正实印刷机手册 - 第11页
11 4. 检查各保护 Z 轴安全性 的零件调节是 否合理;如防 撞螺母,各安全电 眼。 3.4 .3.3 运输 导轨 1. 检查侧 夹机构是否运动平 稳, 浮 动结构的是否有发 卡现象, 检 查侧夹机构部位是 否残留锡膏 , 必 须经常进行清 洁润滑; 2. 检查运 输导轨用于限位取 像的阻挡螺钉 磨损情况, 到 取像位置时 , 两中间压板 的平面度, 前后运 输导轨的平行 度; 3. 检查光电传感 器是否正常; 4. 动导轨中压板 …
10
3. 取出胶条将胶条各真空管清洗千净,若胶条变形或老化则应更换胶条。
建议:为了节省材料,现有许多客户会正反面使用清洗纸,正实公司建议清洗纸量最多只能正
反面各用一次,即要更换。否则,会由于清洗不干净而严重影响印刷品质。
4. 清洗纸用完后应及时更换,更换万法如下:
a) 打开机器后盖将清洗装置移动到起点位置;
b) 将已用过的脏卷纸从滚筒上取下;
c) 再将干净的清洗卷纸装到卷纸滚筒上;
d) 本机使用清洗卷纸的牌号为:ZS2681687Q68。
小心:
1) 钢网孔堵塞、千万勿用坚硬金属针划捅,避免破坏网孔形状。应将钢网取下,用塑料刷和
酒精进行清洗,再用气枪将网孔吹干。备用的钢网应有专门存放的地方,避免损坏。
2) 钢网上、下两面磨损到一定程度后,会使印到 PC8 板上的锡膏厚薄不均,此时应更换钢网。
过滤管的清理:每月应打开机器下部罩盖过滤管位于 Z 轴支座下部,把过滤管拆开,清理,清洁过
滤网。
3.4.2 刮刀系统
3.4.2.1 刮刀部分
1. 移动刮刀横梁到适合位置,松开刮刀头上螺钉 1 取下刮刀;
2. 松开刮刀压板上的螺打 2,取下刮刀片;
3. 用棉布沾少许酒精,清洁刮刀压板和刮刀片;
4. 重新将刮刀压板及刮刀片装到刮刀头上;
5. 如刮刀片严重磨损或变形应更换,更换方法同上。
3.4.2.2 刮刀驱动部分
1. 对丝杆和线性滑轨进行加油润滑;
2. 取下刮刀盖板,检查驱动刮上下运动的同步带是否张紧合适;
3. 检查用于驱动刮刀前后运动的同步带张力是否合适;
4. 稍稍柠松同步带轮张紧座的连接螺栓;
5. 根据需要调节张紧座的位置;
6. 拧紧同步轮张紧座上的连接螺栓;
7. 感应电眼是否应有锡膏的玷污而不灵敏;
8. 刮刀为 3Kg 压力时限位螺钉距离线性轴承座底部约 2mm。
注意:①调整时不能使同步带伸长变形;
②同步带调整时应避免由张力引起的共振现象。
3.4.3 印刷工作平台部分
3.4.3.1 工作平台
1. 用干净的棉布沾少许酒精对顶销,支特块,工作平台进行清洁;
2. 对 X,Y1,Y2 的感应器进行清洁;
小心:不要使用有机溶液:氨水、苏打水或苯清洁传感器;
3. 取下工作台前盖板,用干净的棉布清洁导向杆及直线导轨;
4. 清洁并润滑直线导轨;
5. 步进马达要清洁润滑马达导程螺杆轴。
