NXT-III-IIIC 系统手册.pdf - 第292页
SYS-NXT3c-007S0 6. 运用各种功能时的操作 NXT III/NXT IIIc 系统手册 271 4. 请确认支撑销的配置。如果支撑销 的位置与板上的标记位置不一致时 ,请移动到正确的 位置上。 5. 确认了支撑销的配置后,请插入模 组。 6. 在操作画面上显示电路板送出的开 始向导。请按下 START 按钮。 备注 )如果不需要在下一模组中的配置确认,在按下 START 按钮之前,请通过手动操作指令 的操作除去电路板。 …
6. 运用各种功能时的操作 SYS-NXT3c-007S0
270 NXT III/NXT IIIc 系统手册
6.12.2 运用支撑销配置确认模式
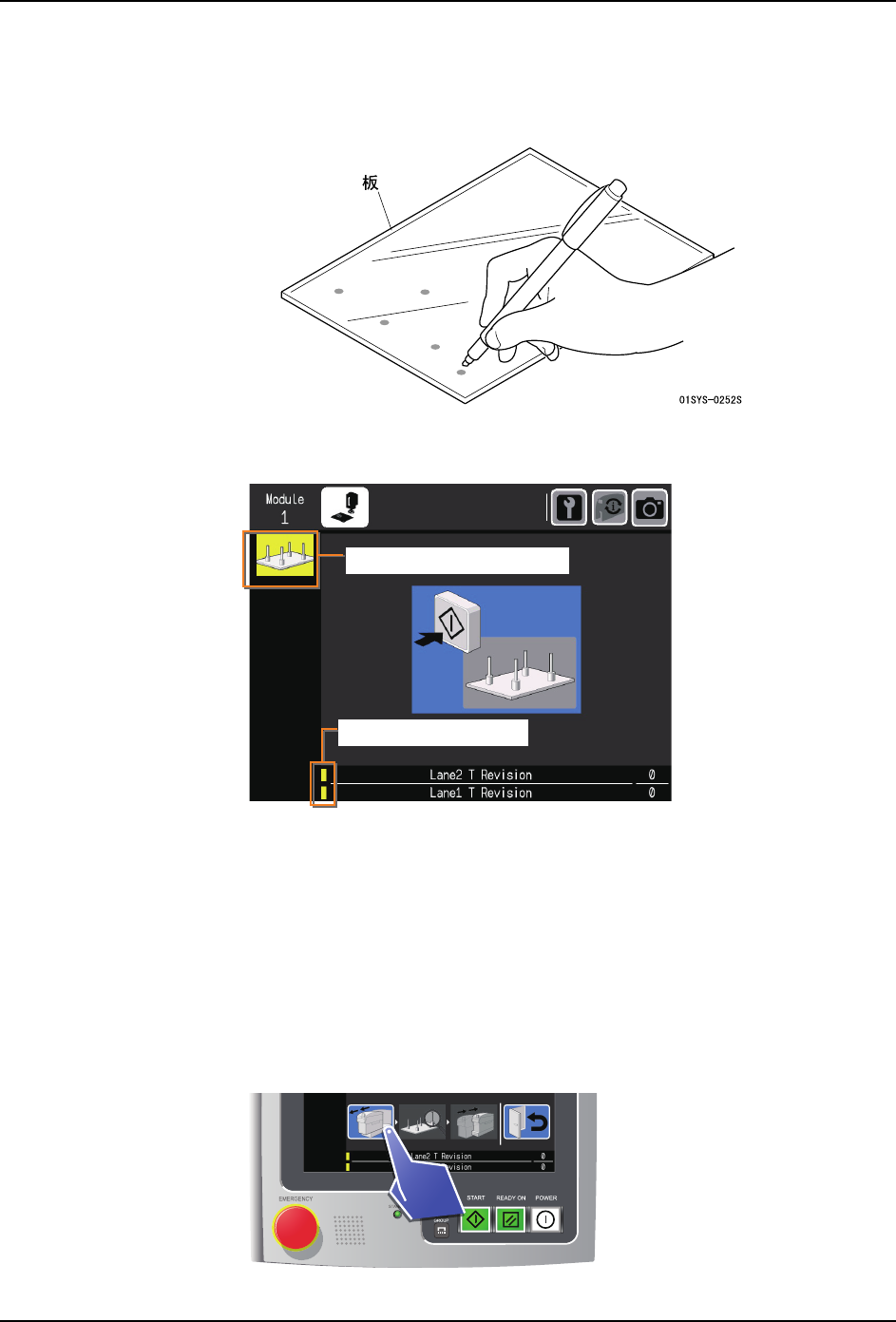
首先,准备 1 块与电路板相同尺寸的板(透明或半透明),将该板比作电路板,对支撑销的
位置做标记。运用支撑销配置确认模式时,使该板夹紧在搬运轨道上。
当进行了支撑销配置确认模式的设定后,操作画面就会变成支撑销配置确认的开始向导。另
外,所指定的轨道的电路板有无显示变成黄色。
请确认画面,进行以下的作业。
1. 请按下 START 按钮。
备注 )如果在不是开头模组的模组上进行确认时,清在按下 START 按钮之前通过手动操作指
令载入电路板。
2. 机器处于电路板的载入等待状态。请将准备的板放置在搬运轨道上。
备注 )如果是双轨道生产,请按照轨道 1、轨道 2 的顺序放入板。
3. 机器夹紧板并停止,然后在操作画面上显示支撑销配置确认向导。请按下模组拉出按钮
后拉出模组。
01SYS-0818S
᭥᫇䬶䞃㖤⺤䇚⁗ᕅ䘆⭞ѣ
ᱴ⽰⭫䐥ᶵᴿᰖδ哺㢨ε
01SYS-0819

SYS-NXT3c-007S0 6. 运用各种功能时的操作
NXT III/NXT IIIc 系统手册 271
4. 请确认支撑销的配置。如果支撑销的位置与板上的标记位置不一致时,请移动到正确的
位置上。
5. 确认了支撑销的配置后,请插入模组。
