NXT-III-IIIC 系统手册.pdf - 第322页
SYS-NXT3c-007S0 6. 运用各种功能时的操作 NXT III/NXT IIIc 系统手册 301 6.23 利用电路板内的识别切换 Job 的功能 本功能是在第一个模组内读取电 路板内的识别点 (Job 识别点 ), 通过判断结果决定机器贴 装 Top 面或 Bottom 面后再进行生产的功能。 注意 ) 1. 可生产的电 路板尺寸规格与双搬运轨道配置的机器所 要求的尺寸相同。 2. 不能使用 Fuji Flexa。 6.…
6. 运用各种功能时的操作 SYS-NXT3c-007S0
300 NXT III/NXT IIIc 系统手册
6.22.3 清除自动校正的测定结果
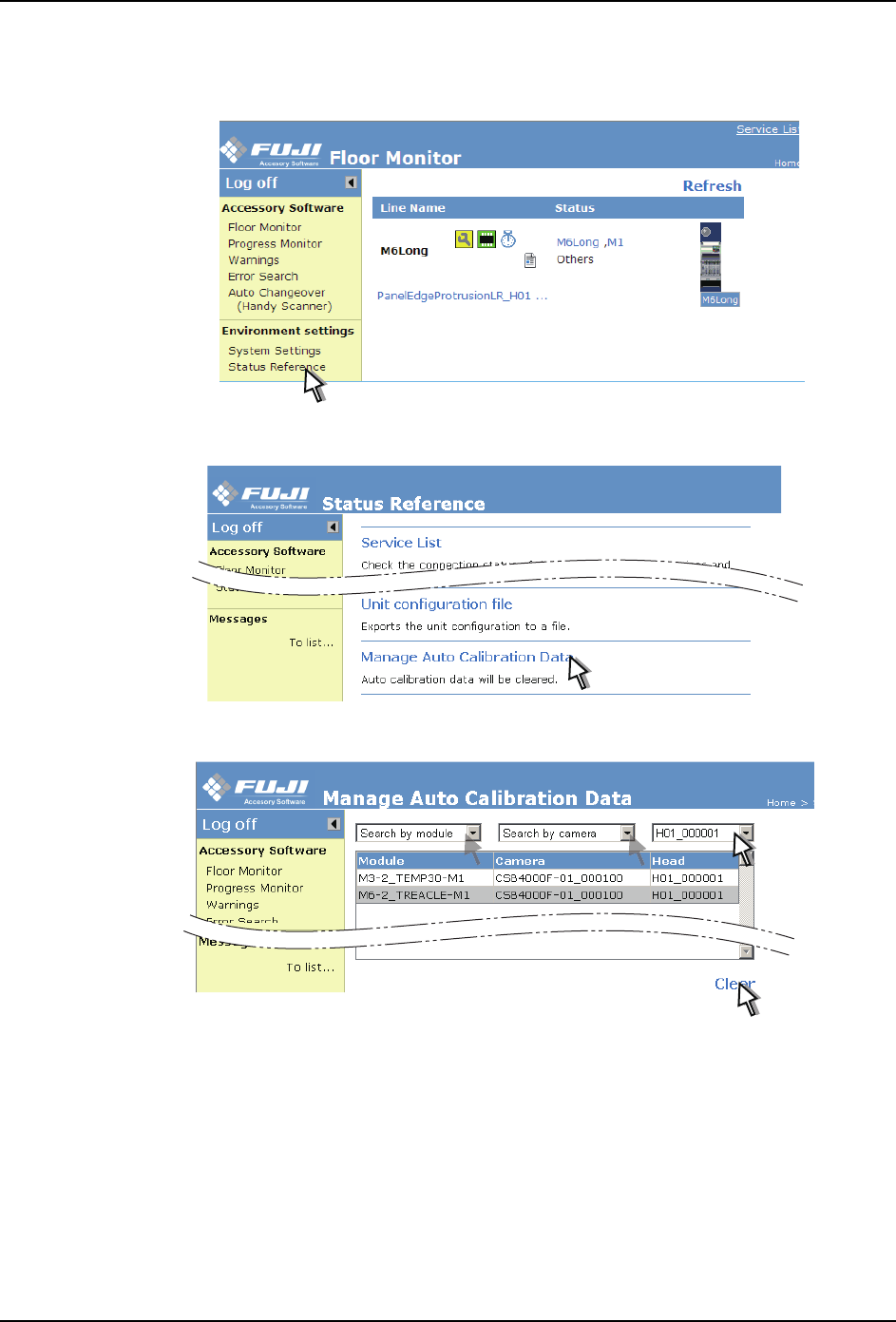
1. 请点击在线监视器的 [Status Reference]。
2. 点击 [Manage Auto Calibration Data]。
3. 从以下的 1 个下拉菜单中,选择对象的序列号,显示自动校正的测定结果。
·Search by head:Select the applicable head serial number
