正实印刷机手册 - 第13页
13 4.3 视觉系 统 常 见 故 障 故 障 原 因 排 除 方法 没有检测到图 像 1)LED 灯电源损坏; 2)CCD 系统光路的损 坏; 3)连 接到 CCD 和图 像捕捉 卡的 信号电缆接触 不良; 4)图像卡 的接触不良; 5)CCD-Ca mera X 轴马达异常; 6)CCD-Ca mera Y 轴马达异常; 1)检查并更换 LE D 电源 ; 2)需联系原厂售后 进行维修; 3)检查信号电缆电 路; 4)打 开工控 …
12
母里。除非特殊情况,否则不要将润滑油脂直接加在丝杆上。
3) 根据丝杆的尺寸和长度,判断在螺母里的润滑油脂的量是否足够。移动螺母、检查与螺母接触
过的丝杆沟槽里有润滑油脂是否足够,如不够则及时添加。
3.4.7.2 导轨的清洗与润滑
1) 在导轨运行了 2 到 3 个月后检查润滑效果是否良好。如果润滑油脂非常脏,请用干净干燥的不
起毛的面目擦去油脂。通常每年都应该检查和更换润滑油脂。
2) 加注润滑油脂时要用油枪将油脂加注在滑块里。除非特殊情况,否则不要将润油脂直接加在导
轨上。
3) 根据导轨的尺寸和长度,判断在滑块里的润滑油脂的量是否足够。移动滑块,检查与滑块接触
过的导轨导槽里有润滑油脂是否足够,如不够则及时添加。
注:对海顿步进马达,当用干净干燥不起毛的棉布清洁掉脏油脂后直接将油脂涂在导程丝杆上,并
转动丝杆,使螺母前后移动整个丝杆。但注意绝不能留下别的脏污东西在丝杆上,特别是硬质物质。
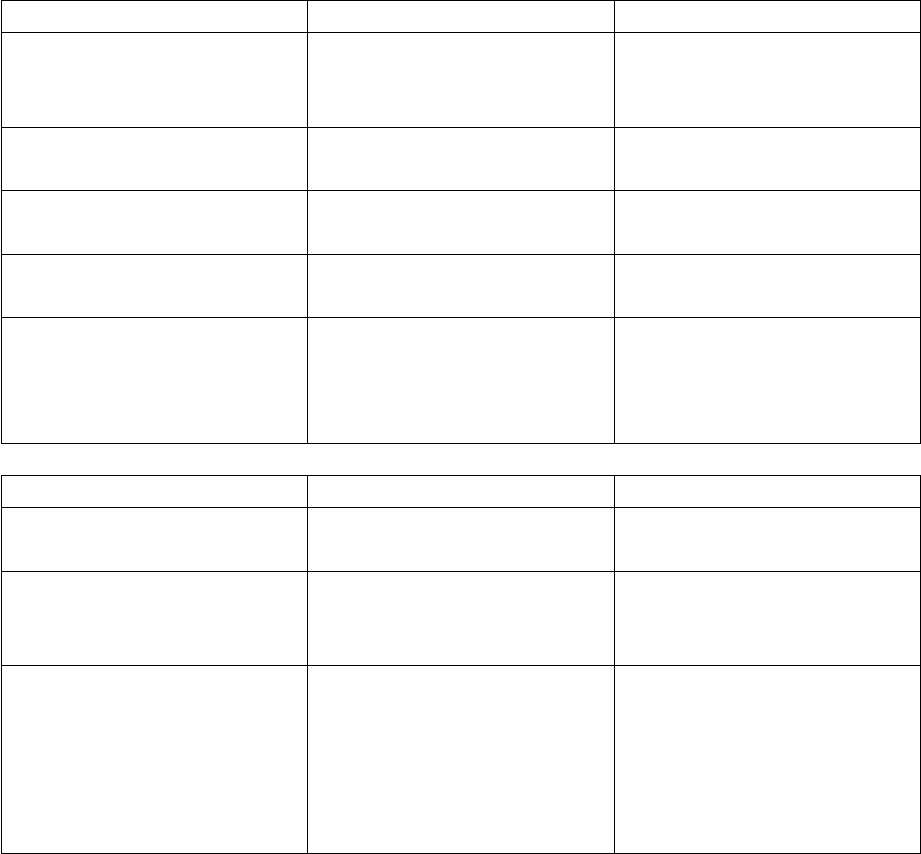
第四章 常见故障分析与排除
