TR7007i_Software_ch_20131218 - 第150页
Test Research, Inc. < AP C 系統 > APC 系統是跟 Panasonic 錫膏印刷機、 Pa nasonic 打件機連結成一個封閉迴路的系 統, SPI 會丟出錫膏偏移與旋轉的資訊回傳到 錫膏印刷機,忽略板與 錫膏偏移的訊息 到打件機。 1. 設定 Panasonic 伺服器的 IP 位置。 2. 設定軌道類型。 3. 設定打件機板號順序。 4. 設定偏移量 信賴度,假設 偏移量 信賴度設為 80…
Test Research, Inc.
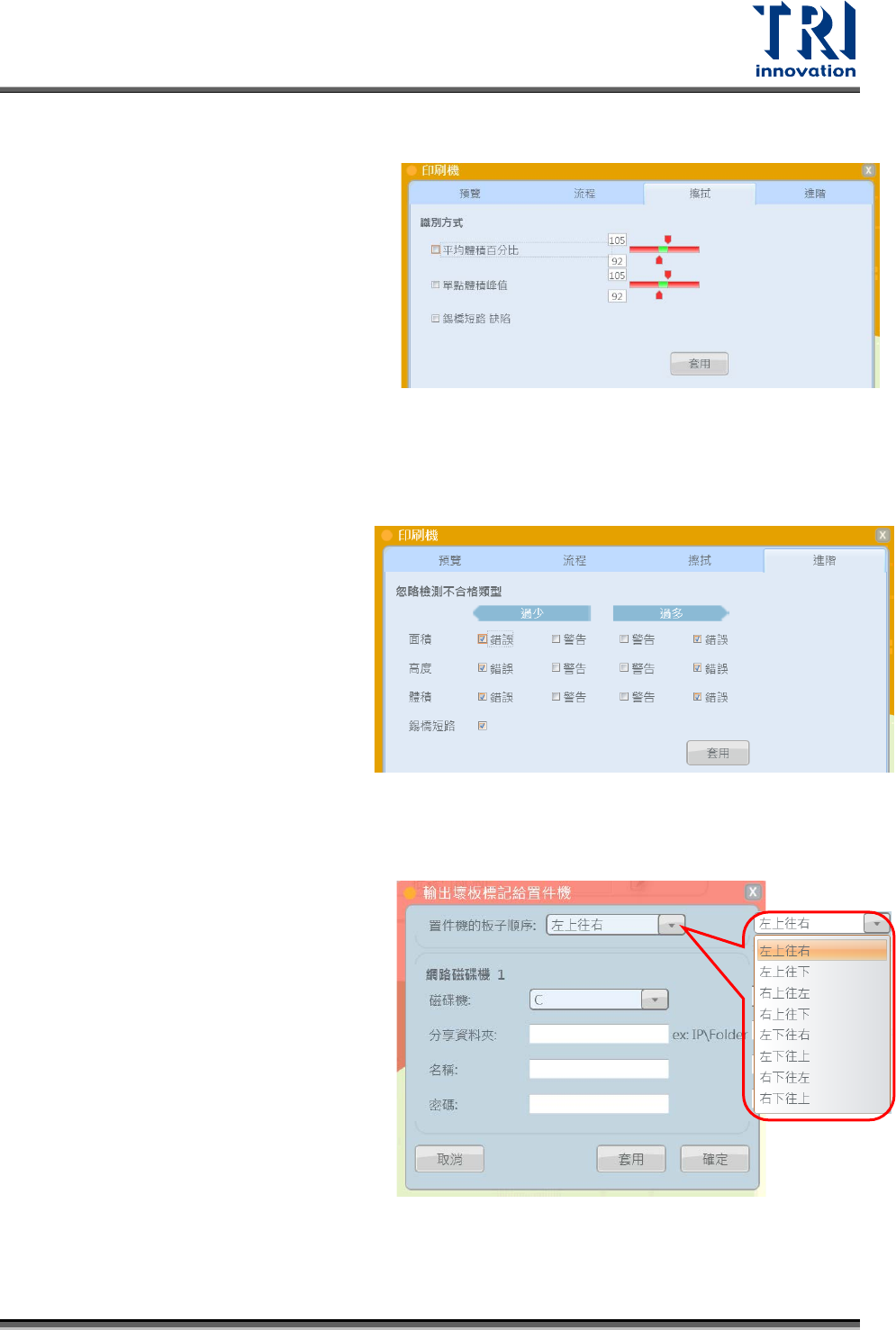
擦拭:
設定擦拭鋼板的條件。
1.平均體積百分比:當整板錫膏的平
均體積超過所設的上下限時讓錫膏
印刷機擦拭鋼板。
2.單點體積峰值:當有錫膏的最高高
度超過所設的上下限時讓錫膏印刷
機擦拭鋼板。
3.錫膏短路缺陷:當有錫膏發生短路
的情況時讓錫膏印刷機擦拭鋼板。
進階:
設定那些錫點不計入整板錫膏偏移
量的運算,以圖中面積為例,面積
過少或過多(不在面積標準上下限範
圍內)的錫點不會帶入整體錫膏偏移
量的計算。
<
前饋功能設定
>
1.設定打件機的板子順序。
2.設定網路磁碟機,連結到打件機
的分享資料夾。
3.設定打件機電腦的名稱與密碼。
TR7007 Series User Guide – Software 147
Test Research, Inc.
