00192299-02.pdf - 第8页
1 Nachrüstanleitung: Mechanische Keramiksub strat-Zentrierung HS-50 SIPLACE HS-50 1.1 Übersicht Ausgabe 01/01 8 trierung wi rd mittel s Y -Schlauchv erbindun g im Druck luftzweig des S toppers (5,6 b ar) ange - schlos se…
SIPLACE HS-50 1 Nachrüstanleitung: Mechanische Keramiksubstrat-Zentrierung HS-50
Ausgabe 01/01 1.1 Übersicht
7
1DFKUVWDQOHLWXQJ0HFKDQLVFKH
.HUDPLNVXEVWUDW=HQWULHUXQJ+6
hEHUVLFKW
In dieser Anleitung ist die Nachrüstung der Option "Mechanische Keramiksubstrat-Zentrierung
HS-50" beschrieben. Die Nachrüstung darf nur vom SMD-Servicetechniker der Fa. Siemens AG
durchgeführt werden.
– Im Vorfeld der Nachrüstung ist zu beachten:
– Die Option "Mechanische Keramiksubstratzentrierung HS-50" wird immer in beiden Bear-
beitungsbereichen des Transportes, bei Doppeltransport in der Regel auch in beiden LP-
Transporten, eingebaut.
Ein Nachrüstsatz der Keramiksubstratzentrierung HS-50 enthält
QXUGLH7HLOH I UHLQHQ
%HDUEHLWXQJVEHUHLFK
der HS-50 !
– Bei älteren HS-50 sind die 2 Befestigungs- und die Zentrierbohrungen zur Montage der me-
chanischen Substratzentrierung evtl. noch nicht in der Hubtischplatte vorhanden. Dies muß
vor der Nachrüstung mit dem Kunden abgeklärt werden, damit die entsprechende Anzahl
von
$XVWDXVFK+XEWLVFKSODWWHQ
(mit Bohrungen) mitgenommen werden und der Zeitauf-
wand für die Nachrüstung geplant werden kann.
– Falls am HS-50-Bestückautomat die Transportsteuerung TSP 100 vorhanden ist, wird
diese im Zusammenhang mit der Nachrüstung der mechanischen Keramiksubstrat-Zentrie-
rung mittels Transportsteuerung
8PUVWKDQGOLQJ
TSP 200 auf den neuen Stand TSP 200
umgerüstet (siehe Abschn. 1.3, Voraussetzungen).
Dieser Zeitaufwand muß bei der Planung der Nachrüstung einkalkuliert werden.
– Somit ergeben sich für die Nachrüstung der mechanischen Keramiksubstrat-Zentrierung 2 ver-
schiedene Situationen für den elektrischen Anschluß, wie im Detail im Abschn. 1.5.11 und Ab-
schn. 1.5.12 beschrieben.
– Anschluß an die Umsetzplatine ("Huckepackplatine") der Transportsteuerung "Umrüst-
handling TSP 200" im Maschinenständer,
– Anschluß an die Umsetzplatine (im LP-Transportbereich) der Transportsteuerung "Serien-
handling TSP 200".
– Das Magnetventil wird (pro Bearbeitungsbereich) im längsseitigen Kabelkanal an der festen
Transportseite untergebracht. Der Pneumatikschlauch der jeweiligen Keramiksubstrat-Zen-
1 Nachrüstanleitung: Mechanische Keramiksubstrat-Zentrierung HS-50 SIPLACE HS-50
1.1 Übersicht Ausgabe 01/01
8
trierung wird mittels Y-Schlauchverbindung im Druckluftzweig des Stoppers (5,6 bar) ange-
schlossen.
– Die Transportbaugruppen werden für den Einsatz der mechanischen Keramiksubstrat-Zentrie-
rung (X-Zentriereinheit) durch Einbau der Niederhalter aus dem Nachrüstsatz umgerüstet.
– Zur Anpassung an die zu verarbeitende Substratgröße (50 mm bis 140 mm) wird die entspre-
chende Anschlagschiene und die entsprechende Anschlageinheit (Satz 1, 2 oder 3) an der X-
Zentriereinheit montiert. Diese Teile sind in vormontierter Form im Nachrüstsatz enthalten
(siehe Abschn. 1.4 und Abschn. 1.5.9).
HINWEIS:
Für HS-50-Maschinen mit optionalem "LP-Transport, links" ist auf Anfrage die Erstellung eines
Nachrüstsatzes "Mechanische Keramiksubstrat-Zentrierung HS-50 für LP-Transport links", mög-
lich. Diese Nachrüstung ist hier nicht beschrieben, ist aber analog ausführbar.