4.1 操作控制系统
常 见 故 障
故 障 原 因
排 除 方法
开机后机器没有任何动静:
三色灯无指示、电脑屏幕无显示
1)机器前面主电源开关未打开;
2)总电源故障;
3)指示灯故障。
1)打开电源开关;
2)检查总电源开关及路线;
3)更换指示灯。
设备不能启动
1)电控箱内的保险丝熔断;
2)其他故障。
1)更换保险丝;
2)按照电脑屏幕指示排除故障。
计算机启动不了
1)启动器里有软盘;
2)操作系统故障。
1)将启动器里软盘取出;
2)重新安装机器操作软件。
设备动作间断,
一个流程无法完成
1)相应的传感器失灵,可能是
光电开关上覆盖了灰尘所致。
1)将其擦拭干净即可恢复正常。
气缸没有动作
1)空气压力不够;
2)气路管道漏气或堵塞;
3)控制线路接触不良。
1)检查总气源压力;
2)检查空气过滤器及气路管道;
3)检查控制该气缸的电磁阀的
控制电压和信号。
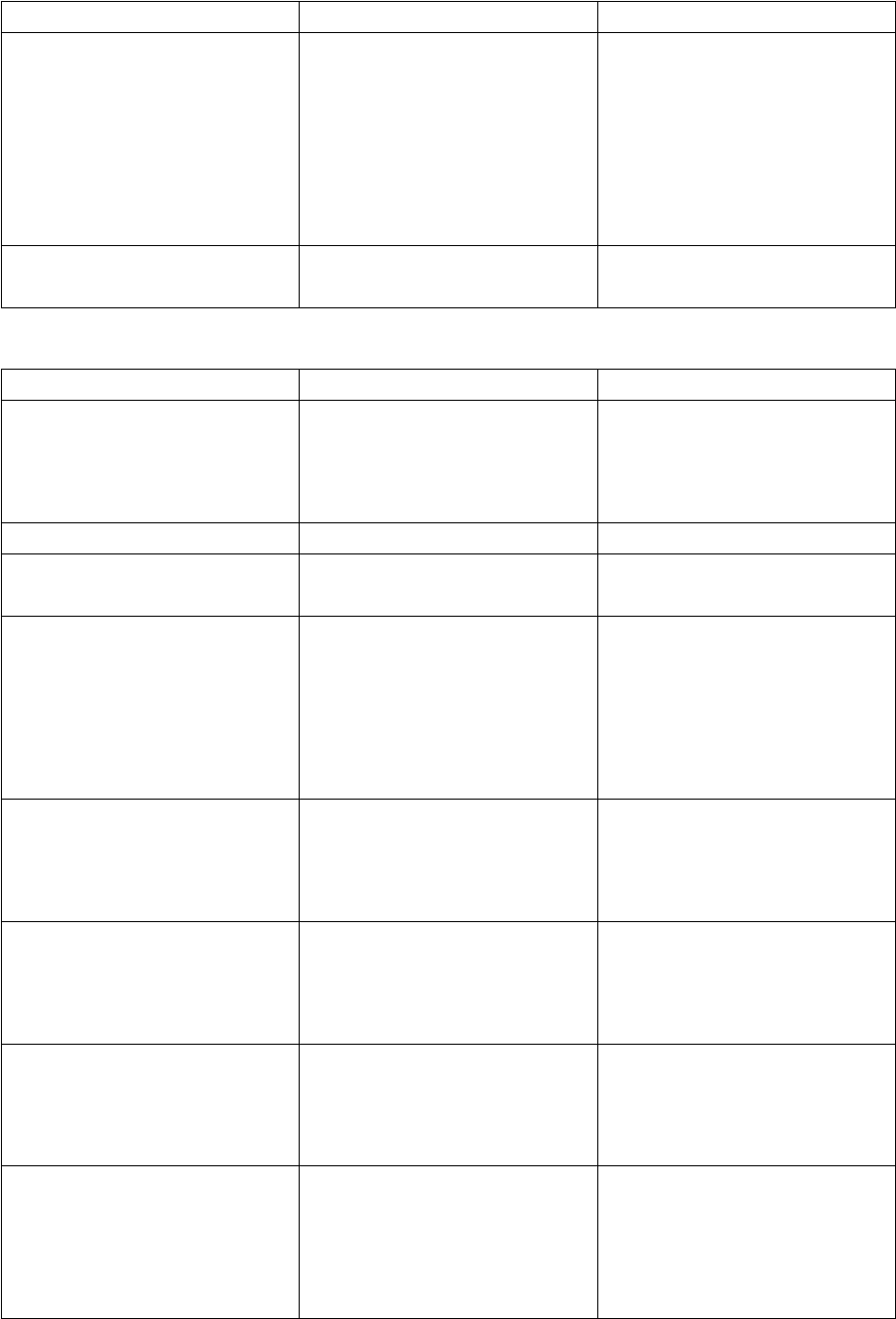
4.2 运输系统
常 见 故 障
故 障 原 因
排 除 方法
PCB 进板停留在等待位置
1)运输导轨上已经有 PCB 板;
2)进板电眼感应不到 PCB 板。
1)将 PCB 板取出后重新操作;
2)调节进板电眼的位置。
运输时间超时
1)运输皮带打滑;
2)运输马达故障或运输单元控
制故障。
1)调整运输皮带松紧;
2)检查运输电机。
印刷完后 PCB 板没有被释放
1)调宽马达驱动器的信号线接
触不良;
2)驱动器故障;
3)传输皮带松或皮带脱落;
4)运输马达故障;
5)宽度调节超出极限。
1)检查线路;
2)更换驱动器;
