TR7007i_Software_ch_20131218 - 第139页
Test Research, Inc. 步驟 7. 於軌道支架移動步驟輸入移動距離。並點選下方 [ 往後移動 ] 、 [ 往前移動 ] 按鈕 以調整軌道支架 2 的位置。移動支架 2 直到夾板與皮帶交會處與紅色水平線切 齊。下圖為移動後參考範例圖。 步驟 8. 完成上述設定後點擊 [ 確定 ] 按鈕,自動板寬設定即完成。 輸入移動距離 移動軌道 TR 7007 Series User Guide – Software 137
Test Research, Inc.
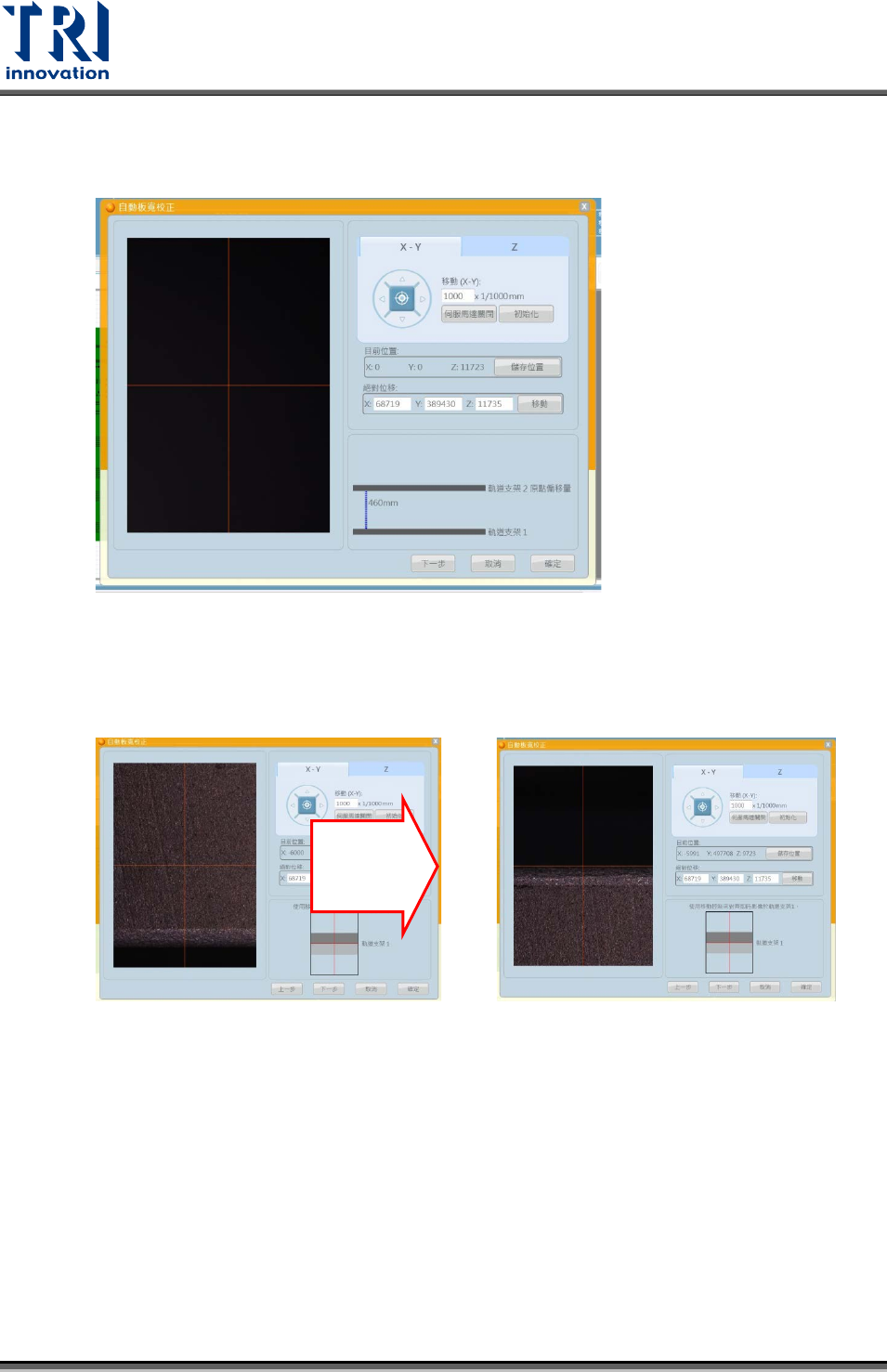
步驟5. 進入自動板寬校正功能後。同時自動板寬校正視窗出現,如下圖所示。同時,
機台會先自動復歸確認有無板子於機台內部。
步驟6. 機台復歸後,可點擊自動板寬校正視窗左側的 FOV 視窗。將鏡頭位置移至第
一軌道支架 1 的夾板與皮帶交會處。下圖為移動前後參考範例可看到紅色水平
線移動至軌道與皮帶交會處。完成後點擊[下一步]按鈕。
移動鏡
頭位置
切齊水
136 TR7007 Series User Guide – Software
Test Research, Inc.
