NXT-III-IIIC 系统手册.pdf - 第393页
9. 各种功能的设定和管理 SYS-NXT3c-007S0 372 NXT III/NXT IIIc 系统手册 9.2.8 不同宽度的电路板的双通轨道道生产 双搬运轨道规格的机器能够对应所搬运的电路板尺 寸进行双轨道生产和单轨道生产 。并且 在双轨道生产时, 在轨道 1 和轨道 2 中能够各自对应不同尺寸的电路板。 请根据情况设定轨 道的宽度,进行生产。 备注 )轨道 1 和 轨道 2 的支撑板尺寸合计必须在 560 mm 以内。 能够…
SYS-NXT3c-007S0 9. 各种功能的设定和管理
NXT III/NXT IIIc 系统手册 371
9.2.7 设定电路板送出顺序
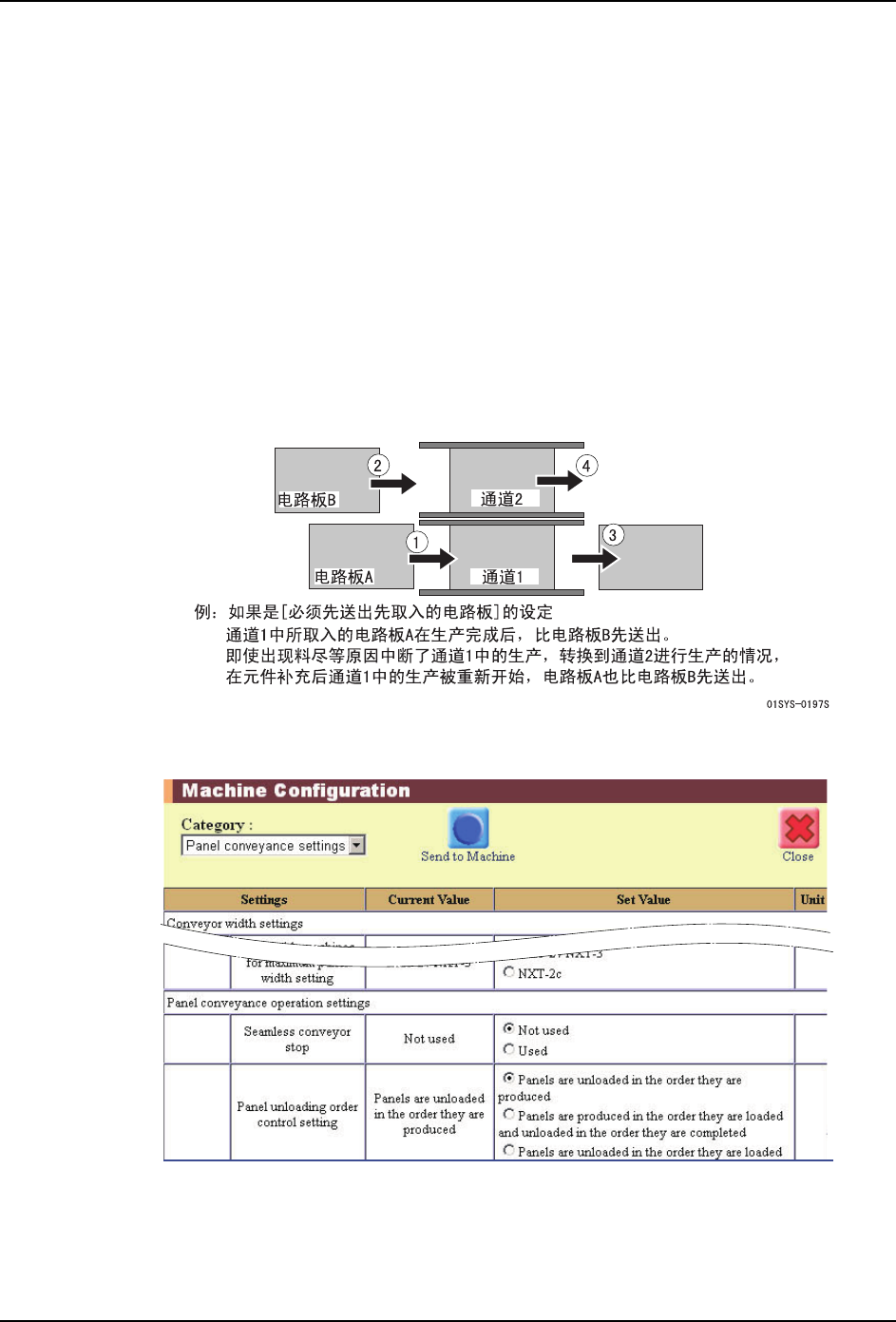
在进行双轨道生产或三轨道生产时,可以从以下 3 项中选择各自轨道中所生产的电路板的送
出顺序。
·[ 在可生产的轨道中进行生产后送出电路板 ]
•「先导入的电路板优先生产并送板」
·[ 必须先送出先取入的电路板 ]