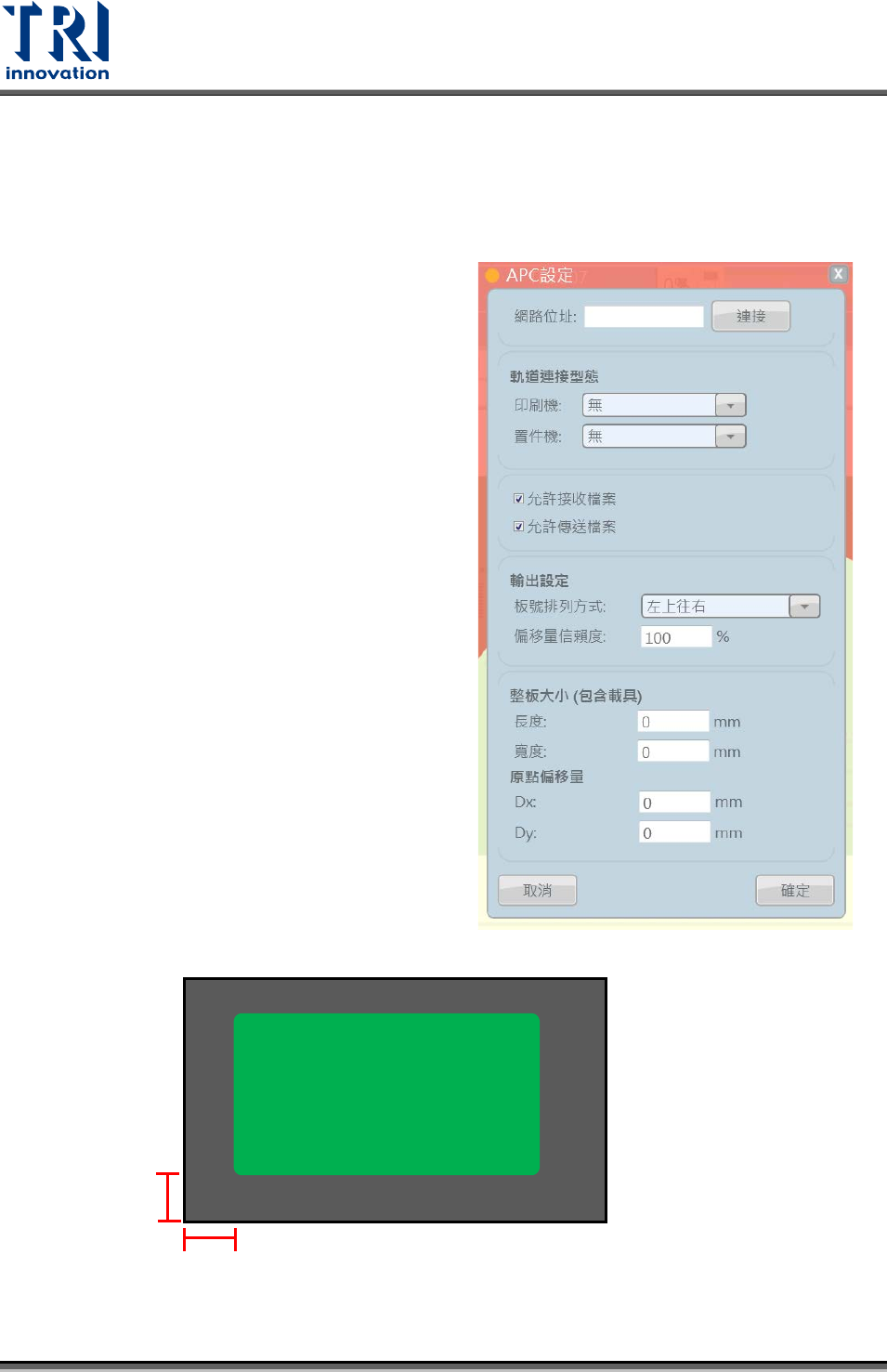
<APC
系統
>
APC 系統是跟 Panasonic 錫膏印刷機、Panasonic 打件機連結成一個封閉迴路的系
統,SPI 會丟出錫膏偏移與旋轉的資訊回傳到錫膏印刷機,忽略板與錫膏偏移的訊息
到打件機。
1.設定 Panasonic 伺服器的 IP 位置。
2.設定軌道類型。
3.設定打件機板號順序。
4.設定偏移量信賴度,假設偏移量
信賴度設為 80%,打件機會以
SPI 機台檢測到的偏移量的 80%
來打件。
5.設定整板大小(包含載具的尺寸)
6.設定原點偏移量(載具左下角至板
子左下角)
DY
DX
載具
PCB
148 TR7007 Series User Guide – Software
Test Research, Inc.
