00192299-02.pdf - 第95页
SIPLACE HS-50 2 Retrofitting Instructions: Mechanical Ceramic Subs trate Centering HS-50 01/01 Issue 2.5 Sequence of Retrofitting 95 NOTE: In process ing areas 1 an d 4 the ca ble and the pn eumatic h ose must be laid on…
2 Retrofitting Instructions: Mechanical Ceramic Substrate Centering HS-50 SIPLACE HS-50
2.5 Sequence of Retrofitting 01/01 Issue
94
CAUTION
The cables are not to be pinched when the lifting table plate is moving upward and they are not to
rub against the edges of the plate.
The strain on the plug-in connection of the proximity switch and the threaded hose coupling must
be relieved.
Å Plug the proximity switch cable into the pertinent centering unit.
NOTE:
Insert the connector of the proximity switch cable into the plug until you feel it engage.
Å Connect the pneumatic hose onto the threaded hose coupling of the X-centering unit.
Å Lay the hose and cable next to all X-centering units as shown in Fig. 2.5.14 -> 2. The strain on
the connections of the X-centering units must be relieved.
Å Use cable ties to secure the hose and cable exactly in this position (Fig. 2.5.14 -> 3).
Å Place the excess lengths of cables and hoses in the cable pits.
Å Using cable ties, fasten the solenoid valve cable in the longitudinal cable pit in such a manner
that the strain on the plug-in connection on the solenoid valve is relieved.
Å Run the cables and hoses on the rail of the conveyor width adjustment assy in processing ar-
eas 1and 4, as described below.
.H\WR)LJ
1. 1 Mounting pedestal with cable ties (see also Fig. 2.5.14)
2. Cables laid correctly on the rail
3. 2 mounting pedestals with cable ties
4. Ceramic substrate centering unit
SIPLACE HS-50 2 Retrofitting Instructions: Mechanical Ceramic Substrate Centering HS-50
01/01 Issue 2.5 Sequence of Retrofitting
95
NOTE:
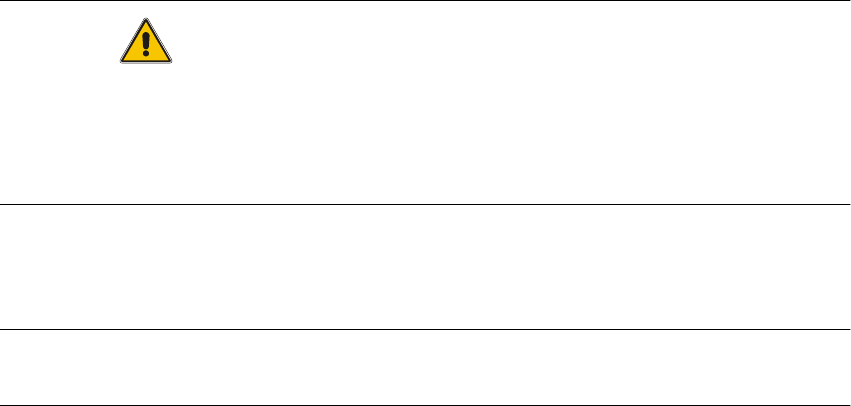
In processing areas 1 and 4 the cable and the pneumatic hose must be laid on the rail of the width
adjustment assy and fastened such that when the width adjustment assy is moved they do NOT
come into contact with it, causing them damage or tearing off the mounting pedestal.
DANGER
Do not perform the cleaning work with alcohol near an open flame.
Å Using isopropyl alcohol, remove the grease from the assembly surfaces for the mounting ped-
estal on the rail of the conveyor width adjustment assy:
– 2 mounting pedestals in conveyor 2, processing area 4 (see Fig. 2.5.15) and, in a like
manner,
– 1 mounting pedestal in conveyor 1, processing area 1, next to the fixed side of the conveyor.
Å In processing area 4 (see Fig. 2.5.7) mount two mounting pedestals on the top of the rail of the
conveyor width adjustment assy as shown in Fig. 2.5.15 and one mounting pedestal in pro-
cessing area 1.
Å Using cable ties, fasten the pneumatic hose and the proximity switch cable such that cable and
hose are close to the top of the rail. Resume work with the steps in Section 2.5.14.
Substrate
2 Retrofitting Instructions: Mechanical Ceramic Substrate Centering HS-50 SIPLACE HS-50
2.5 Sequence of Retrofitting 01/01 Issue
96
7HVWLQJW KH3 OXJ,Q&RQQH FWLRQV$VVHPEOLQJWKH0DFKLQH
Å As your final steps, make certain that the cables of the proximity switch and solenoid valves
are correctly allocated to the pertinent processing area.
Make certain that all plug-in connections and threaded hose couplings are firmly seated.
Å Remove all of the tools, etc., from the machine’s working area.
Å For changeover handling TSP 200: Install the cover on the conversion boards ("piggyback
boards") of the conveyor control in the machine frame.
Å For series handling TSP 200: Install the covers on the conversion boards in the pertinent PCB
conveyor.
Å Make certain that no cables or pneumatic hoses are pinched and place the covers back on all
of the cable pits in the PCB conveyor area and on the conveyor control in the machine frame.
Å Place the side panel of the machine frame against the top right of the machine (as the "theo-
retical pivot point") -> then move it to the machine frame at the right edge at bottom and further
move it to the machine frame. Then push it down all the way in the slots. Secure the side panel
(with a total of 6 screws).
Å Close the doors of the machine frame.
Å Where applicable, restore the plug-in connection of the movable component changeover table
and,
before docking the movable component changeover table, push the gantry until it is over the
PCB conveyor area. Then, after the compressed air is turned on - dock the component
changeover table.
Å Close the safety hoods.
Å 5HVXPHWKHZRUNZLWKWKHVWHSVLQ6HFWLRQ $FWLYDWLQJWKH2SW LRQ