注意:两运输导轨的平行度以及与工作平台的平行度在出厂前已调试好。
3.4.3.2 Z 轴升降
1. 清洁机器内部脏乱的东西,如锡膏渣;
2. 清洁并润滑升降丝杆和导轨;
3. 清洁各电眼;
11
4. 检查各保护 Z 轴安全性的零件调节是否合理;如防撞螺母,各安全电眼。
3.4.3.3 运输导轨
1. 检查侧夹机构是否运动平稳,浮动结构的是否有发卡现象,检查侧夹机构部位是否残留锡膏,必
须经常进行清洁润滑;
2. 检查运输导轨用于限位取像的阻挡螺钉磨损情况,到取像位置时,两中间压板的平面度,前后运
输导轨的平行度;
3. 检查光电传感器是否正常;
4. 动导轨中压板要求活动灵活,不能有残留锡膏,要进行检查与清洁;
5. 调整运输传送带的松紧;
6. 对进出板电眼进行清洁;
7. 上下导向导轨是否运动顺畅、并进行清洁润滑。
3.4.4 CCD 和 X 横梁
3.4.4.1 Camera Drive Y
检查 Camera Drive Y 向丝杆与导轨使用情况,并进行清洁润滑。
3.4.4.2 Camera Drive X
1. 检查 Camera Drive X 向丝杆与导轨使用情况,并进行清洁润滑;
2. 检查分光棱镜盒的光学玻璃是否有脏污,用不起毛的棉布沾少量酒精擦拭干净;
3. 检查档板气缸是否有磨损漏气,磁性开关是否灵敏正常;
4. 对各电眼进行清洁;
5. 有必要时,对 CCD 光轴进行较正;
6. CCD 横梁进行全面的清洁。
3.4.5 气路系统
1. 检查各气管路是否连接良好,特别是用于清洗液运输的管路。
2. 在机器开始工作前打开机器前下部气动元件柜门。
1) 检查空气过虑器是否正常工作;
2) 检查各气动元件及管路有无漏气现象;
3) 按照气路原理图检查并调整压力表上的压力,使压力符合要求。
气路总压力:6Kgf/cm
2
刮刀压力:0-106Kgf/cm
2
网框夹紧压力:5Kgf/cm
2
真空吸压力:4Kgf/cm
2
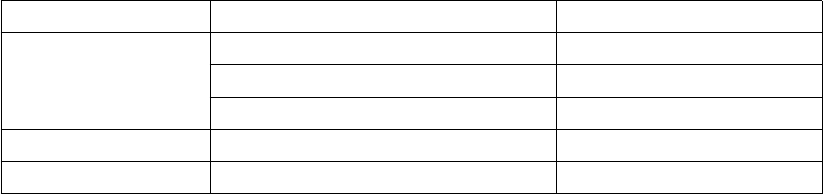
3.4.6 不同用途,所推荐用油或油脂
用 途
产品名称
制造商
一般用途
Alvania Grease NO.2
Showa Shell Sekiyu
Mobilux NO.2
Mobil Sekiyu
Daphny Coronex Green NO.2
Ldemistu Kosan
用于低温
Multemp PS NO.2
Kyodo Yushi
用于温度范围很宽
Multemp LRL3
Kyodo Yushi
注:正实使用油脂为 Shell Grease EP NO.2
3.4.7 丝杆,导轨的清洗与润滑
3.4.7.1 杆的清洗与润滑
1) 在滚珠丝杆运行了 2 到 3 个月后检查润滑效果是否良好。如果润滑油脂非常脏,请用干净干燥
