NXT-III-IIIC 系统手册.pdf - 第392页
SYS-NXT3c-007S0 9. 各种功能的设定和管理 NXT III/NXT IIIc 系统手册 371 9.2.7 设定电路板送出顺序 在进行双轨道生产或三轨道生产 时, 可以从以下 3 项中选择各自轨道中所生产的电路板的送 出顺序。 ·[ 在可生产的轨道中进行生产后送出电 路板 ] • 「先导入的电路板优先生产并 送板」 ·[ 必须先送出先取入的电路板 ] 初始设定为 [ 在可生产的轨道中进行生产后送 出电路板 ], 各自轨道…
9. 各种功能的设定和管理 SYS-NXT3c-007S0
370 NXT III/NXT IIIc 系统手册
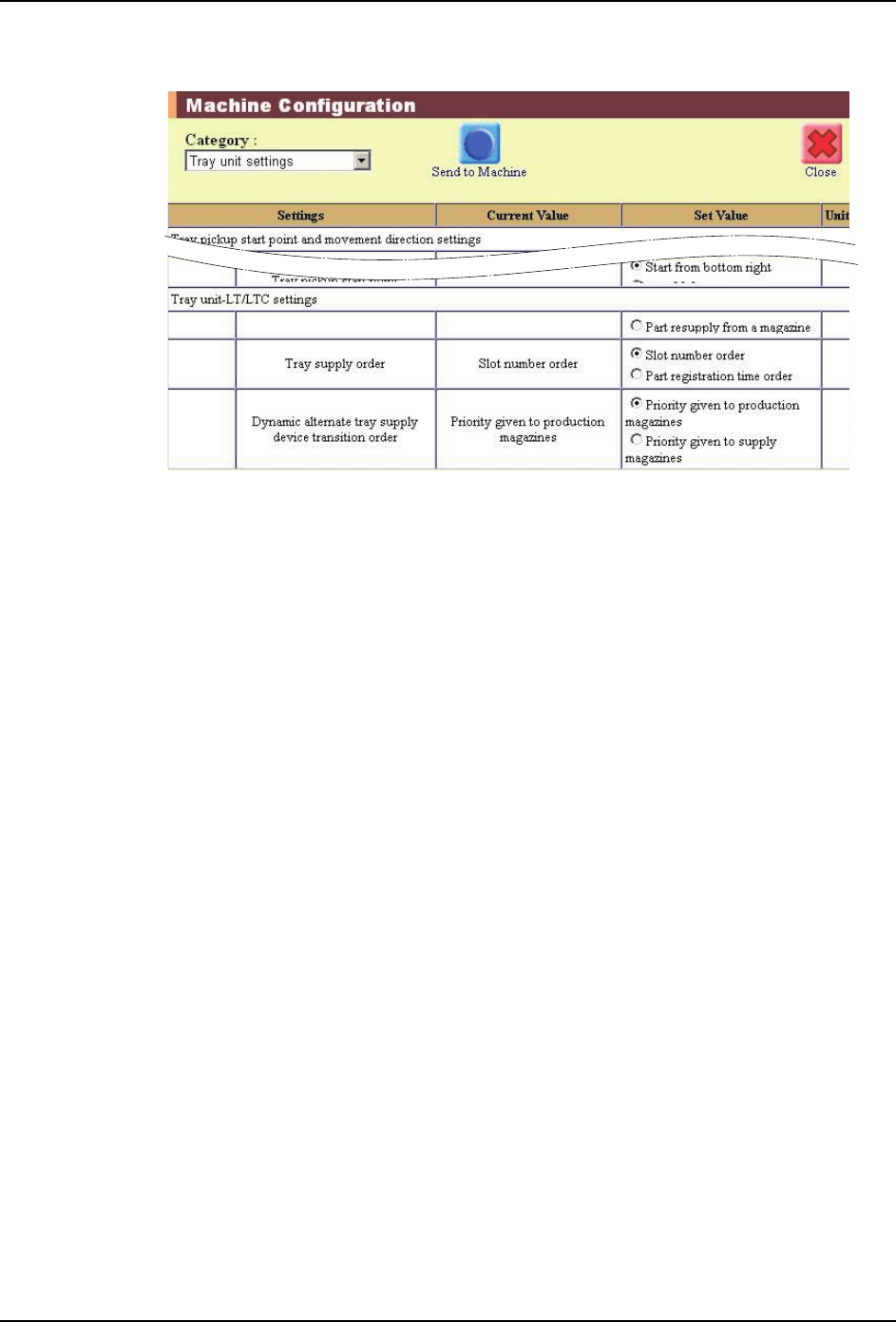
4. 请设定 Next device 移动顺序。
•[Tray supply order] : [Slot number order]
•[Dynamic alternate tray supply device transition order] : [Priority given
to production magazines] 或 [Priority given to supply magazine]