初始设定为 [ 在可生产的轨道中进行生产后送出电路板 ],各自轨道中所取入的电路板在生
产完成后就送出。此时,如果因料尽等的原因而中断了一侧轨道的生产时,由于另一侧轨道
继续生产,因此不能保证生产线平衡。
如果选择了 [ 必须先送出先取入的电路板 ] 时,由于是按照取入顺序送出电路板,因此能够
保证轨道 1 和轨道 2 间的生产线平衡。
请结合生产形态,设定电路板的送出顺序。
1. 请设定送板顺序。
·[Panel unloading order control setting]:请选择送出顺序。
备注 )初始设定为 [Panels are unloaded in the order they are produced]。[Panels are
unloaded in the order they are loaded] 的设定即使是对传送模式和故障时的应用
也有效。
01SYS-0899E
9. 各种功能的设定和管理 SYS-NXT3c-007S0
372 NXT III/NXT IIIc 系统手册
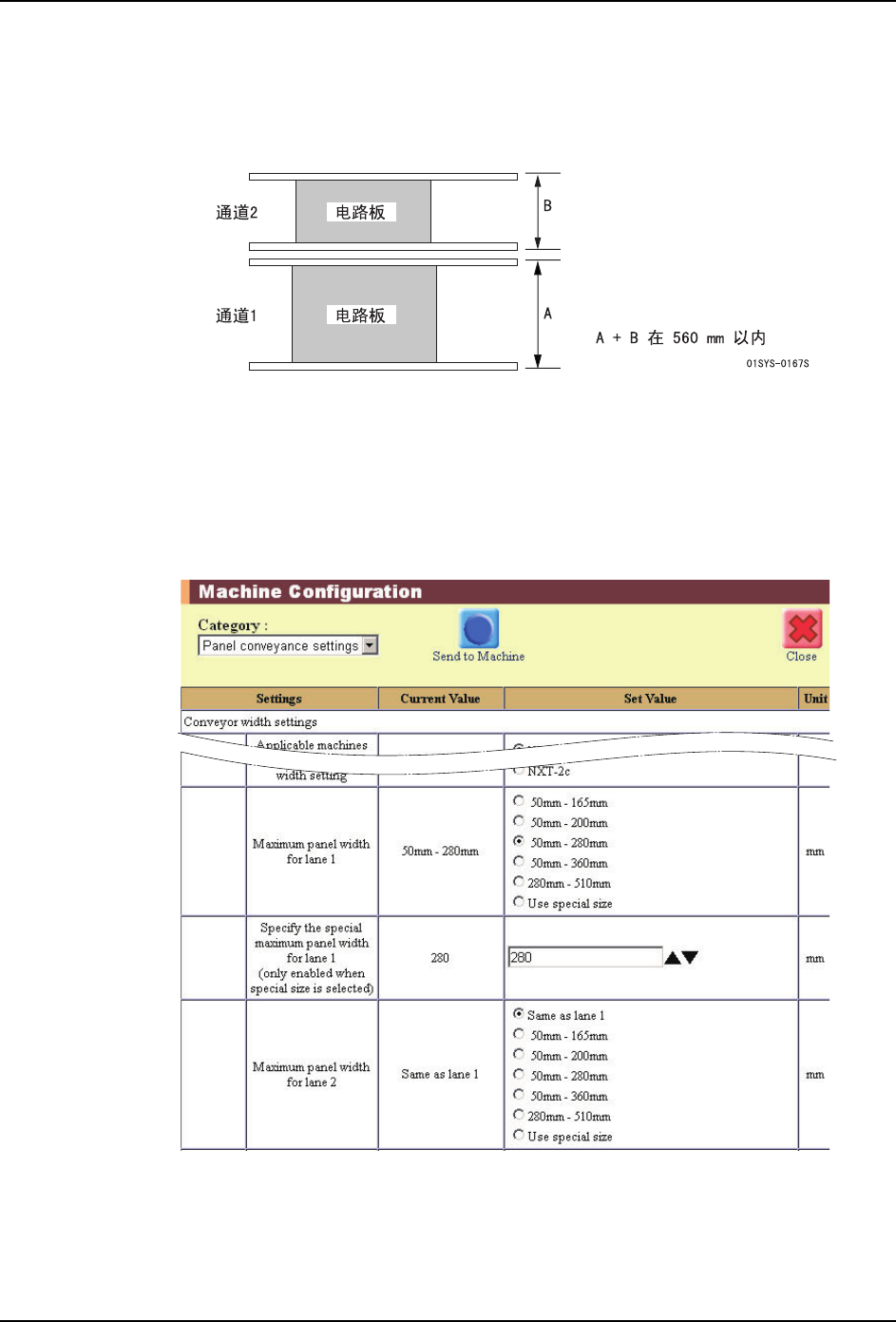
9.2.8 不同宽度的电路板的双通轨道道生产