4. 请点击 [Clear]。全部清除所显示的装置的测定结果。
注意 )清除的测定结果不能复原。
01SYS-0587E
01SYS-0588E
01SYS-0589E
SYS-NXT3c-007S0 6. 运用各种功能时的操作
NXT III/NXT IIIc 系统手册 301
6.23 利用电路板内的识别切换 Job 的功能
本功能是在第一个模组内读取电路板内的识别点 (Job 识别点 ), 通过判断结果决定机器贴
装 Top 面或 Bottom 面后再进行生产的功能。
注意 ) 1. 可生产的电路板尺寸规格与双搬运轨道配置的机器所要求的尺寸相同。
2. 不能使用 Fuji Flexa。
6.23.1 利用电路板的识别点切换 Job 功能的运用
在单搬运轨道配置的机器内运用本功能时请将 「机器功能的设定」- 「Single conveyor
any side production settings」设置为 「Not Used」,
1. 请上传 Job。
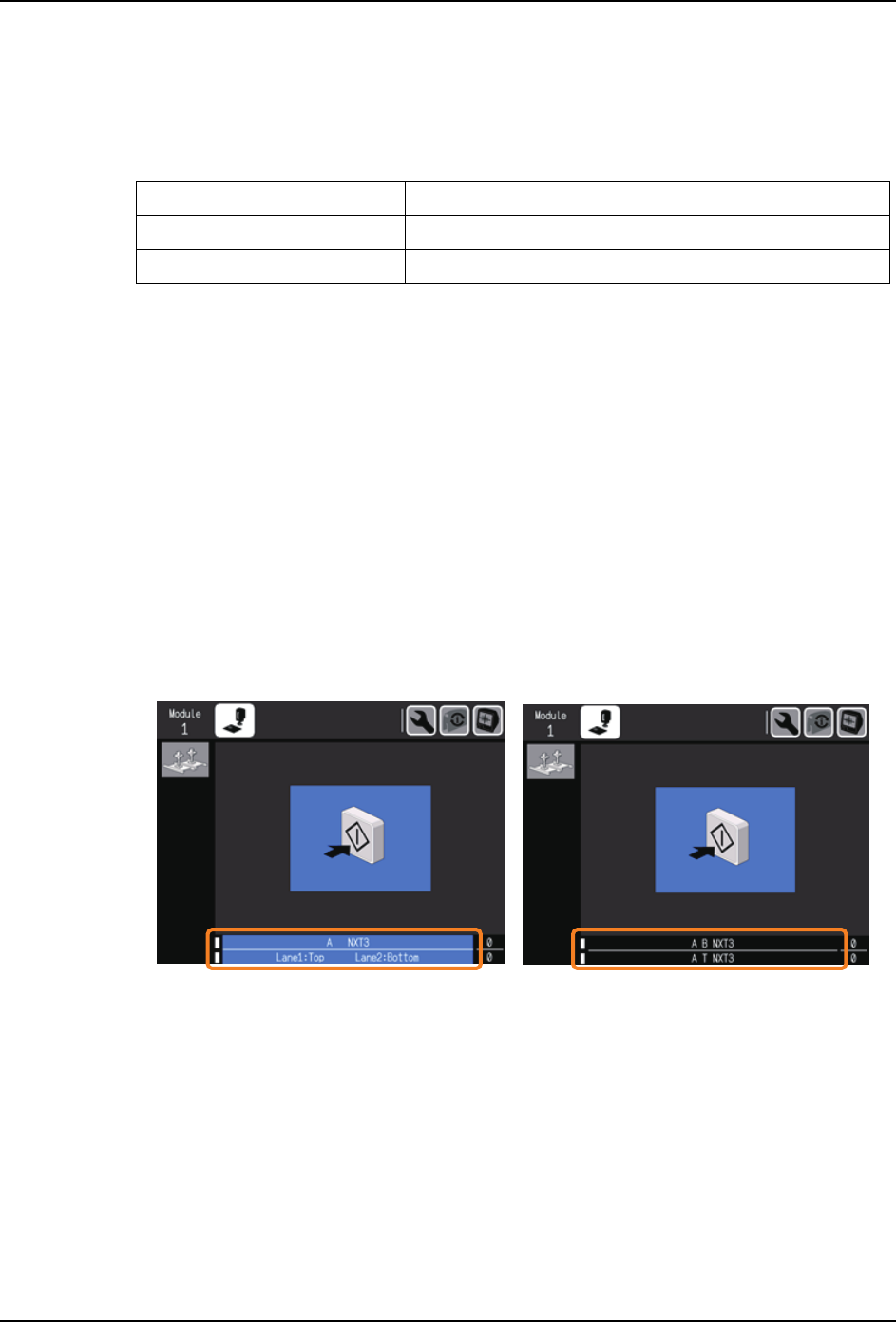
利用电路板上的识别点判定 Job 切换功能是否有效。有效时,机器画面上 Job 名的背景色
显示为蓝色。[fig.1]