备注 ) 1.使用移动顺序 A 时,设定哪一种都可以。
2.设定料盘供应顺序中优先使用旧元件时,请设定为 「元件登录时间顺序」。
需要如下设定 Job,设定才有效。
a. 请在生产料盘箱内设定全部的初始料站。
·转换顺序 A 时:在初始料站料盘的托架上配置次料站料盘。
·转换顺序B和C时:请在与初始料站料盘所不同的托架上配置次料站料盘。
b. 选择 Machine Configuration 的 「Feeder Setup」选项,将生产用机器的所有料槽
的 Status 设定为 「Fixed」。
a. 在 Machine Configuration 内的项目 [TULT][TULTC] 的设定中,将补料用料盘箱的
全部料槽的 Status 设定为 [Reserved]。
b. 进行优化。
备注 )详细内容请参照 [NXT 系列编程手册 ]。
01SYS-0898E
SYS-NXT3c-007S0 9. 各种功能的设定和管理
NXT III/NXT IIIc 系统手册 371
9.2.7 设定电路板送出顺序
在进行双轨道生产或三轨道生产时,可以从以下 3 项中选择各自轨道中所生产的电路板的送
出顺序。
·[ 在可生产的轨道中进行生产后送出电路板 ]
•「先导入的电路板优先生产并送板」
·[ 必须先送出先取入的电路板 ]
初始设定为 [ 在可生产的轨道中进行生产后送出电路板 ],各自轨道中所取入的电路板在生
产完成后就送出。此时,如果因料尽等的原因而中断了一侧轨道的生产时,由于另一侧轨道
继续生产,因此不能保证生产线平衡。
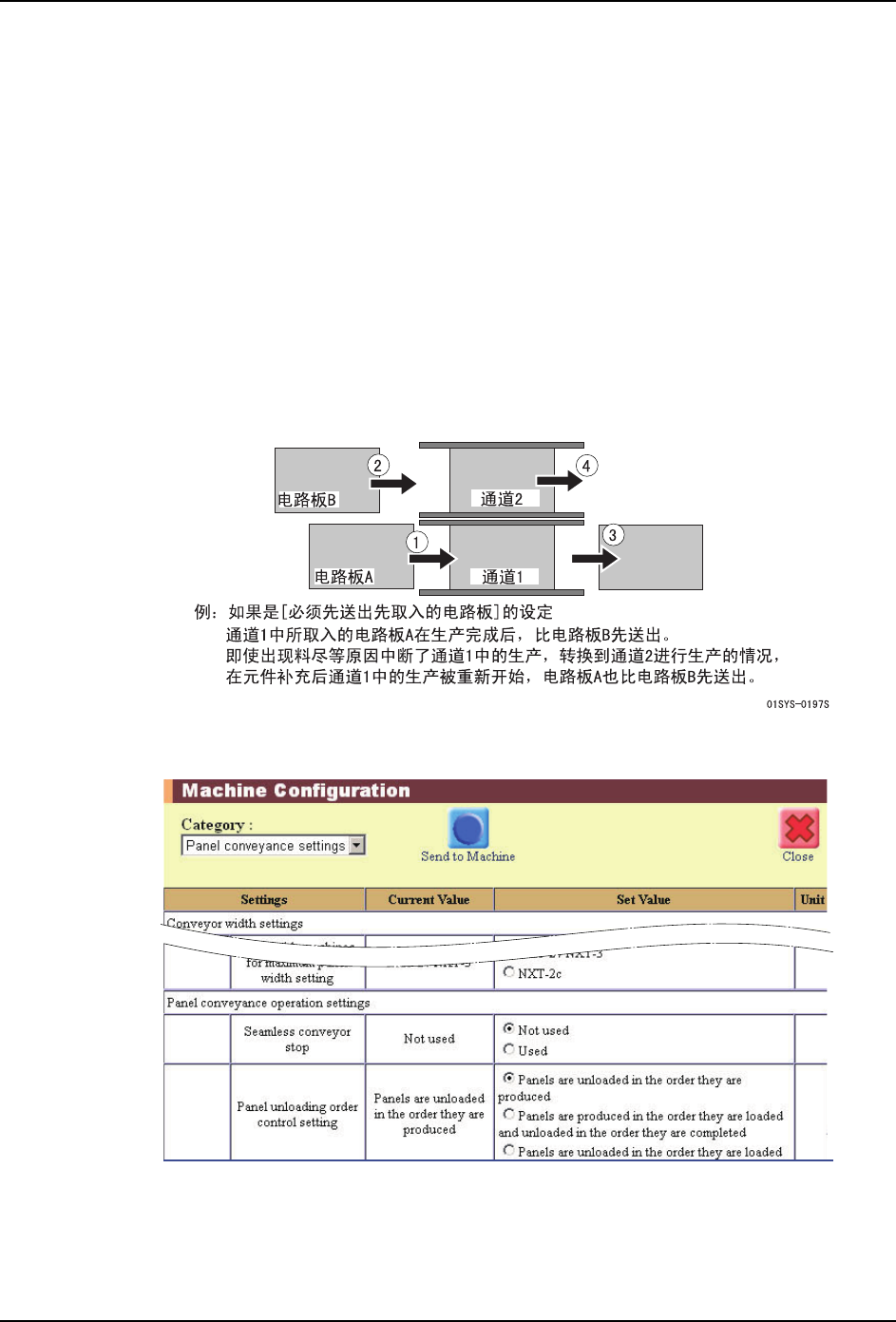
如果选择了 [ 必须先送出先取入的电路板 ] 时,由于是按照取入顺序送出电路板,因此能够
保证轨道 1 和轨道 2 间的生产线平衡。
请结合生产形态,设定电路板的送出顺序。
1. 请设定送板顺序。
·[Panel unloading order control setting]:请选择送出顺序。
备注 )初始设定为 [Panels are unloaded in the order they are produced]。[Panels are
unloaded in the order they are loaded] 的设定即使是对传送模式和故障时的应用
也有效。
01SYS-0899E
9. 各种功能的设定和管理 SYS-NXT3c-007S0
