KE-2070_2080 MS参数..pdf - 第82页
Rev.1.00c MS 参数 4-5.4. VCS 摄像机缩放 4-5-4-1 . 功能 测定 VCS 摄像机的分辨率 (CCD 的平均画素间距 )。 4-5-4-2. 使用治具 VCS HT 治具 1 ( 40008101 ) V C S H T 治具 2 ( 40008102 ) 治具垫铁 KE- 2070 用: t3.5 ( 40046650 ) 治具垫铁 KE- 2080 用: V C S 治具板 B CPS 治具板 B t1…
Rev.1.00c
MS 参数
调整摄像机的焦点时,拧松背面 VCS 摄像机对焦的固定螺丝,进行对焦。
<标准 VCS 调整程序>
①拧松固定螺丝。
②转动光圈,进行调整。
③拧紧固定螺丝。
※对于固定螺丝,请拧紧 3 处中的 1
处。
※请不要把固定螺丝拧得过紧。
<选购 VCS 调整程序>
①转动旋转圈旋松。
②转动光圈,进行调整。
③拧紧旋转圈。
光圈
固定螺丝
旋转圈
选购 VCS
标准 VCS
摄像机的焦点调整结束之后选择确认。
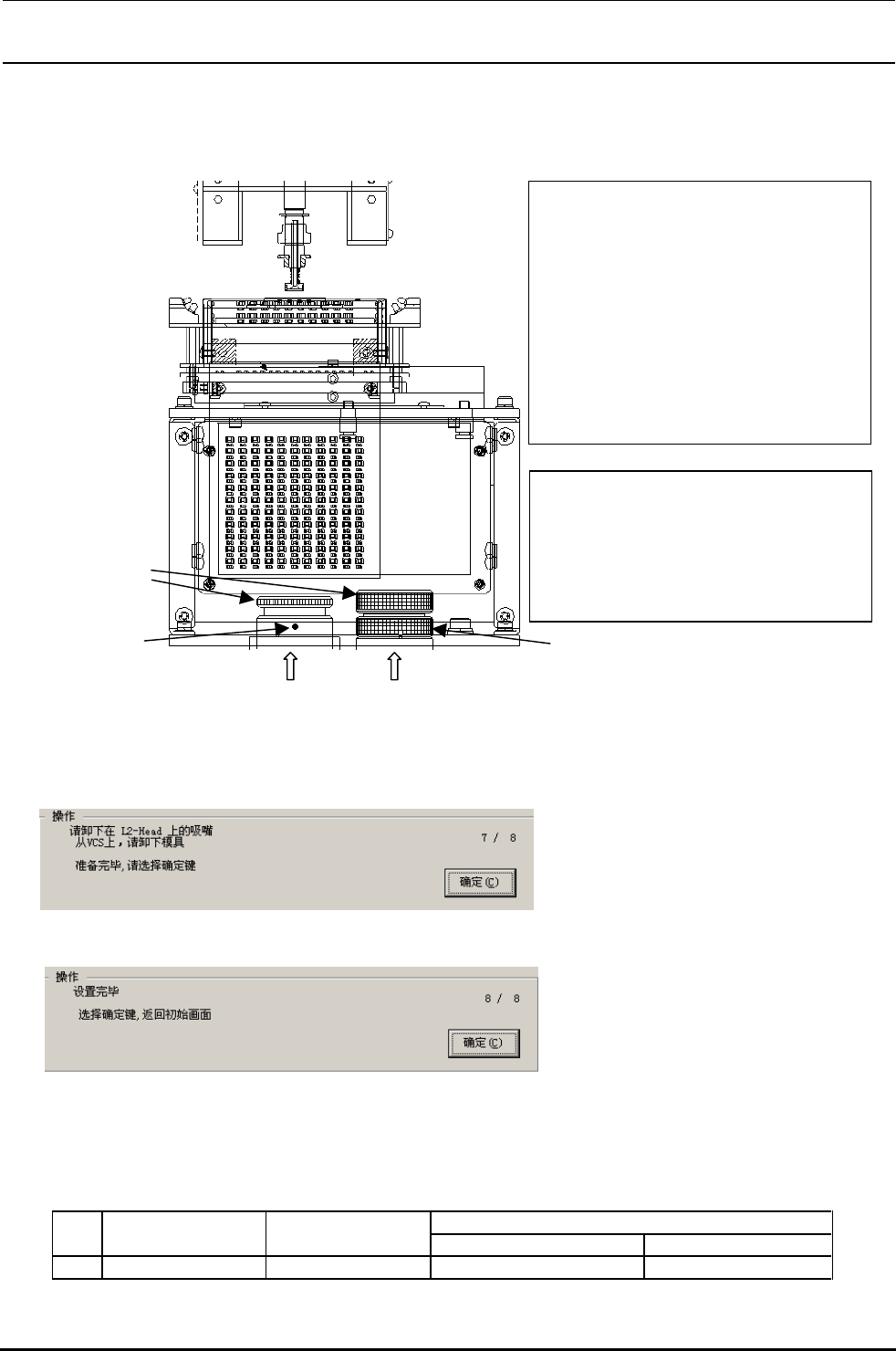
<操作・7/8>
从贴装头卸下吸嘴。
从 VCS-HT 治具卸下 VCS 治具板。
从 VCS 卸下 VCS-HT 治具。准备完毕,
选择确认。
<操作・8/8>
设定完毕。
选择了确认之后,返回初期设定画面。
设定后,在 CRT 监视器上的 VCS 粗糙板的纵线清楚地用目视确认。
4-5-3-4.MSP允许值
MSP不良时 No 项目 MSP允许值
异常点
1 摄像机焦点 ±0.2mm 图像识别贴装精度不良 VCS装置的组装精度
调整(检查)项目
4-39
Rev.1.00c
MS 参数
4-5.4. VCS 摄像机缩放
4-5-4-1.功能
测定 VCS 摄像机的分辨率(CCD 的平均画素间距)。
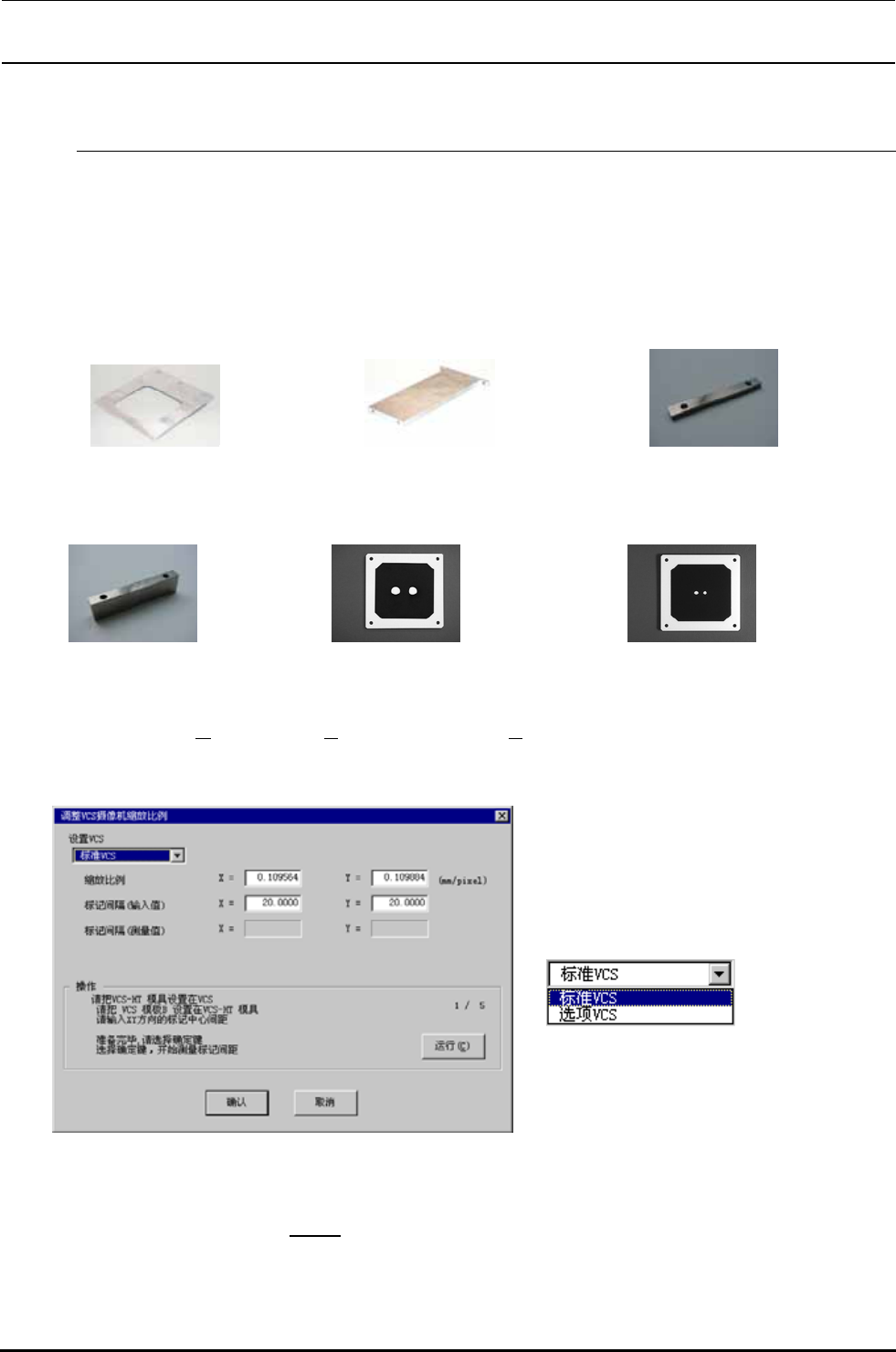
4-5-4-2.使用治具
VCS HT 治具 1(40008101) VCS HT治具 2(40008102) 治具垫铁 KE-2070 用: t3.5(40046650)