3)调整皮带松紧;
4)维修或更换运输马达;
5)检查极限传感器。
13
4.3 视觉系统
常 见 故 障
故 障 原 因
排 除 方法
没有检测到图像
1)LED 灯电源损坏;
2)CCD 系统光路的损坏;
3)连接到 CCD 和图像捕捉卡的
信号电缆接触不良;
4)图像卡的接触不良;
5)CCD-Camera X 轴马达异常;
6)CCD-Camera Y 轴马达异常;
1)检查并更换 LED 电源;
2)需联系原厂售后进行维修;
3)检查信号电缆电路;
4)打开工控机将图像卡取出并
清洁后再放入插槽中;
5)检修 CCD-Camera X 轴马达;
6)检修 CCD-Camera Y 轴马达;
平台调节不到位,检测不到图像
1)平台调节 X 轴、Y1 轴、Y2
轴的马达工作异常。
1)检修马达。
4.4 刮刀系统
常 见 故 障
故 障 原 因
排 除 方法
刮刀没有动作
1)送入刮刀马达驱动器的信号
线接触不良;
2)皮带松或皮带胶落;
3)刮刀马达故障。
1)检查线路;
2)调整皮带松紧;
3)维系或更换刮刀运动马达。
刮刀运动超出极限
1)极限传感器故障。
1)检查或更换极限传感器。
刮刀不能上升或下降
1)步进电机或驱动器不良;
2)接插件接触不良。
1)步进电机或驱动器是否损坏;
2)检查接插件接触是否可靠。
印刷不完整
1)钢网孔隙堵塞或钢网与 PCB
间距太大;
2)钢网上焊膏涂布不均;
3)焊膏中不规则的大金属粉粒
比例太大,堵塞孔隙。
1)清洗钢网孔和钢网底部;
2)选择粘度合适的焊膏并使焊
膏印刷能有效覆盖整个印刷区
域;
3)选择金属粉末颗粒尺寸;
4)尺寸相对应焊膏。
