00193356-02.pdf - 第26页
2 Assembly Instructions: Component Sensor (Opti on) for RV12-DLM1 Placement Head SIPLACE S-25 HM 2.2 Necessary firmware for compo nent sensor at DLM placement head 04/2007 Edition 26 NOTE: The component sensor is equip p…
SIPLACE S-25 HM 2 Assembly Instructions: Component Sensor (Option) for RV12-DLM1 Placement Head
04/2007 Edition 2.1 Using the Option
25
2 Assembly Instructions: Component
Sensor (Option) for RV12-DLM1 Pla-
cement Head
2.1 Using the Option
The optional component sensor is used to ensure that 0201 components, etc., are placed relia-
bly.
Currently, the sensor can be assemblied on the SIPLACE S-25 and HS-50, when equipped with
RV12-DLM1 placement heads, modular head PCB (option) and station computer and line com-
puter software, 503.xx and later (or SW SIPLACE PRO 1.3 for line computer ) -> see also
Abschn. 2.3.2.
The component sensor can be assemblied on just one, on several or on all of the S-25 HM / HS-
50 machine’s placement heads. Refer to Abschn. 2.3.2 to see the prerequisites for the assembly.
Using the component sensor that is mounted between star positions 4 and 5 of the 12-DLM1
revolver head, it is possible to measure the height and conduct an evaluation (comparison of
nozzle with/without component) to ascertain whether the component (0201 and larger) that the
nozzle picked up is actually on the nozzle before the component is clocked into the placement
position. In the case of components 0603 and larger, it is also possible to evaluate the empirical
value (compare width and height) to detect whether the component is incorrectly positioned on
the nozzle (upright) before commencing the placement.
For further information regarding the component sensor, refer to the "Manual for Placement of
0201 Components" that is included in the assembly kit for the component sensor (item no:
00191667-xx.
In any event, you need the aforementioned manual for all work involving the component sensor
above and beyond the simple assembly of the sensor -> see also Abschn. 2.3.1.1.
This also applies for possible restrictions on the distribution of the component package forms to
the individual stations due to the line constellation (stations with or without component sensor).
The balance of such a line can deteriorate as the number of component package forms to be
checked with the component sensor increases (Help -> See the section “What You Should Keep
in Mind for the Setup” in the above manual).
2 Assembly Instructions: Component Sensor (Option) for RV12-DLM1 Placement Head SIPLACE S-25 HM
2.2 Necessary firmware for component sensor at DLM placement head 04/2007 Edition
26
NOTE:
The component sensor is equipped with a temperature compensation circuit. This ensures uni-
form signals - within the temperature erection conditions for SIPLACE. 2
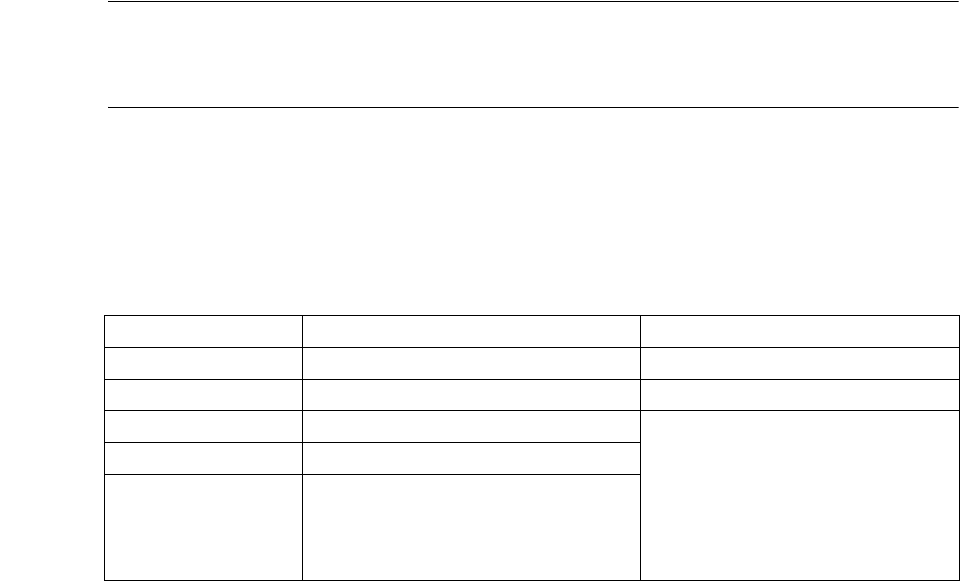
2.2 Necessary firmware for component sensor at DLM
placement head
2
2
2
2
2
2
2
SW versions Affected machines
Head firmware versions
505.03
S-25 HM / S-27 HM / HS-50
BIOS: 01.04 K0400104
505.04
HF / HF3
Appl.: 06.14 K0410614
601.03 SP2
X-series X-series:
BIOS: 03.CF K06003CF
Appl.: 02.10 K0610210
D-series:
BIOS: 03.CF K07003CF
Appl.: 01.18 K0710118
602.xx
D4, D3, X-series
603.xx
X-Serie, D-series

SIPLACE S-25 HM 2 Assembly Instructions: Component Sensor (Option) for RV12-DLM1 Placement Head
04/2007 Edition 2.3 Overview of Assembly
27
2.3 Overview of Assembly
Only the service engineer from Siemens AG is permitted to perform the assembly. 2
2.3.1 Scope of Work
If the machine to be assemblied does not have a "modular head PCB" yet, it must first be assem-
blied on all gantries of the machine. You will find the item number of the pertinent assembly kit,
including the assembly instructions, in Abschn. 2.5.4.
NOTE:
The option can be installed on one, several or all of the machine’s DLM1 placement heads on
S-25 HM / HS-50. 2
2.3.1.1 Work Steps in Brief:
– Move placement head into the setup position (function of the operator interface).
– Undock/move out the mobile changeover table.
– If present, fold down the head crash protection unit and move placement head forward into a
convenient working position.
– Undo the screws fastening the blast air unit.
– Install the component sensor with the aid of the assembling gauge.
– Lay the component sensor cable, connect to modular head PCB, and fasten it such that strain
is relieved.
– Set up 0201 and 0402 components on the mobile changeover table to be moved into place.
– Position the placement head over the PCB conveyor. Move the mobile changeover table in and
dock it with correct allocation to the machine. Fold down the head crash protection unit.
– If the machine to be assemblied is equipped with software version 502.xx:
Read the SW V 503.xx into the station and line computer (or SW SIPLACE PRO 1.3 for LC).
– Perform all further work steps for the component sensor on the station, the line computer and
the station computer as described in the manual for 0201 placement.
– Conduct trial placement with 0201/ 0402 components.