利用电路板上的识别点判定 Job 切换功能是否有效。无效时,机器画面上 Job 名的背景色
显示为黑色。[fig.2]
备注 ) 上传了 Job 切换功能有效的 Job 却显示为无效时,请确认 Job 识别点的设置是否正确。
2. 请点击开始按键。
在电路板载入第一个模组之后,开始读取电路板上的 Job 识别点点并决定进行生产的电路
板面。
适用对象 双搬运轨道、单搬运轨道 ( 注意 1)
NXT 应用软件 V8.50
Nexim ( 注意 2) V1.30
01SYS-1063
[fig.1] [fig.2]
6. 运用各种功能时的操作 SYS-NXT3c-007S0
302 NXT III/NXT IIIc 系统手册
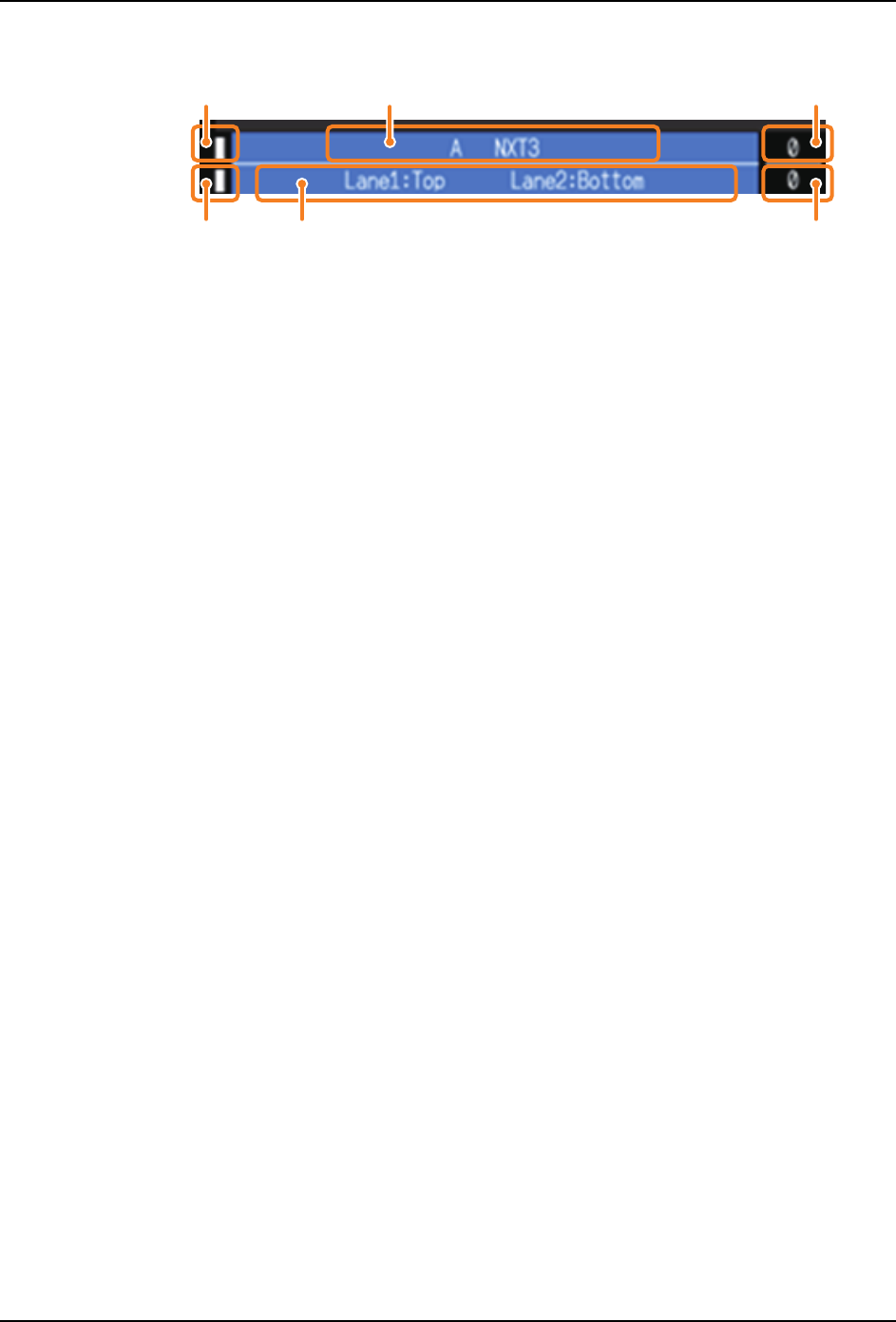
生产中的 Job 显示画面
a. 在各通道上生产的电路板面
•上传 Job 之后,立即显示 「Lane1:Top」「Lane2:Bottom」。
•显示生产中各通道正在生产的电路板面。
•在通道 1 中没有电路板的状态下停止生产时,Lane1 将显示为 Top。
•在通道 2 中没有电路板的状态下停止生产时,Lane2 将显示为 Bottom。
b. Job 名