6. 在操作画面上显示电路板送出的开始向导。请按下 START 按钮。
备注 )如果不需要在下一模组中的配置确认,在按下 START 按钮之前,请通过手动操作指令
的操作除去电路板。
7. 下一模组变成支撑销配置确认模式。请按下下一模组的 START 按钮。
8. 板载入到下一模组,显示支撑销配置确认向导。请按下模组拉出按钮后拉出模组。
备注 )在送出了板的前工序模组中,解除支撑销配置确认模式。
01SYS-0820
01SYS-0821
Module1 Module2
01SYS-0822
Module1 Module2

6. 运用各种功能时的操作 SYS-NXT3c-007S0
272 NXT III/NXT IIIc 系统手册
9. 确认支撑销的配置。然后,请重复 4. 项以后的项目。
10.在最终工序的模组中,不进行电路板送出动作而直接停止。请按照手动操作指令的操作
取出电路板。
6.12.3 注意事项
1. 在辅助软件的设定中,如果选择了通常生产模式以外时,不能够运用支撑销配置确认模
式。
2. 即使关闭机器的电源,解除支撑销配置确认模式也不会。需要解除时,请通过辅助软件
的 [ 远程操作 ],将 [ 生产模式设定 ] 设定成 [ 通常生产模式 ]。
3. 如果是双模组,请按下前工序的模组的 START 按钮,在后工序的模组设定了模式后,按
下后工序的 START 按钮。
4. 如果电路板停止位置补正功能为有效时,读取基准定位点或电路板轮廓。请准备能够利
用的电路板 (确认用板)。
5. 在生产线中如果使用了 FLP 时,请不要将电路板 (确认用板)插入前工序的搬运轨道。
请通过手动操作指令插入到模组内。
6. 使用真空支撑销的时候,请暂时关闭功能,或者,通过 I/O 监视器关闭真空。
7. 在拆除了料盘装置后或者运转中按下了紧急停止按钮后,电路板夹块发生了下降。这
时,请进行操作使得电路板 (确认用板)不发生偏移。
8. 在自动换线的无中断生产中,后工序模组有可能与 Job 不一致。这时,请切换 Job 使之
一致。