的不起毛的棉布擦去油脂。通常每年都应该检查和更换润滑油脂。
2) 考虑到灰尘的积累,在机械安装过程中外部物质有可能进入,要将润滑油脂加在单独密封的螺
12
母里。除非特殊情况,否则不要将润滑油脂直接加在丝杆上。
3) 根据丝杆的尺寸和长度,判断在螺母里的润滑油脂的量是否足够。移动螺母、检查与螺母接触
过的丝杆沟槽里有润滑油脂是否足够,如不够则及时添加。
3.4.7.2 导轨的清洗与润滑
1) 在导轨运行了 2 到 3 个月后检查润滑效果是否良好。如果润滑油脂非常脏,请用干净干燥的不
起毛的面目擦去油脂。通常每年都应该检查和更换润滑油脂。
2) 加注润滑油脂时要用油枪将油脂加注在滑块里。除非特殊情况,否则不要将润油脂直接加在导
轨上。
3) 根据导轨的尺寸和长度,判断在滑块里的润滑油脂的量是否足够。移动滑块,检查与滑块接触
过的导轨导槽里有润滑油脂是否足够,如不够则及时添加。
注:对海顿步进马达,当用干净干燥不起毛的棉布清洁掉脏油脂后直接将油脂涂在导程丝杆上,并
转动丝杆,使螺母前后移动整个丝杆。但注意绝不能留下别的脏污东西在丝杆上,特别是硬质物质。
第四章 常见故障分析与排除
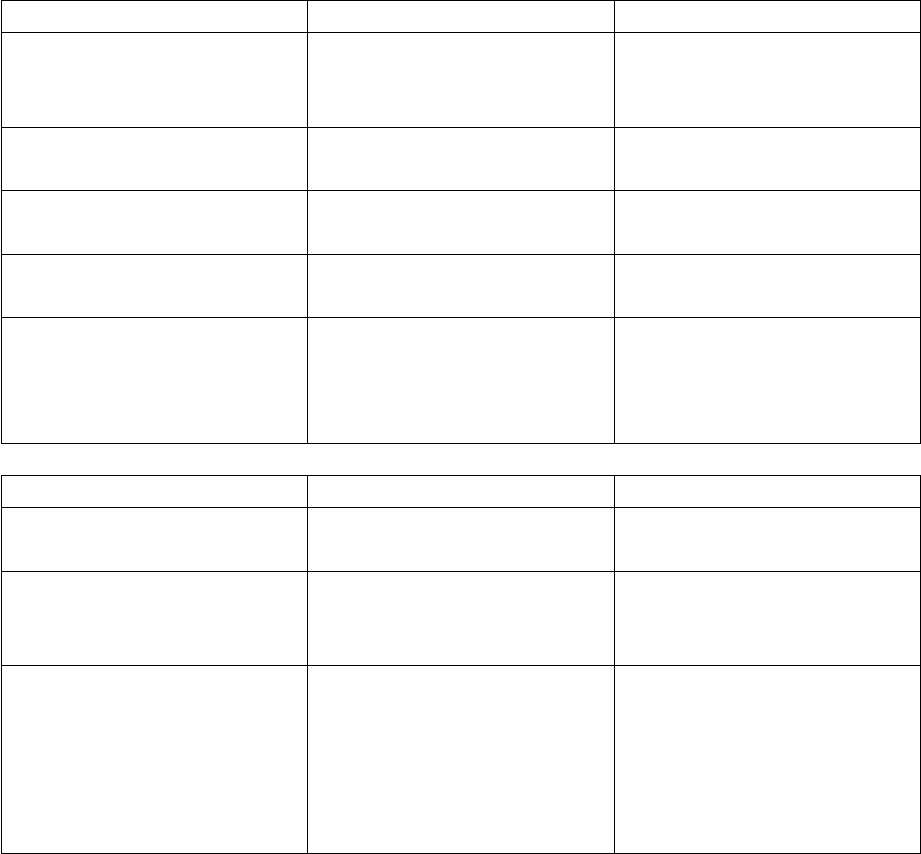
4.1 操作控制系统
常 见 故 障
故 障 原 因
排 除 方法
开机后机器没有任何动静:
三色灯无指示、电脑屏幕无显示
1)机器前面主电源开关未打开;
2)总电源故障;
3)指示灯故障。
1)打开电源开关;
2)检查总电源开关及路线;
3)更换指示灯。
设备不能启动
1)电控箱内的保险丝熔断;
2)其他故障。
1)更换保险丝;
2)按照电脑屏幕指示排除故障。
计算机启动不了
1)启动器里有软盘;
2)操作系统故障。
1)将启动器里软盘取出;
2)重新安装机器操作软件。
设备动作间断,
一个流程无法完成
1)相应的传感器失灵,可能是
光电开关上覆盖了灰尘所致。
1)将其擦拭干净即可恢复正常。
气缸没有动作
1)空气压力不够;
2)气路管道漏气或堵塞;
3)控制线路接触不良。
1)检查总气源压力;
2)检查空气过滤器及气路管道;
3)检查控制该气缸的电磁阀的
控制电压和信号。
4.2 运输系统
常 见 故 障
故 障 原 因
排 除 方法
PCB 进板停留在等待位置
1)运输导轨上已经有 PCB 板;
2)进板电眼感应不到 PCB 板。
1)将 PCB 板取出后重新操作;
2)调节进板电眼的位置。
运输时间超时
1)运输皮带打滑;
2)运输马达故障或运输单元控
制故障。
1)调整运输皮带松紧;
2)检查运输电机。
印刷完后 PCB 板没有被释放
1)调宽马达驱动器的信号线接
触不良;
2)驱动器故障;
3)传输皮带松或皮带脱落;
4)运输马达故障;
5)宽度调节超出极限。
1)检查线路;
2)更换驱动器;
3)调整皮带松紧;
4)维修或更换运输马达;
5)检查极限传感器。