c. Top 面完成生产的数量
d. Bottom 面完成生产的数量
e. Lane1 内是否有电路板
f. Lane2 内是否有电路板
6.23.2 注意事项
1. 使用自动支撑销时请将 Top 面与 Bottom 面的配置必须相同。可在任意通道内对支撑销
配置的进行确认。
2. 不能对每个电路板面进行跳过子电路板的设置。在不考虑电路板朝向的条件下跳过指定
子电路板时,请在通道 1 与通道 2 上进行相同的跳过设置。完成设置后,不论载入的电
路板是 Top 面还是 Bottom 面,都将跳过已设置的子电路板。
3. 以下的功能只能在通道 1 为 Top 面、通道 2 为 Bottom 面时才能实施。在单搬运轨道规
格的机器上生产 Bottom 面电路板时,请单独向通道 1 上传 Bottom 面的 Job。
a. 模拟运转
b. 贴装与确认
c. 影像处理测试
d. 吸取测试
e. 读取跳过子电路板 (BS Mark 点 ) 识别点测试
f. 定位点相机拍摄
4. 未对应单通道生产 ( 电路板 Y 尺寸超过 280mm 时 )。
5. 未对应 M3 双模组生产。
6. 未对应超出电路板的元件的搬运以及贴装。
01SYS-1064
c
d
a
b
f
e