治具垫铁 KE-2080 用: VCS治具板 B CPS 治具板 B
t16.5(40046651) (标准 VCS)(E21419980A0) (选购 VCS)(E21369980A0)
4-5-4-3.操作
选择了[偏差设定(O)][VCS偏差(V)][VCS摄像机缩放(S)...]之后,显示出调整VCS摄像机缩放比例画
面。
<操作・1/5>
在凸起画面上选择设定对象 VCS。
不映象机器设置的使用装置的设定。
(没有检查(不使用)装置也可以选择)
按 Alt +↓键,显示出下面的一览。
(KE-2070)
(KE-2080)
在VCS上安装VCS-HT治具(40008100),把VCS治具板B(选购品VCS时为CSP治具板B)安装到VCS
−HT治具上面设置成可以测定
X方向。请输入治具的X和Y方向的标记间距。标记的间距记载在治具的背
面。准备完毕,请选择确认。选择了确认之后,用
VCS测定X方向的标记间距。测定完毕,X方向的标记间
距被显示出来,用输入值和测定结果计算出新的X方向缩放比例。
4-40
Rev.1.00c
MS 参数
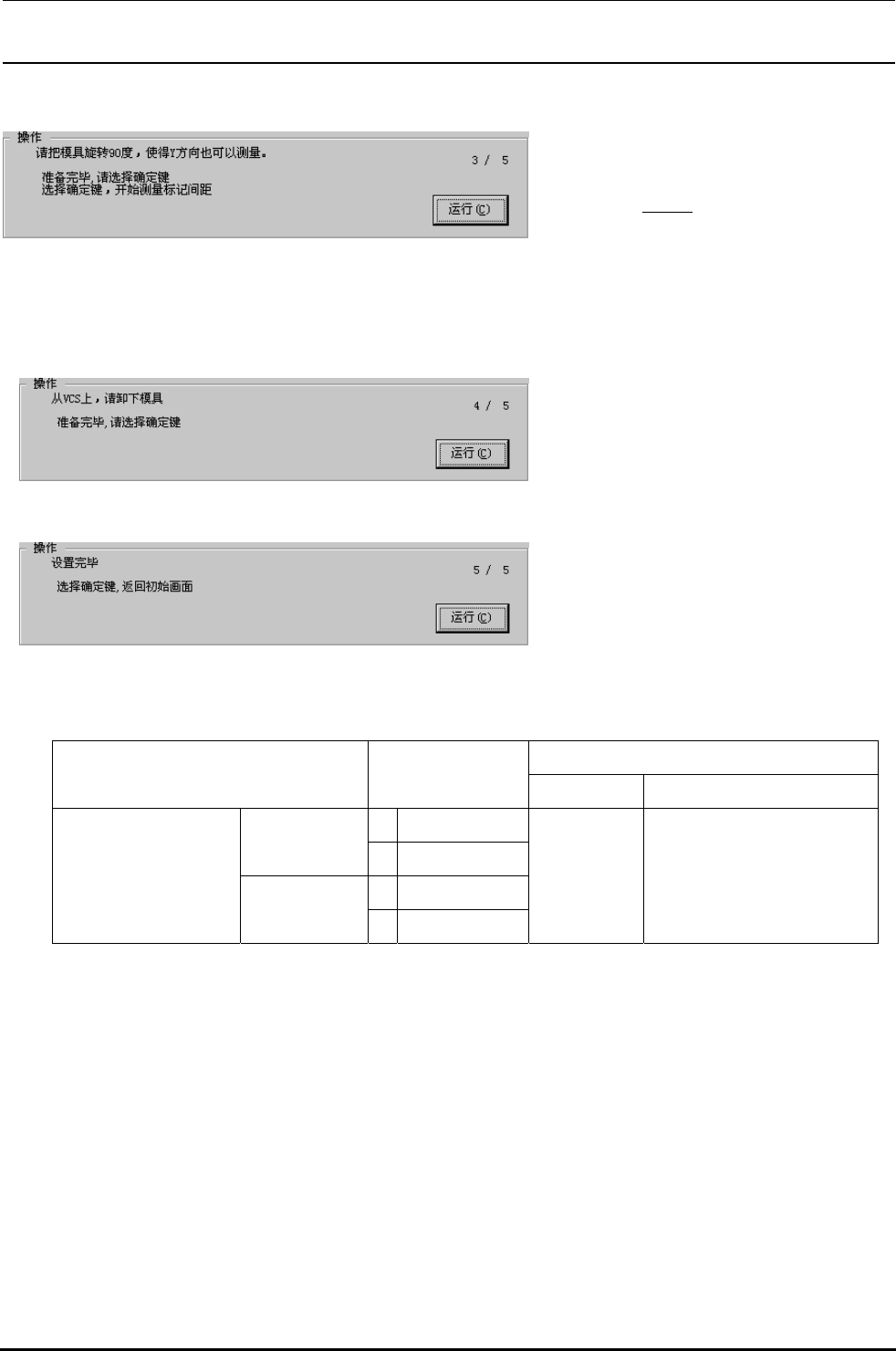
<操作・3/5>
把VCS治具板B旋转90°,进行设置,以
便可以测定
Y方向的测定。
准备完毕,选择确认。
选择了确认之后,用 VCS 测定 Y 方向的标记间隙。
测定完毕,显示出 Y 方向的标记间距测定结果显示出来,用输入值和测定结果来二计算新的 Y 方向缩
放比例。
<操作・4/5>
从 VCS-HT 治具卸下 VCS 治具板 B。
从 VCS 卸下 VCS-HT 治具。
准备完毕,请进行确认。
<操作・5/5>
设定完毕。
选择了确认之后,返回到初期設置画面。
4-5-4-4.MSP允许值
MSP 值不良时 项目 MSP 允许值
异常点 检查(更换)项目
X
0.112±0.01
标准 VCS
(□50mm)
Y
0.112±0.01
X
0.026±0.002
VCS 摄像机缩放
选购品 VCS
(□24mm)
Y
0.026±0.002
图像识别
贴装精度不良
输入治具的伤痕、脏污等。
VCS 镜头的伤痕、脏污等
4-41