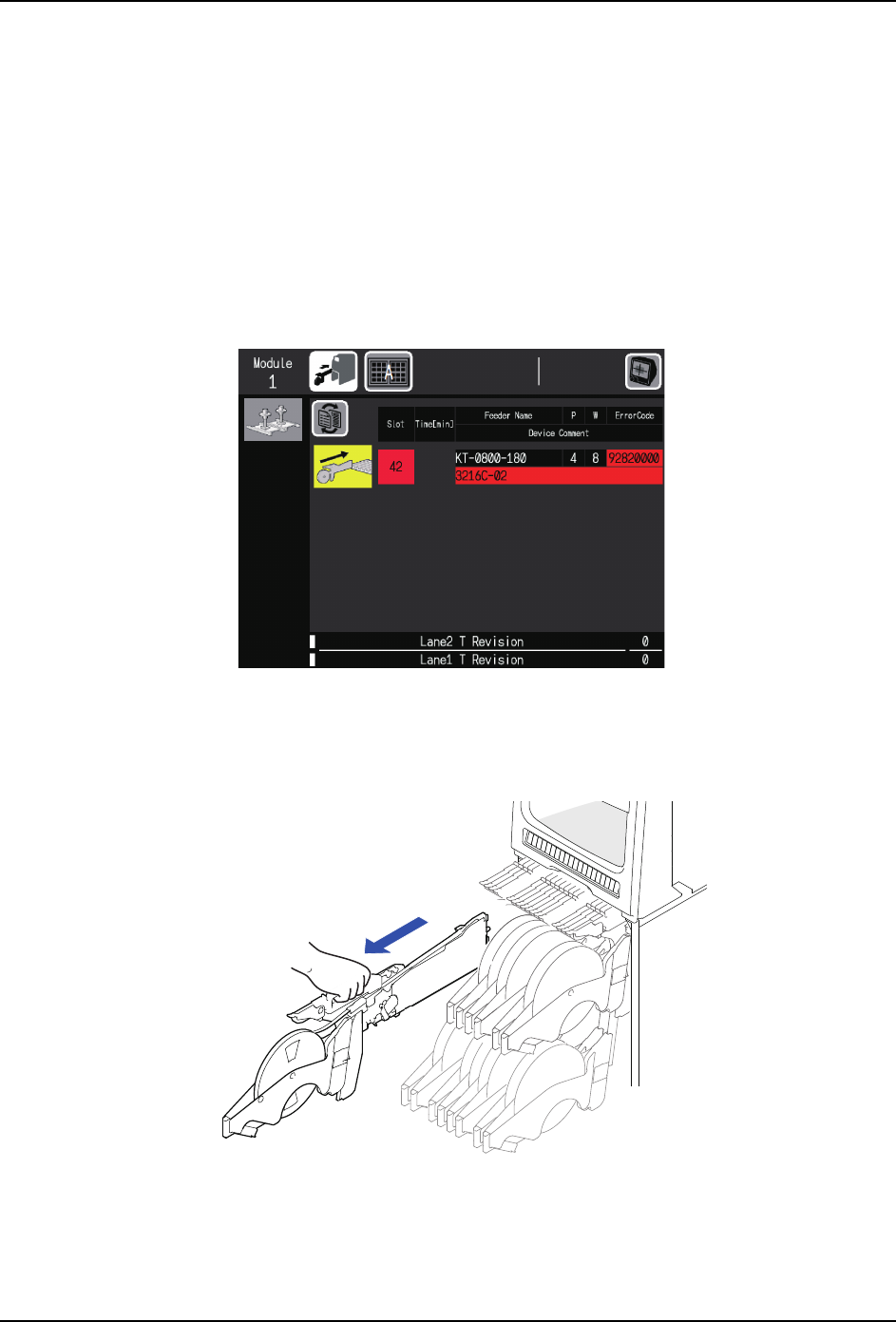
6.3.2 供料器的更换
请卸下相应的供料器进行更换,或者进行维修保养后重新安装到机器上。
01SYS-0795
01-SYS-0672