372 NXT III/NXT IIIc 系统手册
9.2.8 不同宽度的电路板的双通轨道道生产
双搬运轨道规格的机器能够对应所搬运的电路板尺寸进行双轨道生产和单轨道生产。并且
在双轨道生产时,在轨道 1 和轨道 2 中能够各自对应不同尺寸的电路板。请根据情况设定轨
道的宽度,进行生产。
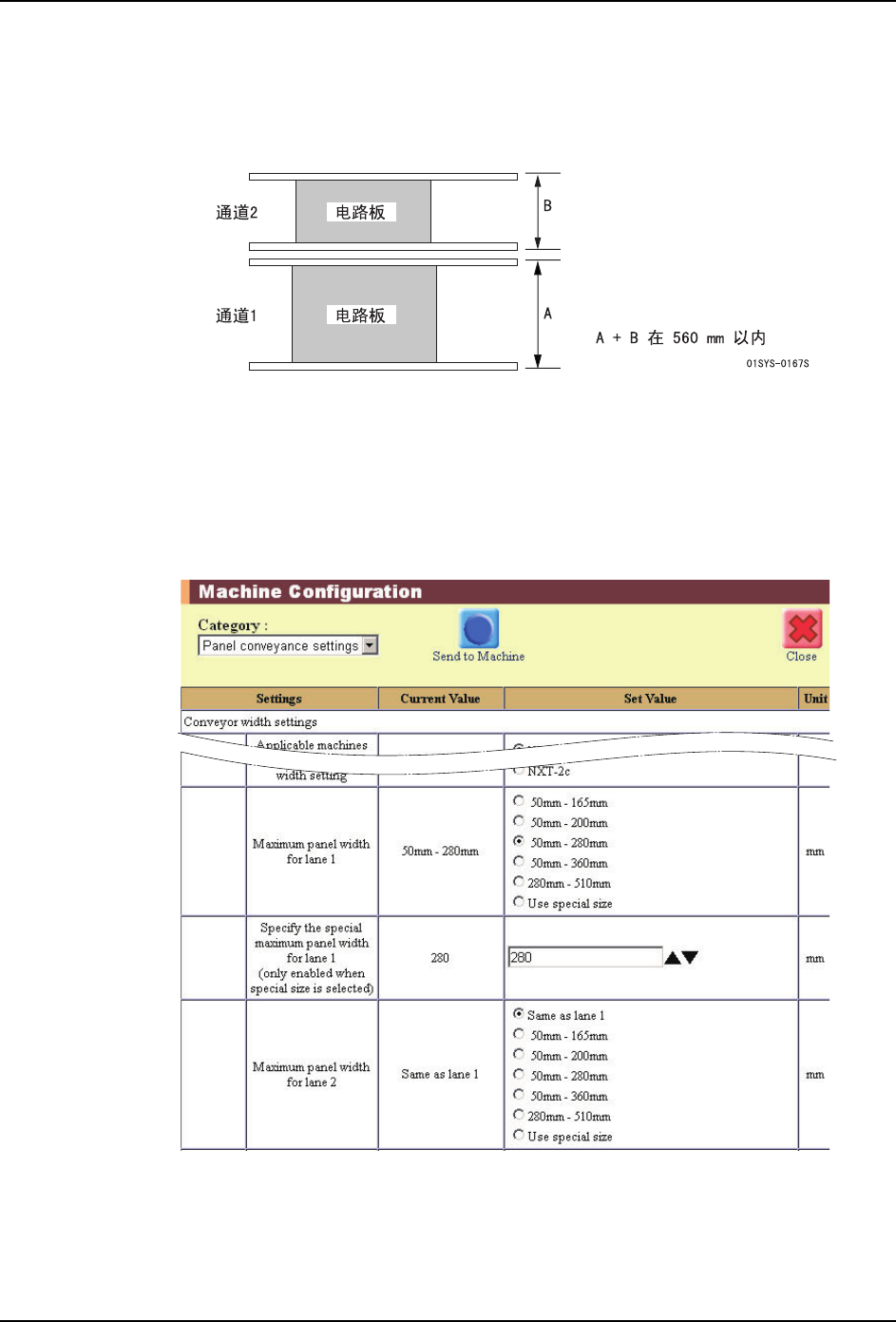
备注 )轨道 1 和轨道 2 的支撑板尺寸合计必须在 560 mm 以内。能够生产的电路板尺寸也受到
该项限制。
该功能建议在以下的场合下使用。
a. 虽然进行着双轨道生产,但有时想要生产大于 281 mm 的电路板。
b. 虽然生产着超出 281 mm 的电路板 (单轨道运用),但想要在多余的轨道中生产小电
路板。
· [Maximum panel width for lane 1]:请选择在轨道 1 中进行搬运的宽度。
· [Maximum panel width for lane 2]:请选择在轨道 2 中进行搬运的宽度。
将 Job 从 Fuji Flexa 传送到机器上,设定才有效。轨道 1,2 各需要 Job。
01SYS-0905E