双搬运轨道规格的机器能够对应所搬运的电路板尺寸进行双轨道生产和单轨道生产。并且
在双轨道生产时,在轨道 1 和轨道 2 中能够各自对应不同尺寸的电路板。请根据情况设定轨
道的宽度,进行生产。
备注 )轨道 1 和轨道 2 的支撑板尺寸合计必须在 560 mm 以内。能够生产的电路板尺寸也受到
该项限制。
该功能建议在以下的场合下使用。
a. 虽然进行着双轨道生产,但有时想要生产大于 281 mm 的电路板。
b. 虽然生产着超出 281 mm 的电路板 (单轨道运用),但想要在多余的轨道中生产小电
路板。
· [Maximum panel width for lane 1]:请选择在轨道 1 中进行搬运的宽度。
· [Maximum panel width for lane 2]:请选择在轨道 2 中进行搬运的宽度。
将 Job 从 Fuji Flexa 传送到机器上,设定才有效。轨道 1,2 各需要 Job。
01SYS-0905E
SYS-NXT3c-007S0 9. 各种功能的设定和管理
NXT III/NXT IIIc 系统手册 373
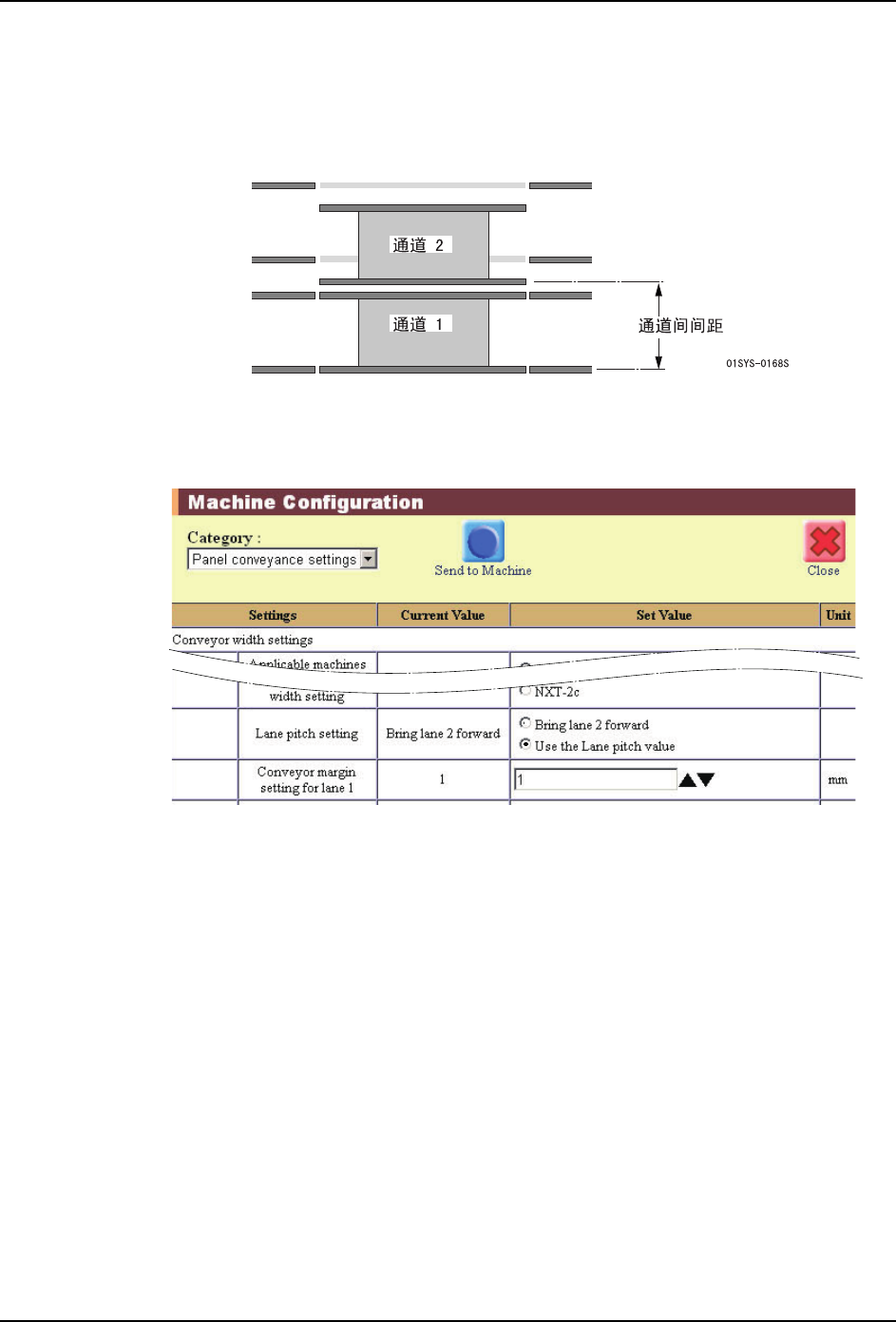
9.2.9 对应搬运轨道轨道间的间距设定
双轨道生产时,机器后方的轨道 2 移到靠近前方的位置上进行电路板搬运。但是,根据机器
的前工序或后工序的情况,如果不想移到靠近前方时,能够任意指定轨道 2 侧的基准导轨的
位置。
备注 )没有对应只运用轨道 2 的单轨道生产。
1. 请在辅助软件的 [Machine Configuration] 画面上 , 进行电路板搬运的设定。
· [Lane Pitch Setting]:请选择 [Use the Lane Pitch Value]。
· [Lane Pitch Value]:请输入轨道 1 和轨道 2 的基准导轨的距离。
备注 )
1.在 [Custom Pitch Setting] 中请什么也不要设定。
2.轨道间间距请设定大于 [ 最大电路板宽度轨道 1 + 47 mm] 的数值。
还有,输入时请注意 [ 轨道间间距设定值 + 最大电路板宽度轨道 2] 不要超出 607 mm。
3.三搬运轨道规格的机器时,搬运轨道轨道间间距设定变为无效。
01SYS-0904E