坍塌、桥连
1)刮刀压力太大;
2)钢网底面残留焊膏太多;
3)焊膏粘度太低或金属含量太
少以致无法维持焊膏的粘力。
1)调整压力;
2)重新固定印刷板;
3)选择合适粘度的焊膏;印刷
时保持适宜的环境温度。
厚度不均匀
1)钢网与 PCB 未能很好吻合;
2)PCB 焊盘镀层不平、厚度不
均;
3)焊膏搅拌不均(粘度不均)。
1)调整钢网与印制板的位置;
2)控制 PCB 焊盘镀层的平面度;
3)印刷前充分搅拌焊膏。
边缘出现锯齿状
(解析度不良)
1)焊膏粘度不足;
2)模板孔壁有毛刺、不光滑;
3)PCB 焊盘镀层太厚或阻焊腊
边缘破损。
1)选择粘度略高的焊膏;
2)制板时严格控制涂覆层厚度;
3)印刷前检查漏印窗孔加工质
量。
厚度不足
1)模板上焊膏涂布不均;
2)制作模板的材料太薄;
3)刮刀压力不当(太小);
4)PCB 焊盘镀层太厚。
1)选择厚度合适的模板;
2)选择颗粒度和粘度合适的锡
膏;
3)调整刮刀压力;
4)减小 PCB 厚度设置。
14
拉尖
1)模板与 PCB 间距太大;
2)焊膏粘度太大。
1)适当调小刮动间隙;
2)选择合适粘度的锡膏。
位置偏移
1)设备本身的位置精度不好;
2)焊膏印刷时对进入网板开口
部的均匀性差;
3)由刮刀及其摩擦因素对网板
行程的一种拉力不良。
1)调整设备的重新定位精度;
2)选择合适粘度的焊膏;
3)加强对网板的印刷压力。
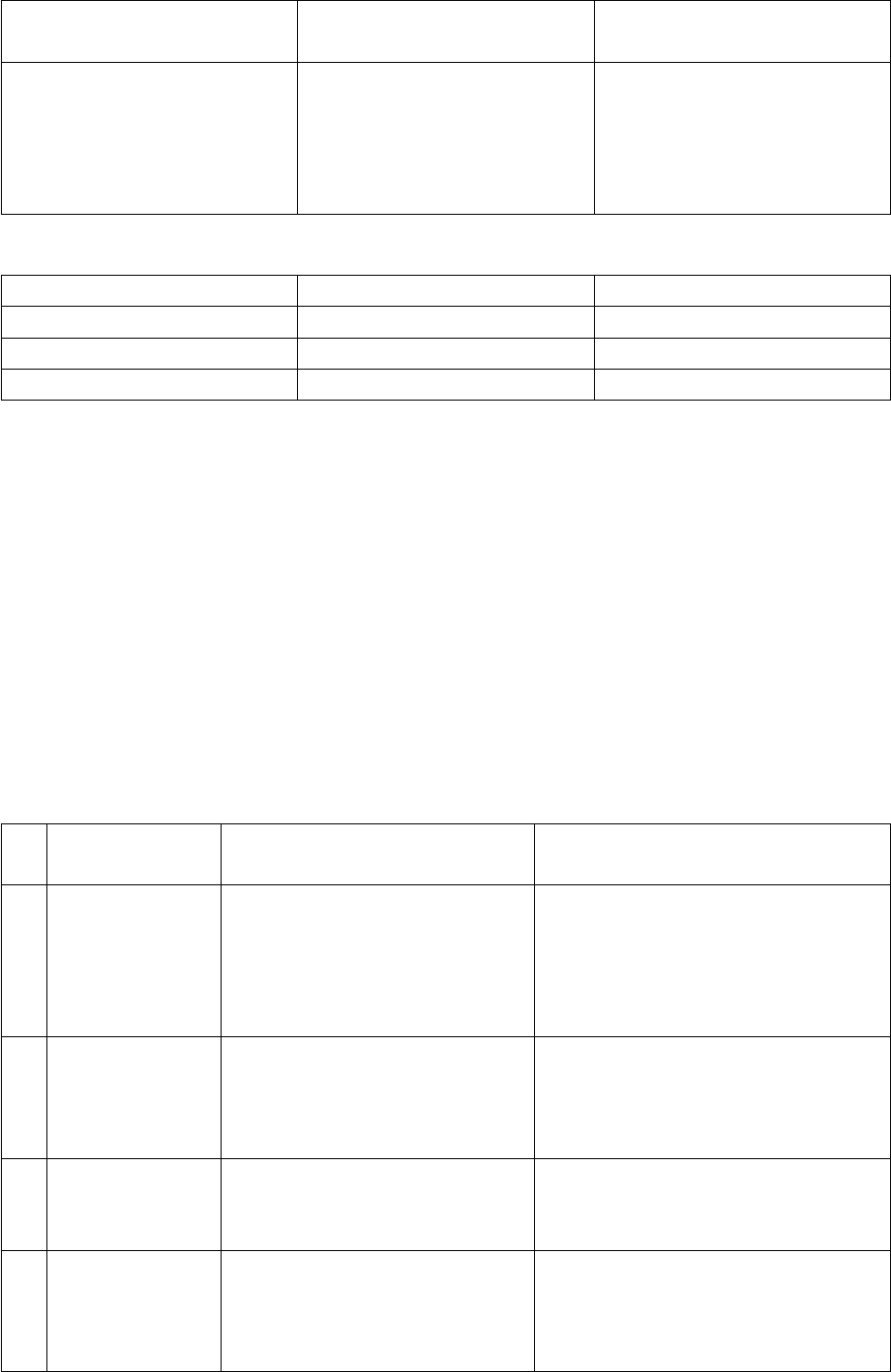
4.5 操作文件
常 见 故 障
故 障 原 因
排 除 方法
文件读取错误
文件不存在或数据丢失
