Machine Overview - 第17页
MACHINE OVERVIEW MACHINE PRINT CYCLE Chapter Issue 4 Nov 09 Technical Reference Manu al 4.17 MACHINE PRINT CYCLE The following is a typical machine prin t cycle with camera mounted board stop: 1. Run is selected, the pri…
MACHINE OVERVIEW
MODULE OVERVIEWS
4.16 Technical Reference Manual Chapter Issue 4 Nov 09
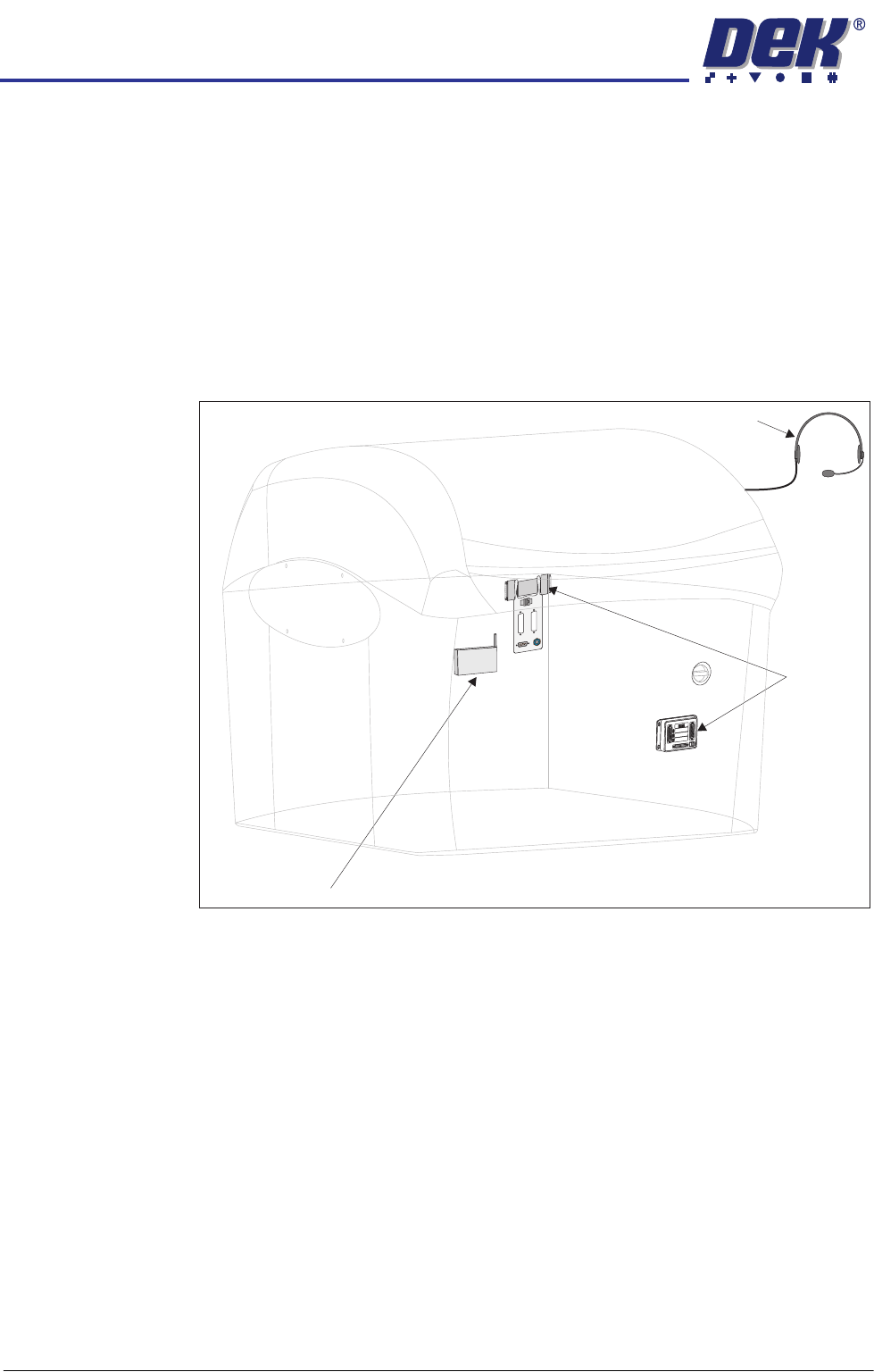
Foreign Machine
Interface (FMI)
Module
The FMI provides a communications link between upline/downline machines
and the DEK machine.