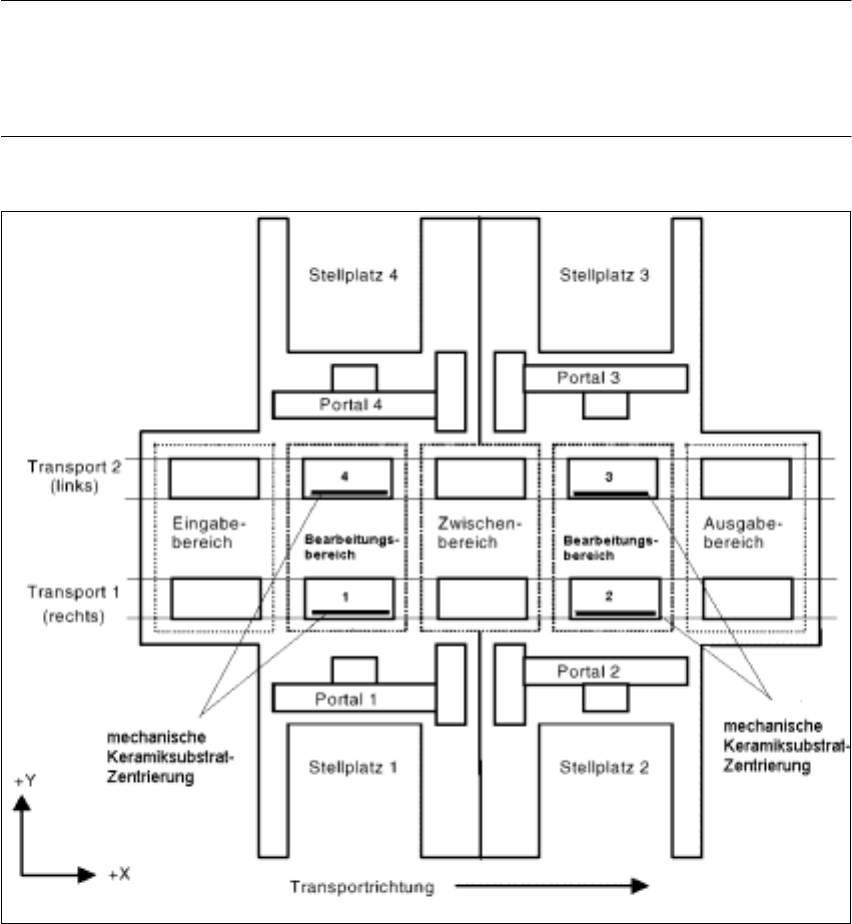
Abb. 1.1.1 Übersicht: Anordnung der Keramiksubstrat-Zentrierungen, feste Transportseite rechts.

SIPLACE HS-50 1 Nachrüstanleitung: Mechanische Keramiksubstrat-Zentrierung HS-50
Ausgabe 01/01 1.2 Sicherheitshinweise
9
6LFKHUKHLWVKLQZHLVH
GEFAHR
Die Nachrüstung der Keramiksubstrat-Zentrierung darf nur vom Servicetechniker der Fa. Sie-
mens AG durchgeführt werden.
Übergeordnet gelten die Sicherheitshinweise im Kapitel Betriebssicherheit der Betriebsanleitung
und der Serviceanleitung.
Der Automat SIPLACE HS-50 wird mit
219/380 V +/- 5% bzw.
230/400 V +/- 5% bzw.
239/415 V +/- 5% bzw.
117/204 V +/- 5% bzw.
133/230 V +/- 5%,
50/60 Hz Netzspannung versorgt.
Teile der Anlage führen daher gefährliche Spannungen, im Maschinenständer-Innenraum auch
bei ausgeschaltetem Hauptschalter !
VOR allen Arbeiten muß - nach ordnungsgemäßem Herunterfahren des Windows-Bebtriebssy-
stems NT - die Maschine am Hauptschalter AUS-geschaltet und vom Netz getrennt worden sein.
Zusätzlich muß anschließend die Druckluftzuführung am Hauptventil der Drucklufteinheit im Ma-
schinenständer abgeschaltet und durch Betätigen des Nadelventils an der Drucklufteinheit entlüf-
tet worden sein (insbesondere wegen Verletzungsgefahr, bedingt durch Restluft, am Schneid-
gerät pneumatisch und wegen erforderlicher Arbeiten im Druckluftzweig).
Beachten Sie jederzeit die geltenden Unfallverhütungs- und DIN-Vorschriften und die speziellen
Sicherheitsvorschriften Ihres Landes. Bei allen Arbeiten im Maschinenständer-Innenraum ist DIN
EN 60204 einzuhalten.
Beachten Sie die Ausführungen zu den Restpannungen im Kapitel "Betriebssicherheit".
Beachten Sie die EGB -Vorschriften (siehe Kap. Betriebssicherheit), z. B. bei den Arbeiten an der
Umsetzplatine LP-Transportsteuerung.
Sichern Sie die Maschine während der Nachrüstung gewissenhaft gegen andere Personen und
gegen unbefugtes Wiedereinschalten, wie in der Betriebsanleitung im Kapitel "Verriegeln des Au-
tomaten...." beschrieben.
Bei der Arbeit mit dem SITEST-Programm besteht zusätzliche, erhöhte Unfallgefahr.
Das SITEST-Programm darf nur durch hierfür autorisierte Personen gestartet werden.
Für die Arbeit mit dem SITEST-Programm muß der BE-Wechseltisch immer eingefahren und rich-
tig angedockt sein.