重新设备文件
文件复制错误
磁盘有错误
检查磁盘是否损坏或被写保护
文件删除错误
文件正在被其他进程调用
将此文件关闭即可,删除此文件
第五章 附录
附 1 推荐使用的铝合金网框尺寸
附 2 印刷缺陷及原因分析表
附 3 装箱清单
附 4 锡膏厚度不均的原因分析
推荐使用的铝合金网框尺寸
附 1:铝合金网框尺寸推荐为(长)650mmX(宽)550mm 和(长)737mmX(宽)737mm。
附 2:印刷缺陷及原因分析表
序
号
印刷缺陷
产生原因
防止或解决办法
1
印刷不完整
1)钢网孔隙堵塞或钢网与 PCB 间
距太大;
2)钢网上焊膏涂布不均;
3)焊膏中不规则的大金属粉粒比
例太大,堵塞孔隙。
1)清洗钢网孔和模板底部;
2)选择粘度合适的焊膏,并使焊膏印
刷能有效覆盖整个印刷区域;
3)选择金属粉末颗粒尺寸与窗口尺寸
相对应的焊膏。
2
坍塌、桥连
1)刮刀压力太大;
2)钢网底面残留焊膏太多;
3)焊膏粘度太低或金属含量太少
以致无法维持焊膏的粘力。
1)调整压力;
2)重新固定印制板;
3)选择合适粘度的焊膏;印刷时保持
适宜的环境温度。
3
厚度不均匀
1)钢网与 PCB 未能很好的吻合;
2)PCB 焊盘镀层不平、厚度不均;
3)焊膏搅拌不均(粘度不均)。
1)调整模板与印制板的相对位置;
2)控制 PCB 焊盘镀层的平面度;
3)印前充分搅拌焊膏。
4
边缘出现锯齿状
(解析度不良)
1)焊膏粘度不足;
2)模板孔壁有毛刺、不光滑;
3)PCB 焊盘镀层太厚或阻焊腊边
缘破损。
1)选择粘度较高的焊膏;
2)制板时严格控制涂覆层厚度;
3)印刷前检查漏印窗孔加工质量。