The FMI pod, fitted to the rear of the machine, is used to communicate with
upline/downline machines using SMEMA, Fuji or Panasonic interfaces.
The Multi-Interface Unit (MIU), fitted inside the front cover of the machine, is
used to communicate with upline/downline machines using all other protocols.
DEK Interactiv
Module
The DEK Interactiv module provides an engineer with a wireless real time link
between the DEK machine and the DEK call centre, via the internet, for fault
diagnosis.
Figure 4-18 Foreign Machine Interface - DEK Interactiv
Foreign
Machine
Interface
DEK Interactiv
DEK Interactiv
M
1S
K1
UP
LIN
E
M1
SK2
D
O
W
NL
IN
E
M
1PL3
D
EK
M
/C
M
1S
K
4
DE
K
US
B
+
12
V
+
24
V
+
24
V
S
W
S
E
ND
U
P
LIN
E
SE
N
D
D
O
W
NL
IN
E
C
O
N
TR
O
L
IN
UP
LIN
E
R
EA
DY
D
O
W
N
L
IN
E
R
EA
D
Y
C
O
N
T
R
O
L
O
U
T
P
OW
ER
I/P'S
O
/P'S
P
ROT
O
COL
S
ELECTION
U
P
LIN
E
D
O
W
N
LINE
MIU 191114
4
8
0
4
8
0

MACHINE OVERVIEW
MACHINE PRINT CYCLE
Chapter Issue 4 Nov 09 Technical Reference Manual 4.17
MACHINE PRINT CYCLE
The following is a typical machine print cycle with camera mounted board stop:
1. Run is selected, the printhead cover lock is engaged and the rising table
carries out a rail lifted check.
2. The camera positions itself at the board stop co-ordinates.
3. The print carriage moves to the start of the print stroke and both squeegees
drive to their set dwell height. The chase clamps are applied clamping the
chase in position.
4. The board is transported into the machine stopping at the board stop.
5. The transport belts stop running as soon as the board stop sensor detects
the board.
6. The board clamp mechanism operates, clamping the board in position and
the board stop retracts.
7. The camera carriage drives to the position determined by Fiducial 1 X & Y
co-ordinates.
8. The print carriage is driven to its enhanced start position and the appropriate
squeegee is driven down to start height.
9. The rising table carries out a rail lift check and drives up to vision height.
10. The vision data window displays the board fiducial on the left and the stencil
fiducial on the right of the split display.
11. The fiducials are located and a small blue cross with the fiducial outline
appears in the centre of each fiducial on the split display indicating success-
ful location.
12. While the camera drives to Fiducial 2 X and Y coordinates, the location of
the Fiducial 1 board and stencil fiducials are copied to the align data
structure.
13. Fiducial 2 board and stencil fiducials are located.
14. The chase clamps are de-energised and the screen actuators carry out a
rough alignment on the screen. The chase clamps are re-applied securing
the screen.
15. The camera relocates Fiducial 1 and 2. On completion, the camera carriage
drives to its home position.
16. The chase clamps are de-energised and fine alignment on the screen is
carried out. On completion, the chase clamps are re-applied.
17. The relevant squeegee is driven down to make contact with the screen with
0.5kg force.
18. The rising table drives up to the print height.
19. The appropriate squeegee is driven down to the calculated pressure setting,
as set in the board parameter menu.
20. The print carriage drives in the appropriate direction to perform a print
stroke.
21. The squeegee mechanism releases full pressure but keeps the squeegee
in contact with the stencil with 0.5kg force (hold height).

MACHINE OVERVIEW
MACHINE PRINT CYCLE
4.18 Technical Reference Manual Chapter Issue 4 Nov 09
22. The rising table is lowered to separation distance at separation speed. Once
separation distance has been reached the rising table accelerates to its
normal speed, lowering the table to transport height. The board clamps are
released and the relevant squeegee is raised to dwell height.
23. The front and rear transport belts drive until the board is detected at the
output sensor and the chase clamps are released.
24. The board count, paste dispense and screen cleaner cycle counts are
incremented. If either the paste dispense or screen cleaner counts has
reached the values set by the dispense rate or clean screen rate, the
appropriate cycle is performed.