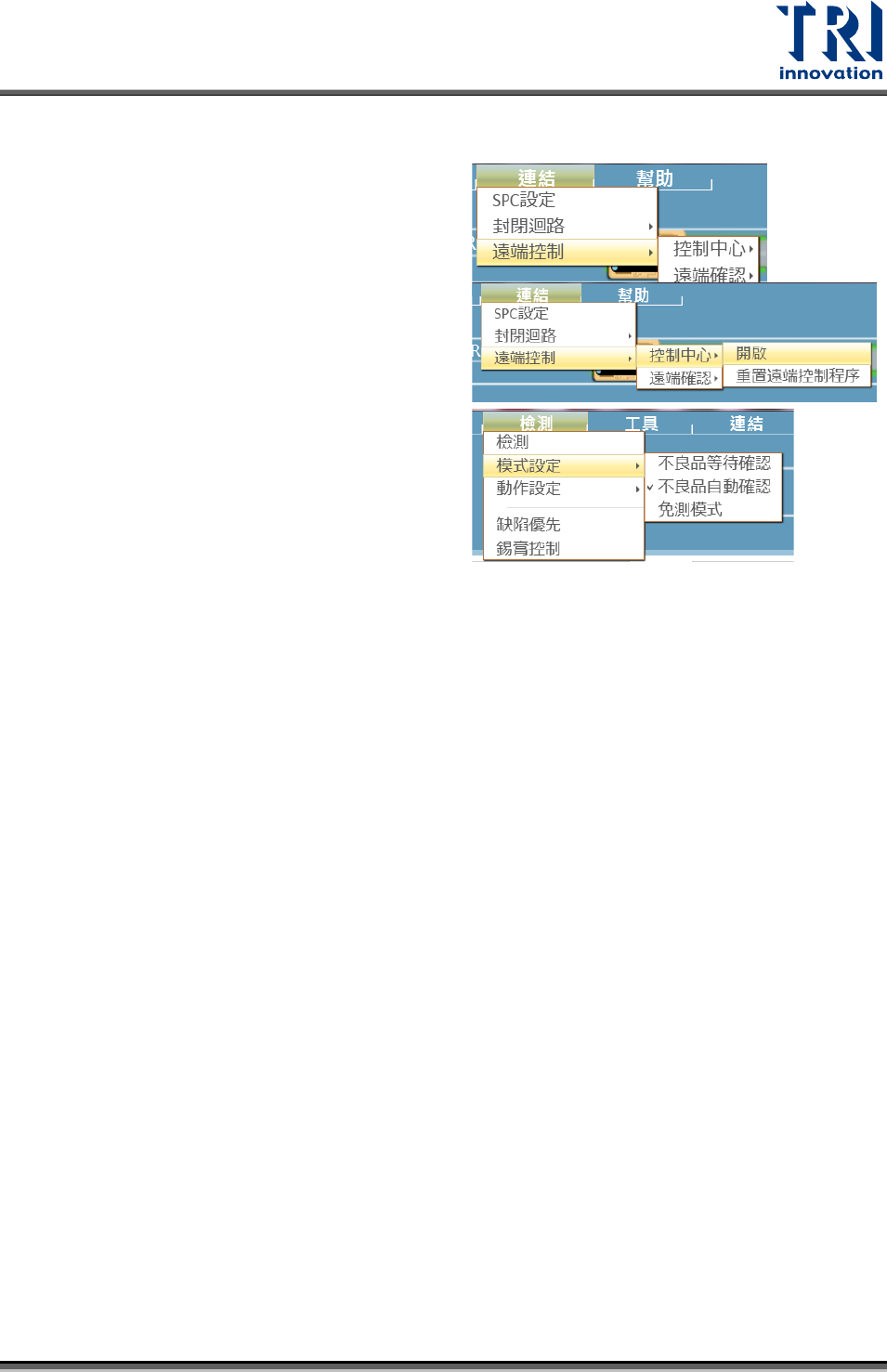
4.5.3
遠端控制
<控制中心>
控制中心代表使用回復站(Repair Station)與
收板機進行。
點選[
開啟
]後,軟體會自動把檢測的模式設
定切換成[
不良品自動確認
]。
接下來檢測的板子資料會傳輸到回復站來做
覆判,回復站的相關設定可參考 SPC 手冊。
不管板子是良或不良,板子都會直接出板到
後方的收板機,收板機會把不良的板子收起。
<遠端確認>
遠端確認與控制中心的差別在遠端確認為搭配無收板機之情況。
TR7007 Series User Guide – Software 149