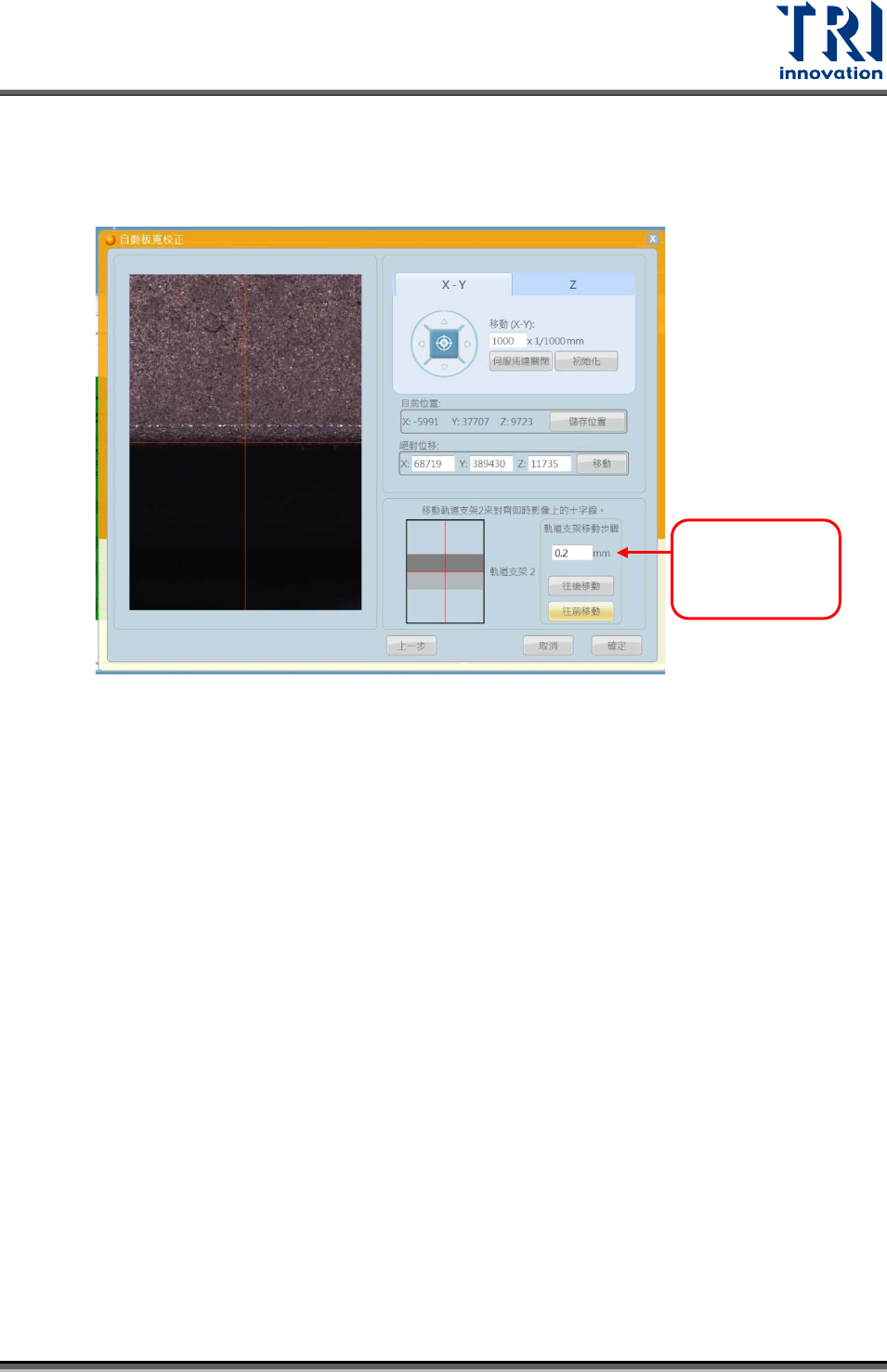
步驟7. 於軌道支架移動步驟輸入移動距離。並點選下方[往後移動]、[往前移動]按鈕
以調整軌道支架 2 的位置。移動支架 2 直到夾板與皮帶交會處與紅色水平線切
齊。下圖為移動後參考範例圖。
步驟8. 完成上述設定後點擊[確定]按鈕,自動板寬設定即完成。
輸入移動距離
移動軌道
TR7007 Series User Guide – Software 137

Test Research, Inc.
4.4.15 IO
控制
IO 控制功能提供了一個管道讓使用者進行主機與 PLC 之間訊號傳輸的設定與測試。
下面將說明。點選 IO 控式後,將顯示 PLC Controller的視窗。PLC Controller視窗
包含了基本、測試、進階設定、訊號設定四項選單進行操作與設定。以下將介紹四項
選單的功能。
【基本】頁籤如右圖所示:
[復歸]:軌道復歸,讓軌道將版子送出。
[通過]:板子到進版感應器後,直接送至
出板端。
【測試】頁籤如右圖所示:
[左方檔板機構]:左檔板機構上升。
[右方檔板機構]:右檔板機構上升。
[夾板]:夾板機構上升。
[正轉]:輸送帶正轉方向測試。
[反轉]:輸送帶反轉方向測試。
[紅燈]:三色燈紅燈亮測試。
[黃燈]:三色燈黃燈亮測試。
[綠燈]:三色燈綠燈亮測試。
[蜂鳴器]:蜂鳴器聲響測試。
[啟動處發]:硬體條碼機啟動讀取條碼
訊號測試。
[頂升機構 1]:啟動頂板機構訊號測試。
[跟前站要板]:輸出要板訊號。
[通知後站有板]:輸出出板訊號。
[測試成功]:輸出檢測通過訊號。
[循環測試]:測試進出板與夾板功能。可讓機台已同一板子連續測試測試進板、夾板
與出板測試功能。
138 TR7007 Series User Guide – Software